
Fターム[3C060AB01]の内容
穴あけ、型抜、切断刃以外の手段による切断 (5,369) | 加工対象(形状、加工部位) (165) | 連続状物(ロール状、テープ状、折畳状) (141)
Fターム[3C060AB01]に分類される特許
21 - 40 / 141
シート面取打抜切断装置
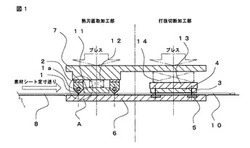
【課題】 建材等のプラスチック系タイルの突合わせエッジの加工形状図の高級意匠感指向への移行、幼児等の皮膚の弱い者が接する場合の対策、内部素材の被服等の要求から綺麗なアール面取加工への要望が出始めたが、安定した加工精度とコスト低減に課題があった。
【解決手段】 素材シートの熱変形塑性特性を活用し、精密な温度管理と加工時間管理を精密な温度管理が可能な面取熱刃内恒温液体循環管1aを擁する特殊構造面取熱刃1を有する面取加工部と、替刃脱着が容易な製品タイル内歪除去用改良打抜切断刃耳部3aを有する打抜切断部を一体構成し、プレス機その他付属自動定寸送り装置等を具備し自動連続式シート面取打抜切断装置を構成する。
(もっと読む)
多数孔穿孔デバイス

【課題】 簡易な技術で製造コストを低減し、穿孔列の間隔や孔の大きさ等を選択し、かつ被穿孔物の形に応じ最も適切な孔などを、一挙に多数あけることが容易にできるようにすることにある。
【解決手段】 外周縁に穿孔突起を形設した薄い板状体を複数枚並べ、全体を一体に結合した。
(もっと読む)
ガス透過性積層プラスチックフィルム、及びその製造装置
【課題】十分な強度を有するとともにガス透過性及び易開封性に優れ、良好な外観を有する積層プラスチックフィルム、及びその製造装置を提供する。
【解決手段】ベースフィルム層1aとシーラント層1bとからなるガス透過性積層プラスチックフィルム1であって、シーラント層1b側に形成された第一の微細孔群2はシーラント層1b全面を覆うとともにシーラント層1bと同程度の深さを有し、ベースフィルム層1a側に形成された第二の微細孔群3はベースフィルム層1aを部分的に帯状に覆うとともにベースフィルム層1aと同程度の深さを有し、第一及び第二の微細孔群2,3が重複する領域で微細孔は積層プラスチックフィルム1を貫通し、もってガス透過性を付与するガス透過性積層プラスチックフィルム1。
(もっと読む)
吸収性物品のワークのカッター装置
【課題】ロールの回転振動を抑制して、カッター刃の長寿命化を図る。
【解決手段】搬送方向に搬送される吸収性物品のワークを切るカッター装置である。カッター刃が外周面から突出して設けられたカッターロールと、前記カッターロールの外周面に対向して配された外周面によって前記カッター刃を受けるアンビルロールと、を有する。前記カッターロールと前記アンビルロールとは、互いに前記搬送方向に沿って回転しながら、前記カッターロールと前記アンビルロールとの間に前記ワークを通過させることによって前記ワークを切る。前記カッターロール及び前記アンビルロールの少なくとも一方のロールについて、JISB0905に規定される釣り合い良さ(mm/sec)の前記ロールの回転軸方向の一端側の値と他端側の値との和が6以下になるように、前記ロールの動バランスを修正する動バランス修正部を有している。
(もっと読む)
ミシン目形成装置を具備するラベリングマシンおよびラベルへのミシン目形成方法
【課題】ラベルコストとマシンコストを抑えつつ、ミシン目の形成間隔を任意に調整すること。
【解決手段】全周巻きラベル用のラベリングマシンにおいて、搬送ドラムに接近してミシン目形成装置を配置し、前記ミシン目形成装置は、ドラム回転軸と平行に配置した回転軸と、回転軸の軸方向に沿って配置し、回転軸と一体に回転する単数または複数の板刃と、ラべルの通過タイミングに合せて板刃の回転を制御する板刃の回転駆動手段とを具備する。
(もっと読む)
打ち抜き装置及びプラスチックテープの打ち抜き方法
【課題】安価で信頼性が高く、微小且つ多数のプレス打ち抜き屑を吸引し、排出することのできるプラスチックテープの打ち抜き装置及びプラスチックテープの打ち抜き方法を提供する。
