
Fターム[3C063BB15]の内容
Fターム[3C063BB15]の下位に属するFターム
焼結表皮 (5)
Fターム[3C063BB15]に分類される特許
1 - 20 / 90
多結晶研磨材及びその製造方法
【課題】ミクロン、サブミクロン又はナノサイズのマトリックス材料中に分散したミクロン、サブミクロン又はナノサイズの超硬質研磨剤から成る多結晶研磨要素の製造方法を提供する。
【解決手段】ガラス質を好む表面を有する複数の超硬質研磨粒子を、マトリックス前駆体材料を用いて被覆し、その後焼結に適するように処理する。マトリックス前駆体材料の酸化物、窒化物、炭化物、酸窒化物、酸炭化物、又は炭窒化物、又は元素形態に、マトリックス前駆体材料を変換することができる。被覆した超硬質研磨粒子が結晶学的又は熱力学的に安定な圧力及び温度で、被覆した超硬質研磨粒子を固め焼結する。
(もっと読む)
クリーニング材
【課題】 クリーニング後の面に、深い傷を残すことなく綺麗な表面が得られ、しかも作業中もストレスなく、簡単に洗浄・汚れ落とし作業が行えるクリーニング材を提供する。
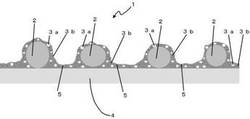
【解決手段】 ゴム弾性JIS6253で、30〜70の範囲硬さであって、30〜500ミクロン範囲の粒子径である弾性粒子2と、0.2〜25ミクロン範囲の研磨粒子3aと、を接着剤5に均一分散させたスラリーを作成し、該スラリーを耐水性のある平滑基材4上に一度にコーティングして、弾性粒子の周囲表面上に研磨粒子が存在するクリーニング層1を形成させる。
(もっと読む)
超砥粒およびその製造方法

【課題】メッキ液中においても長時間にわたって高い導電性を保ち続ける超砥粒およびその製造方法を提供する。
【解決手段】表面に金属皮膜が形成された超砥粒であって、金属皮膜に硫黄または硫黄化合物が含まれている。また、ダイヤモンドまたはcBNからなる砥粒に導電性を付与する触媒メッキ工程S1と、硫黄または硫黄化合物を含む光沢剤を含有させたメッキ液中で、導電性が付与された後の砥粒にメッキを行い、砥粒の表面に金属皮膜を形成する金属皮膜メッキ工程S3とを備えた。
(もっと読む)
超砥粒砥石
【課題】砥粒2に大きな衝撃荷重が作用しても被覆層1に割れを発生することが少なく、砥粒の保持力が低下しない超砥粒砥石6を提供する。
【解決手段】cBN又はダイヤモンドの砥粒2に、砥粒2との密着性が高い繊維強化ガラスを用いた被覆層1を形成した被覆砥粒を製作する。この被覆砥粒を銅、黄銅、ニッケル、鉄等の金属を結合材として粉末冶金法で形成された焼結メタルボンド層3で保持し砥石層5を構成する。砥石層5を所望形状の砥石コア4の表面に一体的に結合して超砥粒砥石を構成する。
繊維強化ガラスは繊維によるクラック進展防止作用により靭性が高いため割れが発生しにくい。このため、大きな衝撃荷重が作用しても被覆層1が割れを発生して脱落することが少なく、研削能率が大きくても砥粒の脱落が少ない。
(もっと読む)
表面処理皮膜付き硬質粒子の製造方法及び表面処理皮膜付き硬質粒子
【課題】低コストで製造できる湿式法を用い、ダイヤモンドやCBN等の不活性な硬質粒子の表面に均一な表面処理皮膜を形成して分散性の良い表面処理皮膜付き硬質粒子を製造する方法等を提供する。
【解決手段】ヌープ硬度が1000以上の硬質粒子2を準備する工程と、その硬質粒子2をZr、Ti、Si、Cr、Ta、Hf、Sn、Mo、W、Zn、In及びVから選ばれる1種又は2種以上の金属のフッ化物錯体を含む水溶液中に保持して、前記硬質粒子2の表面に前記金属の水和酸化物含有膜3’を形成する工程と、前記金属の水和酸化物含有膜3’が形成された硬質粒子を乾燥させる工程と、を有する方法により、表面処理皮膜付き硬質粒子1を製造した。水和酸化物含有膜形成工程と乾燥工程との間には、リン化合物を含有する水溶液への接触工程を設けることが好ましい。
