
Fターム[3C059BA03]の内容
放電加工、電解加工、複合加工 (4,787) | 電源回路、通電 (189) | スイッチング素子、整流素子 (58) | トランジスタ (30)
Fターム[3C059BA03]の下位に属するFターム
切り換え可能、動作数変更可能 (1)
Fターム[3C059BA03]に分類される特許
1 - 20 / 29
放電被覆装置及び放電被覆加工方法
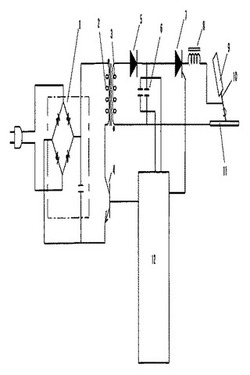
【課題】所望厚さの被膜を形成する。
【解決手段】直流電源装置1がその一次巻線2に接続されるフライバック変圧器と、フライバック変圧器と直流電源装置に接続される第1半導体スイッチング素子4と、二次巻線3に接続されるダイオード5と、ダイオードに接続するコンデンサ6及び第2半導体スイッチング素子7と、第2半導体スイッチング素子に接続され、回転手段9に連結されて回転駆動する被覆材電極10と、コンデンサの他端に接続され、また被覆材電極に接触することで電気的に導通する被金属加工体11と、第1半導体スイッチング素子、コンデンサ、第2半導体スイッチング素子に制御パルスを印加する制御装置12と、を備える。コンデンサの電圧と所定値とを比較して第1半導体スイッチング素子に対してオン・オフ制御を行い、また第2半導体スイッチング素子に対する印加動作制御をパルス信号の印加終了後に行うことで、火花放電被覆を実現する。
(もっと読む)
放電加工用電源装置

【課題】電極間へのエネルギーの注入と極間状態に応じた電極間の電圧調整を独立に制御することができ、安定した加工状態を得ながら極間状態をモニタリングすることが可能な放電加工用電源装置を得ること。
【解決手段】放電加工用電源装置は、第1の期間において、スイッチング素子をオンにすることで直流電源から第1のインダクタンス素子にエネルギーを供給するエネルギー蓄積動作を行い、前記第1の期間に続く第2の期間において、前記スイッチング素子をオフにすることで極間の放電状態に応じて前記第1のインダクタンス素子と第2のインダクタンス素子と前記極間との間で直列共振動作を行い、前記放電加工用電源装置は、前記エネルギー蓄積動作と前記直列共振動作とを交互に繰り返し、交流電圧を極間に発生させて前記被加工物の加工を行う。
(もっと読む)
放電加工装置
【課題】ワークのエッジ部の加工精度や加工欠陥を減らすことができる放電加工装置を提供すること。
【解決手段】極間に電圧を印加し、工具電極3とワーク4で構成される極間の接触を検出するための電源であって、出力電圧がアーク電圧以下の第1電源回路1と、極間にパルス電流を供給する第2電源回路2と、第1電源回路1によって極間に電圧を印加し工具電極3とワーク4の接触を検出し、工具電極3とワーク4の接触状態で第2電源回路2から極間にパルス電流を供給するように制御する制御回路5を備えた放電加工機。
(もっと読む)
ワイヤ放電加工における工作物切り残し加工方法
【課題】このワイヤ放電加工における工作物切り残し加工方法は,工作物からの切り抜き物の落下を防止し,切り残し部を再度の放電加工で加工することなく,溶着部を外力で破壊して切り抜き物を切り離し,加工時間を短縮して加工効率を向上させる。
【解決手段】この工作物切り残し加工方法は,工作物6の所定の加工形状の少なくとも一箇所において,ワイヤ電極5と工作物6との間に印加する電気加工条件を加工サイクルから溶着サイクルに変更し,ワイヤ電極5の一部を溶融して工作物6と切り抜き物26とをワイヤ電極溶融物で溶着させ,切り抜き物26を工作物6にワイヤ電極5による溶着部20で保持し,工作物6から切り抜き物26が脱落するのを防止する。
(もっと読む)
放電加工装置
【課題】仕上げ加工電源を用いた群パルス印加方法であっても、放電のむらを防ぎ、加工の安定化、加工速度の向上が図れる放電加工装置を得ること。
