
Fターム[3C100BB03]の内容
Fターム[3C100BB03]に分類される特許
1 - 20 / 209
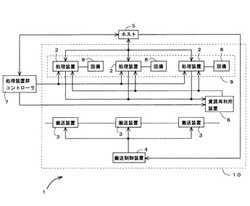
資源再利用装置、処理装置群コントローラ、資源再利用システム、資源再利用方法、及び資源再利用プログラム
【課題】排熱等の使用済み資源を回収して生成した再利用資源を有効活用して、エネルギー消費量の低減も図る。
【解決手段】資源再利用装置6は、被処理体を処理する複数の処理装置それぞれから排出された使用済み資源を回収する資源回収部34,35,36と、 資源回収部で回収された資源から再利用資源を生成する資源生成部31,31,32と、複数の処理装置それぞれの種類と、被処理体の処理工程ごとに複数の処理装置で行われる処理内容と、複数の処理装置の稼働状況および稼働予定とに基づいて、複数の処理装置に再利用資源を振り分ける資源振分部37,38,39,40,41,42と、を備える。
(もっと読む)
スケジュール作成方法及びスケジュール作成プログラム、並びにスケジュール作成装置

【課題】新規オーダーが注文された場合に、スケジュールの内容が大きく変わるのを防止して既に作成されたスケジュールに基づいて再スケジュールを行う。
【解決手段】 新規オーダーの納期と、その製品を製造するために通過する工程とその順序と各工程で使用する設備と各工程の作業時間と設備間の搬送時間に関するオーダー情報を登録し(S1)、新規オーダーの各工程と前回計画の各工程について作業時間と搬送時間に基づいた最遅開始時刻を算出する(S2)。前回計画の開始時刻を取得し(S3)、前回計画の開始時刻(X軸)と最遅開始時刻(Y軸)に関する近似曲線を算出する(S4)。近似曲線上の新規オーダーの最遅開始時刻に対応する前回計画の開始時刻を基準時刻として算出し(S5)、基準時刻を新規オーダーの前回計画の開始時刻とみなして、再スケジュールを実行し(S6)、結果を出力する(S7)。
(もっと読む)
製品納入計画立案方法
【課題】対策処置する製品が複数あっても適切な製品輸送の進捗管理を可能とする。
【解決手段】製品を生産ラインから輸送ルートを経て納入先に納入するまでの計画の立案方法において、管理ポイントを有する輸送ルート上に、出発時間間隔が所定値以上の管理ポイントを特別管理ポイントとして設定し、かつ優先期間を設定する(401,402)。対策処置され、生産ラインに戻される製品の輸送ルートが特別管理ポイントを含み、優先期間内である場合はその製品の優先順位を上位に設定する(403)。それ以外の製品は、特別管理ポイントまでのリードタイムにより余裕時間を算出し他の製品の余裕時間と比較して優先順位を設定する(403)。設定された優先順位により製品の輸送計画を再計算する(404)。
(もっと読む)
作業優先順序設定方法及び作業優先順序設定装置
【課題】手直し補修のために製造ラインから降ろされた補修対象品の、遅れ時間の影響の度合いを考慮して、補修作業の優先順序を設定する。
【解決手段】ライン復帰見込み時刻E(k)と、当初の生産進捗計画時刻D(k)との差である、在庫車両のライン復帰時の遅れ見込時間F(k)が大きい順に、補修待ちの補修対象車両に対する、補修作業優先順序を設定する(S7)。この際、補修着手見込み時刻(i)と各補修対象車両の補修作業リードタイム(ii)とから、補修対象車両に対する補修作業優先順序の設定又は更新時における、各補修待ちの補修対象車両のライン復帰見込み時刻E(k)を、適切に把握する。そして、単に下車時間の順序にとらわれず、大幅な遅れ時間の発生が見込まれる補修対象車両の作業優先順序を高めるように、作業優先順序を設定する(S702〜S712)。
(もっと読む)
作業進捗管理システム
【課題】並行して加工する他の工程の状況を加味して、各工程で加工される部品の優先度を付けるようにした作業進捗管理システムを得る。
【解決手段】作業単位・作業経路分析部11により、製品を構成する部品について、作業単位ごとに、工程を含む作業経路を分析し、日程計画作成部12により、作業経路ごと及びこの作業経路内の工程ごとに部品の着手日及び完了日を計画し、次いで、進捗管理部14により、各部品の着手日及び完了日に基づいて、作業単位ごと及び作業経路ごとの進捗状況を把握して、進捗管理板として表示する一方、作業優先度見直し部13により、作業単位ごと及び作業経路ごとの進捗状況から、同じ作業単位の他の作業経路と同期するように作業経路内の工程の部品の優先度を変更し、この変更された優先度に基づいて、作業経路ごと及びこの作業経路内の工程ごとに部品の着手日及び完了日を再計画する。
(もっと読む)
在庫管理方法
