
Fターム[3C063EE33]の内容
Fターム[3C063EE33]に分類される特許
1 - 18 / 18
ドラム型のカッターユニット
【課題】 切削ブレードの枚数を減らしても広い幅を切削できるよう形成し、軽量化や低コスト化等を可能にする。
【解決手段】 金属製のディスク1の外周部に切削用チップ2を周方向に等間隔に固着して切削ブレード3を形成する。この切削ブレード3を回転軸5に軸心を同一にしてドラム状に複数設ける。上記の回転軸5を切削機6の駆動部6aに連結する。上記の切削ブレード3を、上記の回転軸5に、等間隔をあけて、且つ回転軸5の軸方向に対して同じ傾斜状態で傾けて設ける。
(もっと読む)
レンズ研削工具及びレンズの研削加工方法

【課題】レンズ面の創成を行う砥石の摩耗を低減するとともにコストを低減する。
【解決手段】本発明のレンズ研削工具10は、レンズ表面の創成を行うためのレンズ研削工具であって、外周部に軸線周りに円環状に形成されたレンズ面20aの創成用の第1の砥石12sを設けるとともに、内周部に前記第1の砥石12sに対し軸線方向に移動可能に構成したレンズ面20a外縁20bの面取り加工用の第2の砥石13sを設けたことを特徴とする。
(もっと読む)
砥石及び研削盤
【課題】複数の砥石面を有する砥石において、作用させたい一種類の砥石面で研削できる砥石及びかかる砥石を備えた研削盤を提供する。
【解決手段】研削盤2の砥石台200に回転軸線O1回りに軸承された砥石軸221に装着され、回転駆動されることにより工作物Wの研削を行う砥石210において、前記回転軸線O1に対して研削作業面の傾斜角度が異なる複数の砥石層を有し、隣り合う各砥石層の間に間隙tが設けられていること。
(もっと読む)
砥石
【課題】 研削先端位置を修正することなく2つの研削加工を同一装置で連続的に行うことができる砥石を提供する。
【解決手段】 砥石10は、ホイール11の外周面の一部に砥粒層12に代えて配置され、ホイールの低速回転時もしくは回転停止時には砥粒層よりも外側に突き出し、ホイールの高速回転時には砥粒層よりも内側に引っ込む仕上げラッピング手段20を備える。ホイールを高速回転させて砥粒層により研削仕上げ加工し、続いてホイールを低速回転させて仕上げラッピング手段により仕上げラップ加工するので、砥粒層及び仕上げラッピング手段の工具先端位置関係を調節する必要が無く、研削仕上げ加工及び仕上げラップ加工を同一装置で連続的に行うことができる。
(もっと読む)
研磨装置
【課題】従来に無い画期的な研磨装置を提供することを課題とする。
【解決手段】一方側を砥粒面5,他方側を非砥粒面5aに形成した研磨布紙4を一対重合配設して成る研磨体7を、自転回転軸aに対して放射状態に、且つ自転回転軸aの軸方向に所定間隔を介して多数並設状態に設けると共に、各研磨体7の表面を自転回転軸aの軸方向と対向状態に設け、この自転回転軸aを軸に回転してこの自転回転軸aに設けた多数の研磨体7を回転させ金属材や木材などの加工材6を研磨するように構成した回転研磨体1と、この回転研磨体1を前記自転回転軸aの軸方向の速度成分が生ずる方向に移動させつつこの回転研磨体1を前記加工材6に当接させる移動装置部Mとを設けた研磨装置。
(もっと読む)
ウエーハの砥石工具、研削加工方法および研削加工装置
【課題】直径の異なる2種類のウエーハの裏面に凹部を形成する研削加工を、砥石工具を交換することなく1つの砥石工具で可能とし、砥石寿命および生産効率の向上を図る。
【解決手段】回転中心と同心状に、外径の異なる2つの環状の砥石(大径砥石48および小径砥石49)が形成された砥石ホイール45,46を用いる。大径砥石48は、刃先の外周縁が大径ウエーハ1Aの回転中心を通過し、かつ刃先の外周縁が形成すべき凹部8の外周縁を通過する外径を有し、小径砥石49は、刃先が小径ウエーハ1Bの回転中心を通過する外径を有している。
(もっと読む)
研削加工装置
【課題】研削工程毎の研削砥石の交換が正確な位置調整により効率よく行われるとともに、高い寸法精度で生産効率が向上する研削加工が可能な研削加工装置を提供する。