【解決手段】加工用電極と被加工物との間に群パルスを印加して加工を行う放電加工装置において、前記群パルスの印加による前記加工用電極と前記被加工物との間の極間状態を検出する極間状態検出手段と、前記極間状態検出手段が検出した極間状態に基づき前記群パルスの印加パターンを制御する制御手段とを備える。
(もっと読む)
加工状態を検出するワイヤ放電加工機
【課題】極間電圧の検出回路のばらつきの影響を受けにくいワイヤ放電加工機。
【解決手段】極間電圧を測定し、放電状態の判別を行う実験から、単位時間あたりの放電割合と開放割合は、単位時間あたりの開放割合に応じてほぼ決定され、しかも、この関係性は機械によってほとんどかわらない。このことから、明確に判別可能な開放状態のみを検出することで、単位時間あたりの放電回数と短絡回数を推定できる。1印加サイクル中に台形波状の電圧を極間に印加し電圧印加後に休止時間を設け、検出回路のばらつきの影響を受けにくい休止時間中に開放状態を判定する。検出された開放状態の印加サイクル回数に対する開放割合と、電源電圧や1印加サイクルの平均電圧から、極間の平均電圧を求める。このようにして求めた放電回数や、開放割合より求めた平均電圧を指標とした従来の送り制御を適用することで、高周波加工においても、高精度加工を実現できる。
(もっと読む)
マルチワイヤ放電加工装置及びそれを用いた炭化ケイ素板の製造方法
【課題】マルチワイヤ放電加工装置において簡便な構成によって加工速度を向上させる。
【解決手段】間隔をおいて配設された複数のガイドローラ24A〜24Fを含むガイドローラ組と、各ガイドローラ24A〜24Fの長手方向に間隔をあけてガイドローラ組に複数回巻き掛けられて複数条となり、ガイドローラ組のうちの一対の隣り合うガイドローラ24B,24C間で互いに離間した複数の切断ワイヤ部分26を構成するワイヤ15と、ワイヤ15の各条に接し、ワイヤ15の送り方向と同じ方向に向かって回転して共通の放電加工電力を給電する回転電極200A,200Bと、放電加工電力を供給する共通の加工用の電源29とを備え、ワイヤ15を矢印Rの方向に送りながら各切断ワイヤ部分26とインゴット28との間で放電を行ってインゴット28を切断加工する。
(もっと読む)
マルチワイヤ放電加工装置及びそれを用いた炭化ケイ素板の製造方法
【課題】マルチワイヤ放電加工装置において加工速度の低下を抑制するとともに長時間の加工を安定して行う。
【解決手段】間隔をおいて配設された複数のガイドローラ24A〜24Fを含むガイドローラ組と、各ガイドローラ24A〜24Fの長手方向に間隔をあけてガイドローラ組に複数回巻き掛けられて複数条となり、ガイドローラ組のうちの一対の隣り合うガイドローラ24B,24C間で互いに離間した複数の切断ワイヤ部分26を構成するワイヤ15と、ワイヤ15の各条に接して共通の放電加工電力を給電する回転電極200A,200Bと、を備え、ワイヤ15を矢印Rの方向に送りながら各切断ワイヤ部分26とインゴット28との間で放電を行ってインゴット28を切断加工するマルチワイヤ放電加工装置100であって、回転電極200A,200Bはワイヤ15の送り方向と同じ方向に向かって回転する。
(もっと読む)
マルチワイヤ放電加工装置及びマルチワイヤ放電加工方法並びに炭化ケイ素板の製造方法
【課題】マルチワイヤ放電加工装置において、切断ワイヤ部分の共振を抑制し、効率よく炭化ケイ素の薄板を切り出す。
【解決手段】放電加工中に放電発生が停止した際に、高周波パルス電力の通電再開からの放電が検知されていた時間と放電が検知されない時間の合計時間である積算時間STが切断ワイヤ部分の振動の周期を固有周期tsより第一の離調時間Δts1だけ短くなった際に通電を停止し、その後一時停止時間Δtpだけ通電停止を継続し、高周波パルス電力の通電再開からの経過時間が切断ワイヤ部分の振動の周期を固有周期tsより第二の離調時間Δts2だけ長くなった際に高周波パルス電力の通電を再開する。
