
Fターム[3C060AB01]の内容
穴あけ、型抜、切断刃以外の手段による切断 (5,369) | 加工対象(形状、加工部位) (165) | 連続状物(ロール状、テープ状、折畳状) (141)
Fターム[3C060AB01]に分類される特許
61 - 80 / 141
プレス打抜き装置

【課題】プレス金型に対し、機能部品を作り込んだテープを精度良く位置決めすることができるプレス打抜き装置を提供する。
【解決手段】長さ方向に複数の機能部品を作り込むと共に両側縁部にスプロケット孔47を列設したテープ状部材を、テープ送り経路50に沿って間欠送りするテープ送り手段と、テープ送り経路50に介設され、テープ状部材から機能部品を1つずつ打ち抜くダイ25およびパンチ27から成るプレス金型48と、ダイ25に対するパンチ27の打抜き動作に連動してスプロケット孔47に挿通し、機能部品をプレス金型48に位置決めする複数のガイドピン32と、プレス金型48の近傍のテープ送り経路50に臨み、幅方向においてテープ状部材の間欠送りをガイドする複数のテープ幅ガイドと、間欠送りされてゆくテープ状部材にエアーを吹きつけて、テープ状部材をテープ送り経路50に押し付けるエアーブロー機構37とを備える。
(もっと読む)
プレス打抜き装置

【課題】プレス金型に対し、機能部品を作り込んだテープを精度良く位置決めすることができるプレス打抜き装置を提供することを課題としている。
【解決手段】長さ方向に複数の機能部品を作り込むと共に、両側縁部に複数のスプロケット孔47を列設したテープ状部材を、機能部品の配置ピッチで且つテープ送り経路50に沿って間欠送りするテープ送り手段と、テープ送り経路50に介設され、間欠送りされてくるテープ状部材から複数の機能部品を1つずつ打ち抜くダイ25およびパンチ27から成るプレス金型48と、ダイ25に対するパンチ27の打抜き動作に連動して各列のスプロケット孔47に挿通し、機能部品をプレス金型48に位置決めする複数のガイドピン32と、プレス金型48の近傍のテープ送り経路50に臨み、各列のスプロケット孔47に噛合してテープ状部材の間欠送りをガイドする複数のガイドスプロケット35とを有している。
(もっと読む)
衛生製品を製造する装置および方法
【解決手段】 互いに重ね合わせられた第1の材料(A)から形成される長尺状部材および第2の材料(B)から形成される長尺状部材を、材料(S)から形成される移動ウェブ上の互いに離間した位置(P1、X)に、貼付する装置は、互いに直列に配置されている第1の切断部(10、12)および第2の切断部(20、22)を備える。各切断部は、対応する材料(A、B)が供給される回転ナイフ(10、20)と、材料(A、B)から形成される上述の長尺状部材を切断する際に対応するナイフ(10、20)と協働するアンビルロール(12、22)とを有する。2つの切断部のアンビルロール(12、22)は、互いに向かい合うように配置され、動きを一致させて動作可能であり、第2の材料(B)から形成される長尺状部材に第1の材料(A)から形成される長尺状部材を重ねることによって、第1のアンビルロール(12)から第2のアンビルロール(22)に、第1の材料(A)から形成される長尺状部材を渡すように構成されている。第2のアンビルロール(22)は、互いに重ね合わせられた第1の材料(A)から形成される長尺状部材および第2の材料(B)から形成される長尺状部材を、材料(S)から形成される移動ウェブに渡す。 (もっと読む)
有孔ラミネート
【課題】形状に関して特定の感圧性を有する3次元の形状を有する有孔熱可塑性構造を生成すること。
【解決手段】前記隆起5を有する穿孔ローラ2と、該隆起5が少なくとも部分的に係合する対向ローラ3とを有する穿孔デバイス1であって、該穿孔ローラ2の該隆起5が、少なくとも部分的に係合する第3のローラ4が存在することを特徴とする、穿孔デバイス1、または、この穿孔デバイスにおいて、該隆起5を有する穿孔ローラ2と、該隆起5が少なくとも部分的に係合する対向ローラ3とを有する穿孔デバイスであって、穿孔されるべき構造用のフィードは、穿孔が実行可能である前に、該構造7が、120°より大きい、好適には、150°より大きい巻き付け角度を介して、該対向ローラ3に沿って送られるように配置されることを特徴とする、穿孔デバイス。