【解決手段】プラスチックテープ1を打ち抜きパンチ2で打ち抜く際に生じる打ち抜き屑3を吸引排出する打ち抜き装置25において、シュート部6にイオナイザ12から供給されるイオン化エア13を第1の電磁弁10を介して導入するイオン化エア導入部8を設け、シュート部6と外部排出部との間に圧縮エアにより増幅エア流を発生させる空気増幅部7を設け、空気増幅部7にコンプレッサから供給される圧縮エアを第2の電磁弁11を介して導入する圧縮エア導入部9を設けた。
(もっと読む)
パンチング装置およびパンチングシステム
【課題】 パンチヘッドを小型軽量化し、また、高速での穿孔を可能とし、さらに、パンチピンの折損発生を瞬時に判断することにより処理不良の発生を防止することが可能であるパンチング装置およびパンチングシステムを提供する。
【解決手段】パンチング装置1は、パンチヘッド10と、下金型18と、被処理体21を送る送り機構と、送られた被処理体21を保持する被処理体固定機構部とを具備する。パンチヘッド10は、積層型圧電素子12、変位拡大機構13、パンチピン14からなるパンチエレメント11を1列に配列した構造とし、変位拡大機構13は、積層型圧電素子12を挟持する保持部32と、保持部32と連結された2本の脚部材34と、脚部材34の略先端部間に跨設され、中央にパンチピン14が取り付けられる板バネ35とを有し、板バネは35は、脚部材34の開閉にともなって、パンチピン14を直線的に変位させる。
(もっと読む)
材料送出し加工方法
【課題】フイルム状の材料から無駄をはぶき長方形状に加工する材料送出し加工方法を提供すること。
【解決手段】本発明の材料送出し加工方法は、製品の幅に合わせたフイルム状の材料31に加工し、フイルム状の材料31を上置きするエンドレスのベルト12とともにフイルム状の材料31を上下方向から保持して移動することを間欠的に繰り返し、フイルム状の材料31がプレス装置20に設けた材料ガイド溝29に沿って予め定めた切断位置まで送り出されるごとに、プレス装置20により横方向に切断加工し、送出しと切断加工とを繰り返しフイルム状の材料31を長方形状の製品に連続的に加工することとした。
(もっと読む)
フイルム加工装置
【課題】加工精度を確保し長方形状のフイルム加工品に加工するフイルム加工装置を提供すること。
【解決手段】本発明のフイルム加工装置1は、帯状のフイルム42を搬送する第1のフイルム搬送装置10と、第1のフイルム搬送装置10より送り込まれた帯状のフイルム42を搬送する第2のフイルム搬送装置30と、第1のフイルム搬送装置10から第2のフイルム搬送装置30に送り込まれた帯状のフイルム42が予め定め位置まで搬送されたとき、帯状のフイルム42を切断するプレス装置20とを備え、帯状のフイルム42を長方形状のフイルム加工品に加工することとした。
(もっと読む)
打抜装置
【課題】高速送り時であっても帯状シートの送り誤差を極力生じさせることがなくスムーズなシート送りを可能とし且つ帯状シートの表面に異物を付着させたり帯状シートを破断させることもない打抜装置を提供する。
【解決手段】本打抜装置1は、帯状シートSの送り調節部3のダクト31内には、帯状シートSの入口側内壁付近と出口側内壁付近とのそれぞれに上下に配設する多数の案内ローラ35,36を設けてU字状の帯状シートSがダクト31に接触しないように構成する。また、本打抜装置1は、プレス機4内への帯状シートSの送り速度に合せて、巻径検知手段23で検知されるリール21の巻径よりモータ駆動源22の回転数を制御して帯状シートSを連続的に繰り出し、高さ検知手段37で検知される帯状シートSのU字状の下端の高さ変動が微小範囲内に保持されるように制御する繰り出し制御部8を備える。
(もっと読む)
打抜型
【課題】カートンブランクの後端側端縁に形成された傾斜部にヒゲ状部等を形成することなく、精度良く傾斜部を形成すること。