(もっと読む)
加工状態を検出するワイヤ放電加工機
【課題】ばらつきの影響を受けにくい極間状態検出機能を備えたワイヤ放電加工機を提供する。
【解決手段】単位時間あたりの放電割合と開放割合は、単位時間あたりの開放割合に応じてほぼ決定される。これにより、単位時間あたりの放電割合は、単位時間あたりの開放割合に応じてほぼ決定され、機械によって差はほとんどかわらない。よって、明確に判別可能な開放状態のみを検出し、単位時間あたりの放電回数と短絡回数を推定できる。1印加サイクル中に台形波状の電圧を極間に印加し電圧印加後に休止時間を設け、休止時間中に開放状態を判定する。検出された開放状態の印加サイクル回数に対する開放割合と、電源電圧や1印加サイクルの平均電圧から、極間の平均電圧を求める。ワイヤ放電加工機に、このようにして求めた放電回数や、開放割合より求めた平均電圧を指標とした送り制御を適用する。
(もっと読む)
超微小球状プローブ加工装置
【課題】超微小球状プローブの製造と、製造された超微小球状プローブの品質評価と、を同一の加工装置上で行うことができる超微小球状プローブ加工装置を提供する。
【解決手段】超微小球状プローブ加工装置は、電気信号監視制御ユニット1と、加工テーブル2と、加工テーブル2に移動可能に配置される上、電気信号監視制御ユニット1に電気的に接続される三軸移動プラットフォーム3と、三軸移動プラットフォーム3に移動可能に配置され、ワーク8を挟持するのに使用される着脱自在ホルダー4と、加工テーブル2に配置される上、電気信号監視制御ユニット1に電気的に接続され、放電加工によってワーク8に尖端を有する円錐形の電極工具を形成するのに使用されるワイヤ放電加工ユニット5と、放電加工ユニット6と、光学測定ユニット7とを備える。
(もっと読む)
短絡検出装置及び加工機械
【課題】被加工物及びワイヤ電極間の短絡を検出し、短絡時における被加工物やワイヤ電極のダメージを抑制し、加工仕損を低減できる短絡検出装置を提供する。
【解決手段】短絡検出装置5は、被加工物W及びワイヤ電極21間に放電パルスを発生させる自励式の放電電源装置2を備えた加工機械1に用いられる。そして、短絡検出装置5は、バイアス抵抗27から被加工物W及びワイヤ電極21間に至る経路の所定位置に流れる電流に基づいて、被加工物W及びワイヤ電極21間の短絡を検出する。
(もっと読む)
放電加工装置及び放電加工方法
【課題】回路構成の複雑化を招くことなく、カラ放電の発生を防止することができる放電加工装置を得ることを目的とする。
【解決手段】電極Eと被加工物Wの極間と並列に第2の抵抗器である抵抗器R3を接続して、スイッチング回路1の電源電圧V1を電極Eと被加工物Wの極間に印加するパルス電圧以上の値に設定する。これにより、回路構成の複雑化を招くことなく、カラ放電の発生を防止することができる。
(もっと読む)
放電加工装置
【課題】ワークが半導体の場合においても、交流波形を印加しながらワークを加工すること。
【解決手段】電極Eにアノードが接続されるとともに、交流電源GのワークW側の端子にカソードが接続されたダイオードDを設け、ワークWに負電圧、電極Eに正電圧が印加された場合、ダイオードDを介して電流を流すことで、半導体であるワークWと金属の定盤との界面に形成されたショットキーバリア障壁をバイパスさせる。
(もっと読む)
放電加工装置
【課題】穴加工を行う放電加工において、出入口径差の小さな貫通加工を行う際の加工時間を短縮するとともに、安定な加工状態にて貫通加工を行うことを可能とする放電加工装置を得ること。
【解決手段】極間電圧が短絡検出閾値以下であることを検出する短絡検出回路11と、極間電圧が短絡検出閾値よりも高い不安定検出閾値以下であることを検出する不安定検出回路14と、極間電圧が短絡検出閾値以上であり、且つ、極間電圧が不安定検出閾値以下である場合に、極間への加工用電力の供給を停止すべく、パルス列における所定のパルスの発生を停止させる信号および加工用電極の加工送りを減速させる信号を生成して出力する制御回路12と、を備える。