(もっと読む)
打抜機の打抜位置調整方法
【課題】稼動中における抜型の打抜荷重が適正範囲にあるよう保つことのできる打抜機の打抜位置調整方法を提供する。
【解決手段】抜型を取り付けた上部定盤1に対して面板を取り付けた下部定盤2を上下動させることにより、面板上を流すシート材を所定形状に打ち抜く打抜機の打抜位置調整方法であって、打抜毎にその時の打抜荷重の最大値をモニタし、下部定盤を上下動させて打抜位置を調整するための制御盤10を設けておき、その制御盤10に抜型の適正荷重範囲を入力することで自動で打抜位置を最適な位置に設定し、稼動中の打抜荷重が適正荷重の範囲を維持するように抜型の打抜位置をフィードバック制御する。
(もっと読む)
貼付剤の製造方法
【課題】
本発明は、端部から粘着剤がはみ出したり、流れ出すことを抑制し得る貼付剤の製造方法を提供することを課題とする。
【解決手段】
本発明は、貼付剤の製造方法であって、支持体の少なくとも片面上に粘着剤層を、および該粘着剤層上に剥離ライナーを備える粘着シートを用意し、該粘着シートから、凸状押し切り刃で、支持体の少なくとも片面上に粘着剤層を、および該粘着剤層上に剥離ライナーを備える貼付剤を打ち抜く工程を含み、ここで、該凸状押し切り刃の少なくとも先端部において、凸状押し切り刃の延設方向に直交する断面形状は、角度aは角度bよりも大きいことを特徴とする、製造方法を提供する。ここで、前記断面形状において、角度aおよび角度bは、本明細書中に記載した意味を有する。
(もっと読む)
回転アンビル用マット
【課題】カッティング装置の切断刃が如何なる方向に切り込もうとも、切断不良が生じることのない回転アンビル、及びこれに用いられる回転アンビル用マットを提供する。
【解決手段】回転式カッティング装置の回転アンビルの円筒外周面を周回するようにして設置されるマットであって、略矩形の平面形状を有し、設置時に前記回転アンビルの円筒軸にほぼ平行となる平行端縁それぞれに互いに嵌合可能な接合凹部及び接合凸部が形成されており、設置時に前記回転アンビルの円筒軸にほぼ垂直となる各垂直端縁が同一の非直線形状に形成されており、前記回転アンビルに設置される際に、前記平行端縁同士が隙間無く接合され、かつ、前記回転アンビルの軸方向に沿って隣接し合うマットの垂直端縁が互いに隙間無く接合可能であることを特徴とする回転アンビル用マット。
(もっと読む)
電子部品打抜装置及びキャリアテープ
【課題】切断精度を向上させ得る電子部品打抜装置等を提案する。
【解決手段】キャリアテープの搬送路に設けられる打抜土台と、キャリアテープに設けられる電子部品における本体の周囲を打ち抜く刃をもち、打抜土台の土台面に対して昇降される打抜刃と、キャリアテープのうち長方向の各端部に沿って所定間隔ごとに設けられる孔の一部が挿通される位置決めピンとをもつ。この位置決めピン又は打抜刃は、キャリアテープの幅方向へ移動自在に設けられ、移動対象とされる方向と反対方向の孔が土台面に対する打抜刃の打抜位置の領域外となる範囲内で移動されるものである。
(もっと読む)
鋼繊維の製造方法
鋼繊維コンクリートを製造する際に鋼繊維を供給するための鋼繊維の製造方法、または、その他のコンクリート添加剤用鋼繊維またはその他の鋼繊維を製造する方法であって、まず、鋼繊維2を形成させるべく、帯状金属シート1の片面または両面にノッチ付けを施すことで、最初の段階ではブリッジ部5を通じて互いに接続されている鋼繊維条4を形成し、次いで、ブリッジ部5を変換させて、分離させたときにバリが少なく、かつ粗い葉断面を形成する、薄く相互に容易に分離可能な分断ブリッジとすべく、鋼繊維帯状体に揉(も)み曲げ加工を施すことで、各ブリッジ部5に長手方向の軸まわりに繰返し曲げ変形を加え、これにより、疲労破壊に起因してブリッジ部5の領域において初期亀裂を生成させる。 (もっと読む)
接着剤ラベルを裁断するための装置およびプロセス
