
Fターム[3C063BA22]の内容
Fターム[3C063BA22]に分類される特許
1 - 20 / 57
知能研削砥石、知能研削砥石による研削制御方法、
【課題】研削砥石にICチップを備えて砥石の初期研削条件を記憶するとともに、砥石研削時の各種砥石情報を記憶し、別の研削盤に変更しても、砥石の最適研削条件のもとに研削可能とした知能研削砥石と研削制御方法を提供する。
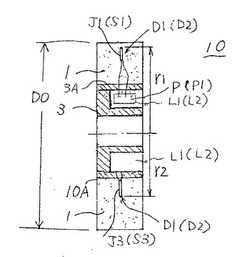
【解決手段】知能研削砥石10は、砥粒層の温度、外径、振動、応力等を個別に検知する感知センサD1と、上記砥粒層1の温度、外径を検知する感知センサD1を砥粒と一体的に外径方向に向けて焼き込んだ砥粒層1を基板3の外周面に装着させた研削砥石と、上記研削砥石にこの砥石メーカー出荷時に初期研削条件を記憶させるとともに研削運転時に温度,外径,振動,応力等の各種研削状況を更新記憶し、外部のNC制御部60に対して記憶した各種研削情報を出力するICチップPと、を備えた。
(もっと読む)
穿孔方法、制御方法、穿孔装置

【課題】コンクリート構造物に穿孔する際に、コンクリート構造物内に埋設されている各種の配管等を切断したり傷付けたりするのを防止する。
【解決手段】コンクリート構造物65に孔を形成するための穿孔方法であって、穿孔面が平面で形成されるとともに、軸線方向に貫通するコア孔が設けられ、かつ、該コア孔の内外を貫通する孔又はスリットが少なくとも1箇所に設けられる円柱状の砥石ビット55を用い、流体供給手段45により前記コア孔を介して前記穿孔面に流体を供給しながら、該砥石ビット55を回転させつつ推進させることにより、前記コンクリート構造物65に孔を形成する。
(もっと読む)
ロールブラシおよび研磨装置
【課題】本発明は、基材に塗布された接着剤を介して取り付けられたブラシ毛、および基材に開口部が成形されたブラシ毛からなるロールブラシに関するものである。
【解決手段】本発明のロールブラシは、パイルからなるブラシ毛が植毛される基材と、前記基材を巻回している巻き芯とから少なくとも構成されている。前記ブラシ毛が植毛されているロールブラシは、平面部材の表面を研磨し、前記ブラシ毛が磨り減った場合に、前記巻き芯を巻回することにより、新しいブラシ毛表面が現れて、所望の研磨ができるような構造になっている。また、ロールブラシは、ブラシ毛となる基材に開口部が成形されている。前記開口部が成形された基材は、巻き芯に一端から他端に向けて巻回されている。前記ロールブラシは、開口部を有する基材部分が回転されながらワークの表面を研磨する。
(もっと読む)
超砥粒ホイールおよびそれを用いた研削加工方法
【課題】超砥粒をビトリファイドボンドによって結合したビトリファイドボンド超砥粒ホイールにおいて、研削加工を継続しても、研削抵抗値が低い値で安定するビトリファイドボンド超砥粒ホイールおよびそれを用いた研削加工方法を提供する。
【解決手段】超砥粒層には分散して配置された小径気孔と、分散して配置された球状の大径気孔を含む。
球状の大径気孔を含むことにより、超砥粒層が摩耗する過程において、超砥粒層に露出する気孔の総面積がほぼ一定であるので、超砥粒層が工作物に作用する面積が変化しないため研削抵抗値が低い値で安定する。
球状の大径気孔は、断面が略円形または略楕円形であり、その短径aと長径bの比a/bの平均値(以下、「真球度」という。)が0.5以上1以下のものを指す。大径気孔の真球度は、0.6〜1.0であることが好ましく、0.8〜1.0であることがより好ましい。
(もっと読む)
研削盤及び防塵カバー