(もっと読む)
加工機械
【課題】段差のある異径の被加工物を加工する場合であっても、加工した後の被加工物の径を一定とすることができる加工機械の提供。
【解決手段】加工機械1は、ワイヤ電極21に電圧を印加して放電させる自励式の放電電源装置2と、円柱状の被加工物を軸回りに回転させるとともに、被加工物の軸方向に沿ってワイヤ電極21を移動させるNC装置3と、ワイヤ電極21を移動させる速度を制御する制御装置4とを備え、ワイヤ電極21に放電させることで被加工物を加工する。
(もっと読む)
ワイヤ放電加工装置
【課題】ワイヤ放電加工装置の放電を安定させる。
【解決手段】ガイドローラ24A,24Bに間隔をあけて複数回巻き掛けられ、各ガイドローラ24A,24B間で互いに離間した複数の切断ワイヤ部分26a〜26fを構成するワイヤ15と、2本おきに配置された2本の切断ワイヤ部分26を含む3つの切断ワイヤ部分組261〜263と、各切断ワイヤ部分組261〜263の各切断ワイヤ部分26に給電する複数の導電ブロック41A〜43Aを含む給電ブロック41〜43と、パルス電力を供給するパルス電源29と、を備え、各切断ワイヤ部分26とワーク28との間で放電を行ってワーク28を加工するワイヤ放電加工装置であって、各給電ブロック41〜43は、それぞれ異なる切断ワイヤ部分組261〜263に給電し、パルス電源29は、印加時間をずらして各給電ブロック41〜43にパルス電力を供給する。
(もっと読む)
ワイヤ放電加工機
【課題】高精度かつ高品位な被加工物面が得られるワイヤ放電加工機を提供することである。
【解決手段】直流電源11,12からの出力を図示しない制御装置により制御されるスイッチング素子13,14によって、ワイヤ電極19とワーク20との極間に正極性と負極性の両極性の電圧を500kHz以上の周期で交互に、または単位時間当たりの正極性の電圧と負極性の電圧を所定の印加割合で前記極間に印加し、かつ、スイッチング素子13,14による切り替えによって、正極性と負極性の電圧印加の間に少なくとも印加時間以上の休止時間を設けて前記極間に電圧を印加し、電圧の印加、休止の過度状態で振動を抑制する制動抵抗15を有するワイヤ放電加工機。
(もっと読む)
水中放電加工装置
【課題】水中、狭あい部での遠隔による放電加工作業において、被加工物への柔軟なアクセス動作を実施可能となる水中放電加工装置を提供することにある。
【解決手段】放電加工ヘッド2は、水中に配置される。水中作業装置1は、放電加工ヘッド2を作業アーム3により移動するとともに水中に配置される。運転制御盤6は、水中作業装置1を遠隔で操作するとともに地上に配置される。放電加工用電源4は、放電加工ヘッド2に電源を供給するとともに地上に配置される。放電加工用電源4は、直流電力を発生する直流電源回路7を備える。放電回路ボックス5は、直流電源回路7からケーブル9により供給された直流電力から高周波パルス電力を発生するとともに、水中作業装置1に搭載されている。放電回路ボックス5により発生された高周波パルス電力は、ケーブル10により放電加工ヘッド2に供給される。
(もっと読む)
放電加工装置
【課題】ワークが半導体の場合においても、交流波形を印加しながらワークを加工すること。
【解決手段】電極Eにアノードが接続されるとともに、交流電源GのワークW側の端子にカソードが接続されたダイオードDを設け、ワークWに負電圧、電極Eに正電圧が印加された場合、ダイオードDを介して電流を流すことで、半導体であるワークWと金属の定盤との界面に形成されたショットキーバリア障壁をバイパスさせる。
(もっと読む)
1 - 20 / 29
[ Back to top ]