面材と、接着剤と、選択的に、ラベルを形成するためのライナーとを含み、ライナー付感圧接着剤ラベル材のライナーは、薄いまたは極薄のライナーであり得る、ラベル材を打ち抜くための方法および装置が提供される。ラベル材のウェブは、分離器ステーションに供給され、分離器は、ライナーを面材および接着剤層から分離する。ライナーが存在しない場合、またはライナーが面材から分離された後においては、面材および接着剤層が裁断ステーションに供給されて、複数の裁断接着剤裏張ラベルおよび囲繞母型を形成する。 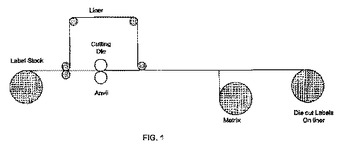 (もっと読む)
(もっと読む)
金属箔ロール成形装置、金属箔ロール成形方法及びコイル状金属箔
【課題】加工が容易であり、加工コストの低減が図れ、金属箔に所定の配置・開口率で微細孔明け加工を行い、該加工での、環境または加工そのものにより発生する塵・加工屑・微粉を排除するロール成形システムの提供。
【解決手段】厚さ50μm以下の金属箔を、表面に微細な凸型を形成した金属製の成形ロールと該金属箔を挟んで対向する弾性体受けロールにて明け等の連続加工を行うロール成形システムである。また、加工直後の第1受けロールの弾性体に埋め込まれた加工屑・微粉を、高速回転する複数の弾性繊維ブラシロールの動作で払い落とす。また成形ロールの回転方向に先方に、複数の受けロールを配設し、更には複数の弾性繊維ブラシロールを配置してハーフカットへの対応及び加工屑・箔表面付着微粉・塵を排除する。
(もっと読む)
デチャック機構、真空装置、デチャック方法およびデチャック用部品
【課題】静電チャックや真空装置の特性によらず、デチャック時間を短縮可能なデチャック機構を提供する。
【解決手段】真空装置2は、真空容器3を有している。
真空容器3の内部には静電チャック15が設けられており、静電チャック15は表面に基板51を保持する保持面16を有している。
さらに、静電チャック15には基板突き上げ棒21a、21bが設けられている。
また、真空容器3の内部にはプラズマ81を照射するプラズマ源23が設けられている。
デチャックを行う場合は、プラズマ源23を用いてプラズマ81を保持面16と基板51の間に向けて照射し、基板突き上げ棒21a、21bを用いて基板51を静電チャック15から引き剥がす。
照射されたプラズマ81は、保持面16と基板51の間に入り込み、保持面16と基板51の残留電荷を中和するので、デチャックが迅速に行われる。
(もっと読む)
シート材打ち抜き装置及び方法
【課題】 シート材の一部を確実に排出できるシート材打ち抜き装置及び方法の提供。
【解決手段】 カムシャフト11に摺動して縦溝10内で径方向へ進退可能に配置され、回転中の第2ロール部4における周方向の所定範囲αで径方向外側へ移動して、該凹部内7に残ったシート材の一部18を排出するイジェクタピン12を備えることとした。
(もっと読む)
シート材打ち抜き装置
【課題】 シート材の一部の安定した保持と排出を実現可能できるシート材打ち抜き装置の提供。
【解決手段】 外周にシート材2の打ち抜き用の雄型となる複数の凸部5を有し、回転可能に支持された第1ロール部3と、外周に前記凸部5と組み合わされてシート材2の打ち抜き用の雌型となる複数の凹部7を有し、回転可能に支持された第2ロール部4を備えるシート材打ち抜き装置1において、回転中の第2ロール部4における周方向の第1所定範囲αで凹部7に残ったシート材の一部18を凹部7内に空気を用いた吸引作用で保持し、回転中の第2ロール部4における周方向の第2所定範囲βで凹部7に残ったシート材の一部18を凹部7内から空気を用いた吐出作用で排出することとした。
(もっと読む)
用紙処理装置
【課題】連続紙の搬送を停止することなく、連続紙を加工する用紙処理装置を提供すること。
【解決手段】連続紙Pの搬送経路上に設けられたドラム160の外周面160Aに巻き付けられた連続紙Pが、幅方向Wに移動すると共に連続紙Pを切断する切断機210と、切断機210を連続紙Pの搬送速度と同等の速度で搬送方向Eに回転移動させるコントローラ250に制御された駆動モータ162と、を備える用紙処理装置150であれば、連続紙Pの搬送を停止することなく、連続紙Pを加工することができる。
(もっと読む)
伸縮性シートの製造方法およびこれを用いた使い捨て着用物品
【課題】シートを破断させるおそれなく伸縮部材を切断できるようにする。