【解決手段】研削加工対象物41の被加工面と交差する軸芯35周りに、互に種類の異なる複数の砥石群31、32がそれぞれ放射状に配されるとともに、前記複数の砥石群31、32のうちいずれか一つの砥石群が選択的に前記被加工面と接触可能に保持されたことで、研削砥石31、32の交換及び調整作業をすることなく連続して一連の研削加工することができ、高精度に研削加工の切り込み制御をすることができるので、タクトタイムの短縮を図ると同時に精度の高い研削加工が可能になる。
(もっと読む)
フライス工具
【課題】一つの工具で切削と研削の両方の加工を行うことができるとともに、加工の工程においてバリ取りも行うことが可能なフライス工具を提供する。
【解決手段】カップ型の台金11の端面の幅方向ほぼ中央部に円周方向の凹溝12が形成されており、この凹溝12の外周寄りに粒度の大きい砥粒をろう付けして切削用砥粒層13が形成され、凹溝12の内周寄りに粒度の小さい砥粒をろう付けして研削用砥粒層14が形成されている。台金11には、研削用砥粒層14が設けられている領域より内周側に段差部21が設けられ、この段差部21には、ブラシ22が取り付けられている。ブラシ22は、径が0.05mm以上2.5mm以下の毛材を集合させて形成され、毛材は、樹脂、金属またはこれらにダイヤモンド等の硬質素材を固着したものによって形成されている。
(もっと読む)
樹脂含浸砥石
【課題】粗研削時及び仕上げ研削時において砥石の交換をすることなく、粗研削においては切り込み量を大きくして高能率で研削でき、仕上げ研削においては精度の高い表面粗さが得られる高精度で研削できる砥石を提供する。
【解決手段】CBN粒又はダイヤモンド粒からなる超砥粒12と、該砥粒12を結合及び保持するビトリファイドボンド材14と、前記超砥粒間に前記ビトリファイドボンド材14によって形成される気孔16とを備えたビトリファイド砥石において、前記気孔内に、微粒の砥粒20の混合された樹脂材18であって硬化時において弾性を有する樹脂材18を含浸させる。
(もっと読む)
研切削体及び研削体セット、これらを用いた研削装置及び研削方法
【課題】 効率の良い研削加工及び精度の良い研削加工を行うことが可能な研切削体を提供する。
【解決手段】 被加工物を切断する複数の切削刃2a、2b、2c、2dを備え、各切削刃2a〜2d間にワーク12の輪郭形状の少なくとも一部を加工する輪郭加工用砥石3a、3b、3cが装着されている。輪郭加工用砥石3a、3b、3cによってワーク12に対して輪郭加工が行われ、同時に切削刃2a、2b、2c、2dによって各加工物12a、12b、12cに切断される。
(もっと読む)
研切削体及び研切削体セット、これらを用いた研切削装置及び研切削方法
【課題】 効率の良い研削加工及び精度の良い研削加工を行うことが可能な研切削体を提供する。
【解決手段】 切削用砥石2a〜2dと研削用砥石3a〜3cが組み合わされてなる研切削体である。切削用砥石2a〜dは、少なくとも一方の端面において外周部gの厚さよりも内周部nの厚さが小なる構造とされており、隣接する研削用砥石3a〜3cの端面が内周部に接し、研削方向において研削用砥石3a〜3cの一部が切削用砥石2a〜2dに重なっている。
(もっと読む)
複合工具
【課題】
工具回転軸に対して、同軸に取り付けることが可能なフライス切削刃と超砥粒砥石から構成される複合工具において、内周側のフライス切削刃から生じる切り屑が、スムーズに外部へ排出される高能率加工が可能な複合工具を提供することである。
【解決手段】
超砥粒砥石の超砥粒層にスリットを設け、スリットの開口部は少なくとも、軸心と、フライス切削刃の外周部とを結ぶ線上から40度以内の角度に形成し、フライス切削刃先端部からのチップポケット最深部までの距離dは、フライス切削刃先端部からスリット最深部までの距離Dよりも小さくし、フライス切削刃のラジアルレーキ角は、マイナス1度〜マイナス15度に設定する。
(もっと読む)
ドレッサー、研磨装置及びドレッシング方法
【課題】研磨パッドの表面や貫通穴内に残留した研磨生成物等の異物を、容易且つ確実に除去できるようにする。