【課題】グラインダー、サンダーなどの回転軸に固定し、金属、コンクリート、樹脂、石、木材などの部材(研削対象)を、効率的かつ平坦に削り、研磨し、また切断し、さらに研削対象を深く削ることもできる研削盤を提供する。
【解決手段】回転軸に固定される連結部2と前記連結部に固定される回転盤3とからなり、前記回転盤の底面には前記回転盤の回転中心角を偶数個に略等分した区画1を設け、1の区画には前記回転中心を中心とする同心円上に略同高さの複数の凸部3aと前記凸部と凸部の間には複数の凹部3bを形成し、かつ、前記1の区画と隣り合う他の区画には1の区画の凸部の同心円に相当する位置には凹部を、前記1の区画の凹部の同心円に相当する位置には凸部を形成したことを特徴とする研削盤の構成とした。
(もっと読む)
薄刃ブレード
【課題】加工品位を向上することができるとともに、ブレード自体の寿命を長くすることができる薄刃ブレードを提供する。
【解決手段】金属材料をベースとして、超砥粒を分散させてなるメタル基材11と、メタル基材の外周縁部に形成された切刃13と、を有し、メタル基材が軸周りに回転されるとともに、切刃で被切断材を切断加工する薄刃ブレード10であって、メタル基材に、軸方向に貫通する貫通孔27および軸方向に沿って形成された凹部の少なくともいずれかが放射状または格子状に形成されるとともに、貫通孔または凹部には、メタル基材よりも軟質材料で形成された軟質部材25が配されている。
(もっと読む)
加工制御装置
【課題】 加工工具(研削砥石や研磨バフ等)の中心内部から外周面に低温の冷却気体や高圧冷却液を浸透噴出して加工点を直接冷却するものにして、冷却気体や高圧冷却液が効率良く加工点に集中して噴出誘導する加工制御装置を提供する。
【解決手段】 通気性の気泡状砥石10A又は台金部分10Xに通気回路・通液回路Jを設けた電着砥石10Bや研磨バフ10C等の加工手段10と、上記加工手段はこの回転軸中心にあけた通孔4Aから内部を浸透して外周縁部の加工点Pへ冷却気体K1を供給する冷気供給部材LKと、上記加工手段を包囲しこの外周縁部から噴出する冷却気体K1をワークWの被研削面の加工点Pに集中誘導する開口部20Zを有する円筒カバー体20と、を備えた加工制御装置100。
(もっと読む)
工作物目視特性を備えた砥粒ホイール及びその製造方法
【課題】表面研削のための改良された砥粒ホイール及びその製造方法を提供する。
【解決手段】砥粒ホイールは、自らを貫通する不規則な外周形状又は孔を有し、それにより通常の面仕上げ操作、バリ取り及び又は溶接ブレンディングにおいて研削される工作物の表面の目視が可能になる。砥粒ホイールの各々は、ホイールの円形外周部にある間隔で配置される1つ以上のギャップを有することができる。ギャップに加えて又はギャップの代わりに、ホイールに等間隔で同じ様に配置される複数の孔を設けることもできる。ギャップ及び孔の位置は、ホイールのバランスを保つように選定可能である。ホイールが自らの軸線の回りを回転しているときに、ホイールを工作物の表面から動かすことなく、研削中の工作物の表面状態を監視することができる。
(もっと読む)
改良された研削システム
【課題】繊維で裏打ちされた研磨ディスクおよび支持パッドからなる研磨システムにおいて、障害物にディスクがあたるのを防止し、操作時の切りくずの除去を容易にする。
【解決手段】支持パッド12、ならびにその上に対面した関係で支持されて、繊維で裏打ちされた研磨ディスク1からなる研磨システムであり、支持パッドは研磨ディスクの最大半径の95〜100%である最大半径を有し、そしてその周囲から間隔をあけて3〜6の断片が除去され、除去された断片領域で研磨ディスクは研磨ディスクの最大半径の10〜20%である量で支持パッドと重なり合う研磨システム。