【解決手段】第1のロール950の外周に、所定の周長範囲で外方に膨出するエンボス部951が形成され、さらにこのエンボス部951の外面に、軸方向に間隔をおいた凸部の群が、周方向に間隔を置いて複数形成されることにより、多数の凸部952の群が形成され、かつ、前記軸方向のいずれの位置においても、前記周方向に関し前記凸部952の群のいずれかの凸部が位置するように配列し、前記第1のロール950と第2のロール960とを対向させ、一対910、930のシート間に、複数の糸状の伸縮部材920を伸張状態で挟み込んで積層体となし、前記積層体を前記第1のロール950と第2のロール960との間に通過させ、こ伸縮部材920のそれぞれを、前記第1のロールの凸部952および第2のロール960間での加圧および加熱のうちの少なくとも一方により切断する。
(もっと読む)
打抜き金型及びフィルムキャリアテープの製造方法
【課題】 フィルムテープ基材の両縁部に設けられる開口部の打抜きズレの軽減が可能な打抜き金型装置と、その打抜き金型装置を用いたフィルムキャリアテープの製造方法を提供する。
【解決手段】
開口部打抜きエリアAとガイドホール打抜きエリアBとを有し、ガイドホール打抜きエリアBと開口部打抜きエリアAとの間に前方ガイドピンを設け、開口部打抜きエリアAの後方に後方ガイドピンを設けた打抜き金型装置を使用し、開口部打抜きエリアAの前後でガイドピンを使用してフィルムテープ基材を位置決めして、開口部の正確な位置決めをして開口部を穿孔する。
(もっと読む)
用紙のパンチカス吸込み装置
【課題】とくに薄い用紙2などにパンチ孔を開ける場合に、そのパンチカス17を確実に吸い込み可能で、パンチ孔の位置や数に応じて、すべてのパンチカス17を用紙2から分離して吸い込み回収可能な用紙のパンチカス吸込み装置を提供すること。
【解決手段】従来のようにダイカット部のダイロール部分においてパンチカス17の回収を行わずに、吸込み用貫通孔26を形成した分離吸込みボックス24を設け、分離吸込みボックス24に形成する複数個の接続用開口部27をパンチ孔の位置や数に応じて選択可能とすることに着目したもので、パンチカス17を吸い込み可能な吸込み用貫通孔26を形成した分離吸込みボックス24と、分離吸込みボックス24からパンチカス17を吸引するための吸引用パイプ25と、を設けたことを特徴とする。
(もっと読む)
ウエハフィルム裁断装置
【課題】 ウエハフィルム裁断装置を提供する。
【解決手段】フィルムプレス上台10、フィルムプレス下台20、フィルム供給ユニット61、フィルム回収ユニット62、ウエハ積載ユニット40から構成する。該フィルムプレス上台、下台はそれぞれ相互に嵌合する円環状の裁断刃を具えると共に、フィルムプレス上台の円環状裁断刃内にフィルム加熱溶融手段を具えた吸着盤を設け、フィルムプレス下台下面には円環状裁断刃と連通する凹状のウエハ収容部を形成する。
該フィルム供給ユニットからフィルム回収ユニットに移送されるフィルムを該フィルムプレス上台の円環状裁断刃内に配置された吸着盤によりフィルム体を吸着してフィルムプレス上台に密着保持させて裁断、加熱し、フィルムプレス下台のウエハ収容部内のウエハに接着する。裁断刃の円内径はウエハ径と同等以下であり、ウエハ収容部内でウエハはフィルムプレス下台と接触しない。
(もっと読む)
ワークの打抜き方法及びワークの打抜き装置
【課題】所定長さのワークから打抜くことができる抜き形状の数を減少させることなくパンチを支持する部分の耐久性及び剛性を向上させることが可能なワークの打抜き方法を提供する。
【解決手段】搬送されるテープ状のワークの長さ方向に沿って複数配置されたパンチと、
ダイとを備え、ワークをその長さ方向に断続的に搬送しながらパンチにより所定の複数の抜き形状の打抜きを行うワークの打抜き方法あって、複数配置されたパンチのうちワークの搬送方向の最も外側に位置する両パンチ間の間隔より長い距離だけワークを搬送方向に搬送し、複数のパンチ及びダイでワークを打抜く第一の打抜き工程(S10)と、複数配置されたパンチのうち搬送方向の最も外側に位置する両パンチ間の間隔より短い距離だけワークを搬送方向に搬送し、ワークに形成された隣り合う抜き形状の間を複数のパンチ及びダイで打抜く第二の打抜き工程(S20)とを有することを特徴とする。
(もっと読む)
61 - 80 / 141
[ Back to top ]