【解決手段】研磨パッド66の研磨面66aに摺接して該研磨面66aをドレッシングするドレッサー38の該研磨面66aとの対向面に、第1ブラシ毛82と該第1ブラシ毛82より剛性の小さな第2ブラシ毛84を植設した。
(もっと読む)
複合研削工具
【課題】 シャンクの先端に芯研削要素を保持している雄研削具と台座に前記芯研削要素の外側を囲う外郭研削要素を保持している雌研削具とを、そのシャンクを共有させて組み合わせて複合研削工具を組み立てる際、または、組み立てた複合研削工具を分解する際に、押さえネジのような工具を必要とする固定手段が不用であるような複合研削工具を提供する。
【解決手段】 シャンク12の先端に芯研削要素13を保持しているとともに芯研削要素に13近接しているシャンク12の一部に雄ネジ12bが設けられている雄研削具14と、台座15に前記芯研削要素13の外側を囲う外郭研削要素16を保持しているとともに台座15の中心に雄ネジ12bが挿入可能な孔18aが設けられている雌研削具17とからなり、雄ネジ12bを孔18aに挿入して、雄ネジ12bとの螺合手段により両研削具14,17を着脱可能に同一のシャンク12に保持させてなるように構成した。
(もっと読む)
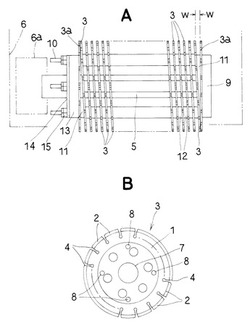
工作物を加工する工具および方法
工具(1)は軸Aを中心として回転可能であり、加工面(11)のほうを向いた少なくとも1つの粗加工用の切削インサート(15)と工作物の精密加工をするための研削部材(9)とを備える工具本体(3)を有する。研削部材(9)は工具本体(3)に対して相対的に引き込まれた休止位置から加工面に向って加工位置へと位置調節可能である。それにより、簡単な設計的手段によってコンビネーション型のフライス・研削工具が構成される。 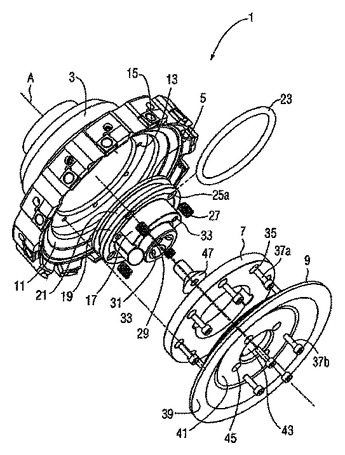 (もっと読む)
(もっと読む)
穿孔用超音波加工工具
【課題】穿孔加工と、穿孔された孔の端面を、同時に面取り加工可能な超音波加工用工具を提供する。
【解決手段】中心軸11の先端に穿孔ホイール12が装着された穿孔用超音波加工工具10において、その中心軸に所定のテーパ角の研削加工面を有する傘状の面取りホイール部13が装着され穿孔加工を行うとともに工具をさらに押し込んで同時に面取り加工を行う。
(もっと読む)
穴の製造方法及び装置
【課題】 特殊形状を有する穴の製造のための方法を明確にし、この目的に適した工具又は駆動機械を提供する。
【解決手段】 特殊形状を備えた穴(40)、例えばシリンダ形状から逸脱した穴又はアンダーカット(46)を備えた穴の製造のための方法及び装置が開示されている。最初に、第1穴部分(42)が振動駆動された工具を使用して製造され、第1穴部分(42)は、シリンダから逸脱した形状を有し、第1穴部分(42)の壁面から穴の中心に向けて突出した少なくとも1つの突起を有する。次に、アンダーカットを備えた穴が製造されることになっているときは、第1穴部分(42)よりも大きな横断面を有する第2穴部分(44)を製造する目的で、工具はその長手軸の周りに少なくとも部分的に回転される。
(もっと読む)
研磨装置
【課題】従来に無い画期的な研磨装置を提供することを課題とする。
【解決手段】一方側を砥粒面5,他方側を非砥粒面5aに形成した研磨布紙4を一対互いの砥粒面5が対向する方向に重合配設して成る研磨体7を、自転回転軸aに対して放射状態に、且つ自転回転軸aの軸方向に所定間隔を介して多数並設状態に設けると共に、各研磨体7の表面を自転回転軸aの軸方向と対向状態に設け、この自転回転軸aを軸に回転してこの自転回転軸aに設けた多数の研磨体7を回転させ金属材や木材などの加工材6を研磨するように構成した回転研磨体1と、この回転研磨体1を前記自転回転軸aの軸方向の速度成分が生ずる方向に移動させつつこの回転研磨体1を前記加工材6に当接させる移動装置部Mとを設けた研磨装置。
(もっと読む)
1 - 18 / 18
[ Back to top ]