(もっと読む)
砥石ブレードの製造方法
【課題】厚み方向に貫通する複数の貫通孔が設けられた砥石ブレードを容易に製造することができる砥石ブレードの製造方法を提供する。
【解決手段】砥石ブレードの製造方法であって、母材粒子と砥粒と液体を混錬して生地を生成する生地生成工程と、生地を成形して所定の厚みを有する環状のブレード素材に成形するブレード素材成形工程と、ブレード素材の表面および裏面を複数の細孔が形成されたマスク3部材で覆い、ブラスト処理を施すことによってマスク部材に形成された複数の細孔32aを通してブレード素材の表面から裏面に貫通する複数の貫通孔311aを形成する貫通孔形成工程と、貫通孔形成工程が実施されたブレード素材を焼結する焼結工程とを含む。
(もっと読む)
研磨体およびその製造方法
【課題】CMP法の研磨加工に用いられる研磨体(LHAパッド)であって、内部に有する気孔により被研磨物に対し適度な圧縮弾性を発揮する研磨体を提供する。
【解決手段】研磨体10は、研磨粒子14を内包した複数の連通気孔16と、その連通気孔16と母材樹脂12とによって相互に隔てられ一の断面における断面積がその連通気孔16よりも大きい複数の大型気孔11とを、母材樹脂12中に備えるものであるので、大型気孔11により被研磨体に対し適度な圧縮弾性を発揮することができ、そのため、上記大型気孔11を備えず硬度の高い従来のLHAパッドと比較して、研磨加工の際に、被研磨体における未研磨箇所の発生やスクラッチ発生等を低減することが可能である。
(もっと読む)
半導体装置の製造方法、研磨方法、半導体製造装置及び研磨テープ
【課題】研磨テープの圧力を被研磨面に好適に分散できる半導体装置の製造方法を提供する。
【解決手段】研磨装置1は、スリット33が形成された研磨テープ3の、スリット33を含む所定の範囲AR(2つの案内ローラ13間の範囲)に、ウェハWの主面Waに交差する方向において張力を付与する。そして、研磨装置1は、範囲ARに張力を付与した状態で、研磨テープ3とウェハWの端面Wbとを摺動させて端面Wbを研磨する。
(もっと読む)
研削ホイールと研削ホイールの保持具とその冷却方法と冷却装置
【課題】 ワークの研削面を冷却液によるウオータールーム雰囲気を形成し、研削効率を飛躍的に向上させた研削ホイールとその冷却方法と冷却装置等を提供する。
【解決手段】 両縁フランジ1Fを備えた環状基台1と、上記環状基台の外周面1Bに装着された環状砥石2とからなる研削ホイール10にして、上記環状基台1と回転主軸5の外周壁5Aとに連絡孔Hが穿かれ、上記回転主軸の軸芯に穿かれた通路孔(通路)Aから高圧冷却液Kを環状砥石2の内周面2Aに供給可能に構成させたものである。
(もっと読む)
研削ホイール
【課題】デバイスの抗折強度を低下させることなく、ゲッタリング効果を維持することができるとともに、ウエーハの厚みが薄くなっても破損させることなく研削することができる研削ホイールを提供する。
【解決手段】回転可能なチャックテーブルに保持された被加工物の被研削面を研削する研削ホイール5であって、中心部に研削水供給穴440を備えた円形状のホイール基台51と、ホイール基台の下面に装着され中心部に該研削水供給穴と連通する連通穴521を備えた円形状の研削砥石52とからなり、研削砥石は粒径が5μm以下のダイヤモンド砥粒をビトリファイドボンドで結合して焼成し円形状に形成され、連通穴の内周から外周までの径方向長さがチャックテーブルに保持される被加工物の半径より長い値に設定されている。
(もっと読む)
砥石及びこれを用いた研削装置
【課題】簡単な構造で外周部のダレの発生を防止することができる砥石及びこれを用いた研削装置を提供する。