(もっと読む)
積層体の形成方法
【課題】炭素膜のもつ基材への高い密着性、硬度、および表面平坦性を利用し、ダイヤモンド砥粒やアルカリスラリーなどを用いることなく、ダイヤモンド、サファイヤ、硬質炭素膜などの硬度の高い材料表面を高速かつ簡便に、高い平坦性および精度で研磨、研削が可能な積層体を形成する方法を提供する。
【解決手段】基材を用意する工程と、ダイヤモンド微粒子を粉砕して前記基材上に該ダイヤモンド微粒子を設ける工程と、内部にSiO2材又はAl2O3材の供給源及び前記工程で得られた基材を設置したマイクロ波プラズマCVD反応炉内に、反応ガスを導入し、該反応炉内に表面波プラズマを発生させて、該基材上にSiO2材又はAl2O3材と炭素粒子とからなる膜を、該SiO2材又はAl2O3の量が前記基材側の下部層から上部層に向かって減少するように堆積させる工程とを備える。
(もっと読む)
超硬合金台板外周切断刃
【課題】切断操作のみで被作物の寸法を高精度に仕上げることができ、切断後の後処理工程が省略できる切断刃提供する。
【解決手段】超硬合金で形成され、円形リング状薄板の台板10の外周縁部上に、切り刃部20を有する超硬合金台板外周切断刃であって、切り刃部が、予め磁性体がコーティングしてなるダイヤモンド砥粒及び/又はcBN砥粒と、砥粒間及び砥粒と台板との間を連結する電気メッキ又は無電解メッキにより形成された金属又は合金と、砥粒間及び砥粒と台板との間に含浸させた融点が350℃以下の金属及び/又は合金とを含む超硬合金台板外周切断刃。
(もっと読む)
超硬合金台板外周切断刃の製造方法
【課題】超硬合金台板外周切断刃の製造のコストパフォーマンスが極めて高く、この超硬合金台板外周切断刃を採用することで、切断操作のみで被作物の寸法を高精度に仕上げることができ、切断後の後処理工程が省略できることから、高い寸法精度を有する希土類磁石を安価に提供する。
【解決手段】超硬合金で形成され、円形リング状薄板の台板10の外周縁部に近接して永久磁石を配設し、永久磁石が形成する磁場により、予め磁性体をコーティングしてなるダイヤモンド砥粒及び/又はcBN砥粒を台板の外周縁部近傍に磁気的に吸引固定し、電気メッキ又は無電解メッキにより、砥粒間及び砥粒と台板との間を連結して台板外周端部に砥粒を固着させて切り刃部20を形成し、砥粒間及び砥粒と台板との間に存する空隙に、融点が350℃以下の金属及び/又は合金を含浸する。
(もっと読む)
超硬合金台板外周切断刃
【課題】切断操作のみで被作物の寸法を高精度に仕上げることができ、切断後の後処理工程が省略できる切断刃の提供。
【解決手段】超硬合金で形成され、円形リング状薄板の台板10の外周縁部上に、切り刃部20を有する超硬合金台板外周切断刃であって、切り刃部が、予め磁性体がコーティングしてなるダイヤモンド砥粒及び/又はcBN砥粒と、砥粒間及び砥粒と台板との間を連結する電気メッキ又は無電解メッキにより形成された金属又は合金と、砥粒間及び砥粒と台板との間に含浸させた融点が350℃以下である熱可塑性樹脂、又は砥粒間及び砥粒と台板との間に含浸させた硬化温度が350℃以下の液体状の熱硬化性樹脂組成物を硬化させてなる熱硬化性樹脂とを含む超硬合金台板外周切断刃。
(もっと読む)
超硬合金台板外周切断刃の製造方法
【課題】超硬合金台板外周切断刃の製造のコストパフォーマンスが極めて高く、この超硬合金台板外周切断刃を採用することで、切断操作のみで被作物の寸法を高精度に仕上げることができ、切断後の後処理工程が省略できることから、高い寸法精度を有する希土類磁石を安価に提供する。