【解決手段】カートンブランク用打抜型10は下型11と、上型14とを有し、この上型14に罫線刃21と切断刃15とが設けられている。切断刃15はカートンブランク5の両側縁5c,5dに対応する一対の側縁刃17,17と、先端側端縁5aに対応する先端側切断刃16とを有している。先端側切断刃16は搬送方向Lに直交する直交刃16aと、直交刃16aの一端側に連結されカートンブランク5の傾斜部5eを形成する傾斜刃16bとからなっている。一方の側縁刃17は搬送方向Lの後端側に延長された延長刃18を有し、延長刃18により形成された延長部5fは傾斜部5eと交差する。
(もっと読む)
シートの加工方法
【課題】打ち抜き加工の信頼性が高く、装置の寿命を延ばすことができるシートの加工方法を提供すること。
【解決手段】ロール状に巻回された台紙2を巻き出し、別途巻き出された被切断シート1の下面側に該台紙2を重ね合わせて積層シート3を得、該積層シート3を、切断型11に固定設置された切断刃12と受け台13との間に搬送する。搬送中の積層シート3における被切断シート1の打ち抜き予定部位が、切断刃12と受け台13との間に到達したときに、積層シート3の搬送を停止し、静止した積層シート3における被切断シート1の上面側に向けて切断型11を移動させ、切断刃12で積層シート3を押圧することによって、被切断シート1の打ち抜き予定部位を打ち抜き切断すると共に、台紙2に、該台紙2を完全には切断しないハーフカットを施す。
(もっと読む)
ミシン目形成方法及びミシン目形成装置
【課題】隣接する被包装体の間隙部分に、包材を破断するためのきっかけを確実に形成することができる、破断性に優れたミシン目を形成するためのミシン目形成方法及びミシン目形成装置を提供する。
【解決手段】所定の間隔を開けた状態で設けられた一対のカッター列21e、21eを有し、隣り合うカッター列21e、21eのミシン目形成刃22、22の位相をずらしたカッターローラ20eと、各カッター列21e、21eを構成しているミシン目形成刃22、22を受け入れる一対の周溝11d、11dが形成されたガイドローラ10dとを備えており、隣り合うミシン目MM、MMの位相をずらした状態で、隣り合うミシン目MM、MMを同時に形成するようになっている。
(もっと読む)
画像記録装置及び画像記録装置の制御方法
【課題】上位装置からの指示に基づき、縦ミシン目加工のオン/オフ制御、及び記録媒体の搬送方向に直交する方向での縦ミシン目の加工位置制御が可能なミシン目加工装置付きの画像記録装置を提供することができる。
【解決手段】上位装置からの印刷情報に基づき記録媒体に画像記録を行う画像記録装置において、前記印刷情報はミシン目加工情報を含み、該ミシン目加工情報に基づいて前記記録媒体へのミシン目加工を制御するミシン刃制御部と、該ミシン刃制御部の指令に基づいて前記記録媒体にミシン目を加工するミシン目加工部とを有することを特徴とする。
(もっと読む)
打ち抜き型
【課題】
立体形成品(曲面成形品,折り曲げ成形品)やプレス成形品や射出成型品を、立体形状の輪郭に沿って打ち抜くに際して、微細かつ正確な打ち抜き処理を行なう。
【解決手段】
上下定盤間に配置されて立体形成体を打ち抜くための打ち抜き型1Aであって、打ち抜き刃の先端の高さが、当該打ち抜き刃の部位によって異なる輪郭を持つ打ち抜き刃を備えた第1基盤11と、前記打ち抜き刃の先端に対して相対的に離隔しまたは近接する、前記打ち抜き刃の各部位の先端の高さに対応した凹凸を有する受け面を持つ第2基盤12と、前記第1基盤と前記第2基盤とを垂直方向にのみ摺動可能にする案内部材13と、を備えたことを特徴とする。
(もっと読む)
加工装置および製造装置ならびにシート加工方法
【課題】 薄膜状のシート材から製品を分割形成する際に、前記製品の形成に関する不要な部分として前記シート材から分割される不要物の飛散を防止することができる加工装置および製造装置ならびにシート加工方法を提供することである。