【解決手段】片側に被研削物を研削する研削面2を有する円環状の砥石1であって、前記研削面2の内周部4における前記被研削物と当接する研削面積が、前記研削面2の外周部5における研削面積よりも狭い。これにより、内周部4の単位面積当たりの仕事量を増加させるので、両頭平面研削装置に適用した場合に、外周部5と内周部4の摩耗を均一にすることができる。
(もっと読む)
研削加工用ホイール、研削加工用ホイールの製造方法及び研削・研磨装置
【課題】加工精度を確保しつつ、工具寿命を延長でき、被削材の切屑による目詰まりを防止し研削性能を安定して確保できる研削加工用ホイール、研削加工用ホイールの製造方法及び研削・研磨装置を提供する。
【解決手段】基材1と、前記基材1に成膜されたダイヤモンド膜4とを備え、この基材1の前記ダイヤモンド膜4側に対向配置された被削材に研削加工を施す研削加工用ホイールであって、前記基材1は、前記被削材に対向するように配された多孔質状のポーラス領域3を有し、前記ポーラス領域3の前記被削材側を向く表面3Bが、前記ダイヤモンド膜4で被覆され、前記ダイヤモンド膜4には、前記表面3Bに露出する気孔3Aの部分に対応するように孔4Aが形成されていることを特徴とする。
(もっと読む)
切断ブレード及びその製造方法並びに中間体
【課題】刃の厚さを極薄に形成しても剛性を充分に確保でき、安定して被切断材を切断加工できる切断ブレード及びその製造方法並びに中間体を提供する。
【解決手段】金属膜4に被覆された砥粒3に、前記金属膜4から突出する突起部5が形成され、隣接する前記砥粒3同士は、前記突起部5を連結させているとともに、これらの砥粒3同士の間には間隙が形成され、前記間隙には、樹脂材料6が充填されていることを特徴とする。
(もっと読む)
ビトリファイドボンド砥石
【課題】砥粒の保持力が強く、かつドレス性が良好である低コストで長寿命なビトリファイドボンド砥石を提供する。
【解決手段】立方晶窒化ホウ素(CBN)粒またはダイヤモンド粒からなる超砥粒14をビトリファイドボンド結合剤15により結合及び保持してなるビトリファイドボンド砥石13において、ビトリファイドボンド結合剤15は酸化物粒子15aと非結晶ガラス15bとからなり、ビトリファイドボンド結合剤15内部には外気に連通する連続気孔を有しない。
(もっと読む)
カッター
【課題】ダイヤモンド等の砥粒を含むカッターにおいて、チップを形成するボンドを高強度化することで切り刃を薄くし、切削抵抗を低減して高速切断ができるカッターを提供することである。
【解決手段】上記課題は、ボンドと基板を接合する部位の成形密度を均一に高密度することで達成でき、砥粒層の内部に半径方向に向かって延びる板部が介在し、板部を挟んで対抗するボンド同士を繋ぐための突き抜け孔が形成されているカッターにおいて、突き抜け孔を形成する壁部が基板の半径方向と鉛直な方向に対して傾斜して設けることにより解決される。
(もっと読む)
切削面にスリットもしくは鎖線状開口穴を有するディスクグラインダー用回転砥石
【課題】鋼材など加工した後、溶接や切断面の仕上げのために手持タイプのディスクサンダー を使う。この回転砥石の切削性能が従来のものより優れ、尚且つ最後までこの性能を維持可能なディスクサンダー用砥石。
【解決手段】
回転砥石にスリットを入れる。これにより切子の抜けが良くなり目詰まり現象がなくなる。赤熱されて効率よく飛散する切子は放熱効果により砥石の高熱劣化をおさえて砥石の磨減量を減少させる。又、このスリット端部はドリルの刃の機能を持ち、これにより切れ味が最後まで落ちないディスクグラインダー用砥石が実現した。
(もっと読む)
1 - 20 / 57
[ Back to top ]