【解決手段】超硬合金で形成され、円形リング状薄板の台板10の外周縁部に近接して永久磁石を配設し、永久磁石が形成する磁場により、予め磁性体をコーティングしてなるダイヤモンド砥粒及び/又はcBN砥粒を台板の外周縁部近傍に磁気的に吸引固定し、電気メッキ又は無電解メッキにより、砥粒間及び砥粒と台板との間を連結して台板外周端部に砥粒を固着させて切り刃部20を形成し、砥粒間及び砥粒と台板との間に存する空隙に、融点が350℃以下である熱可塑性樹脂を含浸する、又は硬化温度が350℃以下の液体状の熱硬化性樹脂組成物を含浸し、硬化させる。
(もっと読む)
ガラス板の製造方法
【課題】ガラス板の端面の研削加工を従来に比べて高速化する際に、端面の品質を維持したガラス板を安定して製造する。
【解決手段】ガラス板の製造方法は、成形されたガラス板を搬送しながら、研削ホイールを回転させることによりガラス板の端面を研削し、前記ガラス板の端面の研削の合計長さが所定長を超える毎に、前記研削ホイールの砥粒のドレッシングを行う。前記研削ホイールの砥粒は、成長ダイヤモンドからなる砥粒であり、前記砥粒の表面に金属コートが施され、前記研削ホイールは、前記砥粒を接合ずるボンド材として、銅を50質量%以上含む合金を用いる。ガラス板の搬送速度は、例えば10m/分以上であり、研削ホイールのドレッシングは、前記ガラス板の端面の研削の合計長さが500mを超える毎に行われる。
(もっと読む)
固定砥粒ソーワイヤの製造方法および固定砥粒ソーワイヤ
【課題】尖端が外方を向くように砥粒を付着させる。
【解決手段】表面に微細な凹部を有する乾燥状態の鋼線3を,電流が通電されているソレノイドコイルの内部空間を走行させながら通過させることによって,表面から垂直な方向を向く漏洩磁束を有するように鋼線3を磁化する。磁化された鋼線3を,ニッケルプレコーティングダイヤモンド砥粒が流動自在に堆積された砥粒流動槽を通過させて上記鋼線3の表面に上記砥粒を磁力によって付着する。砥粒が付着した鋼線3をニッケル水溶液が溜められた浴槽を通過させて電解ニッケルめっきする。固定砥粒ソーワイヤ4が製造される。
(もっと読む)
ソーワイヤー及びその製造方法
【課題】細線でありながらも高強度化と剛性を高めると共に、疲労破断の抑制並びに耐食性向上による長寿命化を図り得るソーワイヤーとその製造方法を提供する。
【解決手段】金属細線でなる芯材の表面に、被覆材を介して粒子状の切断砥粒を固着した粒子固定型のソーワイヤーであって、前記芯材は、質量%で、C:0.05〜0.15、Si:≦2.0、Mn:≦3.0、Ni:6.0〜9.5、Cr:16.0〜19.0、及びN:0.005〜0.25%を含むと共に、2C+Nを0.17〜0.40%に調整され、残部Fe及び不可避不純物でなるオーステナイト系ステンレス鋼線で構成され、引張強さ(σ):2500〜3500MPaで、かつその引張試験における応力−歪線図の弾性比例域の歪量(E1)と、その破断までの全歪量(E0)との比率α=(E1/E0)×100が45%以上の特性を有するソーワイヤーである。
(もっと読む)
研磨ツール
【課題】 改良されたスーパーアブレイシブツールを製作する。
【解決手段】 柔軟でない壁面と柔軟な壁面との間に規定される圧縮モールド空間を提供する研磨用ツーリング用研磨層を製造するための圧縮モールディング装置で、本発明は研削ホイール等のみならずラップの様な他の形状用に有用な、1つの成形サイクル中に新しい形状の環状又は中空の円柱の形の研磨層を作るのに特に好適であり、そこでは流体圧力で膨張させられた柔軟な壁が、形成されるモールド配合物の表面に対し高度に均一な圧力分布を提供する。環状の形状では、該柔軟な壁は、環状の形状内に配置されたモールディング配合物に対し圧力を半径方向に向けるため使われ、そこでは形成される環状モールド形状の軸方向長さは従来技術の手段により前に得られたよりも多数倍大きくてもよい。