【解決手段】 加工装置1は、予備加工工程と本加工用工程とを経て、薄膜状のシート材11から製品12を分割する。予備加工工程において、シート材11に、予備加工用切断刃によって、互いに角度を成す2方向に2つの端がそれぞれ延びて形成される切込みが形成される。本加工工程において、本加工用切断刃5を用いて、予備加工工程後のシート材11から製品12が分割される。予備加工時切込み15の垂直方向両側の浮上がり量が相互に非対称になるので、加工装置1は本加工工程後の不要物13の飛散を防止することができる。
(もっと読む)
連続印刷体ちぎり装置及び方法
【課題】 複数の印刷物が連続している状態を維持したまま、効率よく余白部分をちぎって周縁を毛羽立たせることができる連続印刷体ちぎり装置及び方法を提供すること。
【解決手段】 連続印刷体ちぎり装置1は、搬送経路の送り方向に意匠が連続印刷されている印刷部11と、送り方向に印刷部11と並行な境界部である透かし部12を介して印刷部11に連設されている余白部13,13を有し、ロール状の紙からなる連続印刷体10において、連続印刷体10が搬送経路に沿って送られている過程で、透かし部12に連続的に液体を浸透させる浸透手段2と、連続印刷体10が搬送経路に沿って送られている過程で、液体が浸透された透かし部12に沿って印刷部11から余白部13,13を連続的にちぎるちぎり手段3とを備え、印刷部11の搬送経路の送り方向に並行な周縁を毛羽立たせたることができる。
(もっと読む)
連続シート体の破断装置
【課題】装置構成を簡素化して小型化を図るとともに、効率的な切断操作を可能にする連続シート体の破断装置を提供する。
【解決手段】連続シート体20を前送りする正回転方向と、連続シート体を戻し方向に移動させる逆回転方向に、モータ40により正逆回転駆動される供給ローラ32と、供給ローラ32の下流側に配置される排出ローラ36と、モータ40の正逆回転を制御する制御部とを備え、排出ローラ36は、モータ40の正回転時には正回転駆動され、モータ40の逆回転時には回転がロックし、制御部は、連続シート体20を前送りして破断部を供給ローラ32と排出ローラ36との中間に位置させるモータ40の正回転と、供給ローラ36のみを逆回転駆動し、前記破断部において連続シート体20を破断させるモータ40の逆回転とを、切り替えて制御することを特徴とする。
(もっと読む)
浮動状態で支持されるパンチ(スタンプ)を備えた打抜き工具
【課題】移動可能に支持された打抜き工具において、高い精度要求が満たされる、工具の提供。
【解決手段】ダイ16に対する打抜きパンチの精密なアラインメントのために、それぞれの打抜きパンチは、浮動状態に、すなわち、当該打抜きパンチが付随するヘッドプレート8に、横方向に移動可能ように支持される。ダイの切刃についての打抜きパンチの切刃のアラインメントは、打抜きパンチとダイとの間で直接働き、作用する切刃に対し横方向の精密な相対的位置決めを行う、少なくとも一つのパンチ・ガイド装置により達成される。パンチ・ガイド装置は、例えば、長方形、円筒状または多角形の輪郭の横断面をもつセンタリング部材を備える。センタリング部材は、打抜きパンチから母型すなわちダイまで伸びてもよい。あるいは、センタリング部材は、ダイから打抜きパンチの開口まで伸びる、あるいは、当該打抜きパンチの滑りまたは位置決め表面に沿って延びてもよい。
(もっと読む)
エラストマーの有孔ウェブの作製方法
エラストマーの有孔ウェブを作製する方法は、エラストマー前駆体ウェブを形成するために漸増的に伸張されるラミネートを含む前駆体ウェブを提供する工程を含む。成形装置は、第1の部材及び第2の部材を備えて提供され、第1の部材は嵌合部材を含み、第2の部材は、第2の部材に接合される歯を含む。エラストマー前駆体ウェブ材料は成形装置を通じて移動され、第2の部材上の歯が係合部材を貫通してエラストマーの有孔ウェブを形成するとき、エラストマー前駆体ウェブ材料に孔が形成される。エラストマーの有孔ウェブは少なくとも約1000g/m2/日のWVTRを呈する。 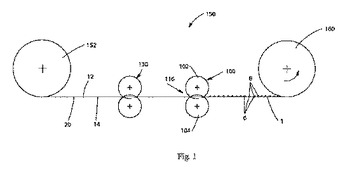 (もっと読む)
(もっと読む)
21 - 40 / 141
[ Back to top ]