(もっと読む)
二重被覆ダイヤモンド研磨材粒子及びその製造方法
【課題】
工具マトリックス中に保持使用された構成において、熱放散性の良好なダイヤモンド粒子を提供すること。
【解決手段】
整粒されたダイヤモンド粉末構成粒子の表面に、Ti、Zr、Hf、V、Nb、Ta、Cr、Mo、W、およびSiから選ばれる第一の金属を、ダイヤモンドとの反応により炭化物として析出、或いは金属状態で析出させてから炭化させ、或いはそのまま第一被覆層を形成し、次いでこの第一被覆層の上に電気めっきまたは化学めっきによりCu、Ag及びAuから選ばれる第二の金属単体又は該第二の金属を主体とする合金からなる第二被覆層を形成する。
(もっと読む)
二重被覆ダイヤモンド研磨材粒子及びその製造方法
【課題】
工具マトリックス中に保持使用された構成において、熱放散性の良好なダイヤモンド粒子を提供すること。
【解決手段】
溶融塩中に整粒されたダイヤモンド粉末と、Ti、Zr、Hf、V、Nb、Ta、Cr、Mo、W、およびSiから選ばれる第一の金属の粉末とを分散させ、ダイヤモンド粒子の表面に該金属の炭化物からなる第一被覆層を形成し、次いで前記第一被覆層の上に電気めっきまたは化学めっきによりCu、Ag及びAuから選ばれる第二の金属単体又は該第二の金属を主体とする合金からなる第二被覆層を形成する。
(もっと読む)
電着ワイヤー工具
【課題】高品質の電着ワイヤー工具を提供する。
【解決手段】電着ワイヤー工具(10)は、長手方向に延びる芯線(4)と、芯線(4)の外周面(41)に設けられためっき層(3)と、めっき層(3)によって保持される超砥粒(1)と、超砥粒(1)の外周面を被覆する被覆層(2)とを有する。被覆層(2)は、無電解Ni−Pめっきで構成される。被覆層(2)は熱処理され、無電解Ni−Pめっきの一部または全部が結晶化している。
(もっと読む)
ワイヤーソー
本発明は、ワイヤーソーに関し、特に、超砥粒の表面の一部のみに形成された部分コーティング層を含むことにより、芯線に超砥粒が過剰に電着することを防止できると共に、超砥粒に部分コーティング層を容易に形成することができるワイヤーソーに関する。  (もっと読む)
(もっと読む)
固定砥粒ワイヤ及び固定砥粒ワイヤ製造方法
【課題】加工能率及び加工精度に優れ、断線の発生が少なく、被加工物の金属汚染を回避することが可能な固定砥粒ワイヤを提供する。
【解決手段】固定砥粒ワイヤ10は、少なくとも表面が導電性を有する柔軟なワイヤ11と、表面の一部に形成された導電性の被覆層12の一部がワイヤ11の外周面に密着した状態で電着層13によって仮固着された超砥粒の一つであるダイヤモンド砥粒14と、ダイヤモンド砥粒14をワイヤ11の外周面に固着するためワイヤ11の外周面の電着層13及びダイヤモンド砥粒14の被覆層12を被覆する合成樹脂層15と、を備えている。被覆層12はNiで構成され、電着層13はNiメッキによって形成され、合成樹脂層15はUV硬化樹脂によって形成されている。
(もっと読む)
耐腐食性CMPコンディショニング工具並びにその作製および使用法
CMPパッドコンディショニング用の研摩工具は、金属接合材によって基板に結合された砥粒と、被膜、例えばフッ素ドープナノコンポジット被膜とを含む。砥粒は、自己回避型ランダム分布において配置することが可能である。一実施態様において、研摩工具は、被膜処理プレートと、2つの研削表面を有する被膜処理研摩物品とを含む。他の実施態様は、その1つ以上の表面における被膜を含む研摩工具の製造プロセスに関する。CMPパッドのドレッシング方法についても記載される。  (もっと読む)
(もっと読む)
1 - 20 / 90
[ Back to top ]