【課題】1日のうちで生産品の余剰在庫を極力無くし、適切な在庫管理を行うことができる在庫管理方法を提供する。
【解決手段】自工程情報取得ステップS1及び出荷台数補正ステップS3にて取得した情報に基づいて、当該日の生産品の在庫推移をシュミレーションして、その結果に基づいて、生産品の当該日稼動開始時点における必要な在庫数を決定する。
(もっと読む)
溶鋼鍋の出鋼引当て方法及び溶鋼鍋の出鋼引当て装置
【課題】アークプロセスを通過する溶鋼処理に引当てる専用の溶鋼鍋と必要な溶鋼鍋数を把握可能にすること。
【解決手段】演算部13が、出鋼チャージ毎の出鋼終了時刻の情報と、鋳造終了時刻の情報と、各溶鋼鍋の最終鋳造終了時刻の情報とを含む出鋼計画データに基づいて、前記各出鋼チャージのうち出鋼終了時刻から鋳造終了時刻までの時間が所定時間以上のものを抽出し、抽出した前記各出鋼チャージに引当て可能な最終鋳造終了時刻が最も近い溶鋼鍋を引当て、各溶鋼鍋の占有時間の推移を表示出力する。
(もっと読む)
生産ライン管理システム
【課題】生産ラインの稼働状態を監視して、トラブルの発生を検知した場合に、生産ライン全体の進行に関する影響度を明確にして、関係先に通知する生産ライン管理システムを提供すること。
【解決手段】生産ラインを構成する複数の工程ユニットと、各工程ユニットの稼働状態を監視する手段と、いずれかの工程ユニットでトラブルが発生した場合に関係先に通知する手段と、を有する生産ライン管理システムであって、トラブルが発生した工程ユニット以外の他の工程ユニットへの影響度を、生産スケジュールに関する情報を入手することにより判断して、関係先に通知する。
(もっと読む)
溶鋼鍋の出鋼引当て方法及び溶鋼鍋の出鋼引当て装置
【課題】溶鋼処理に引当てる溶鋼鍋と必要な溶鋼鍋数を把握可能にすること。
【解決手段】演算部13が、出鋼チャージ毎の出鋼終了時刻の情報と、鋳造終了時刻の情報と、当該出鋼チャージについて二次精錬設備においてガス攪拌処理が必要であるか否かの情報と、各溶鋼鍋のガス攪拌処理回数の情報とを含む出鋼計画データに基づいて、前記各出鋼チャージに引当て可能な最終鋳造終了時刻が最も近い溶鋼鍋を引当て、各溶鋼鍋の占有時間の推移を表示出力し、前記各溶鋼鍋の占有時間を変更する入力を受け付けるとともに、当該占有時間変更に起因して出鋼チャージの溶鋼鍋への引当て先を変更する入力を受け付け、当該引当て先変更可否を判断する。
(もっと読む)
熱処理工程の効率化システム
【課題】熱処理をする部品の、仕分け作業やバッチ組み作業を効率的に行う。
【解決手段】部品Wと共に受け付けた帳票S/Oに記載されている、部品の性状特性を示すバーコードをバーコードリーダ11により読み取る。演算処理部12は、仕分け条件データベース部15に記憶されている、仕分け条件データベースを参照することにより、表示部14に、部品Wの性状特性(部品種別温度、材質、形状、板厚)と、この性状特性に対応する熱処理条件(熱処理温度、最小熱処理時間、最大熱処理時間)と、仕分けラックを表示する。この表示を見ることにより、熱処理をする部品を、熱処理条件に応じて、容易かつ正確に、仕分けすることができる。
(もっと読む)
溶鋼鍋の出鋼引当て方法及び溶鋼鍋の出鋼引当て装置
【課題】溶鋼処理に引当てる溶鋼鍋と必要な溶鋼鍋数を把握可能にすること。
【解決手段】演算部13が、出鋼チャージ毎の出鋼終了時刻の情報と、鋳造終了時刻の情報と、当該出鋼チャージについて二次精錬設備においてガス攪拌処理が必要であるか否かの情報と、各溶鋼鍋のガス攪拌処理回数の情報とを含む出鋼計画データに基づいて、前記各出鋼チャージに引当て可能な最終鋳造終了時刻が最も近い溶鋼鍋を引当て、各溶鋼鍋の占有時間の推移を表示出力する。
(もっと読む)
フォーキャスト管理システム、その制御方法及びそのプログラム
【課題】部品リードタイムを短縮することを可能とする。
【解決手段】本発明に関わるフォーキャスト管理システムSは、完成製品の要求納期を基準に、注文予定情報から、完成製品を構成する部品に展開して該部品の個々の必要期限を明らかにし、部品の必要期限を、部品を購入する部品取引先に表示装置60、81で提示する未注文部品提示手段13、14と、完成製品を構成する既注文手配された部品の必要期限を表示装置60、81で提示する既注文部品提示手段13、14と、記憶部518に記憶される過去の部品入荷情報を基に、納期遵守率を、既定の納期を守った発注である通常発注、または既定の納期より短納期の発注である短納期発注、または前記通常発注と前記短納期発注との和の累計別に、表示装置60、81で表示する納期遵守率表示手段15とを備える。
(もっと読む)
プラスチック袋配送履歴確認装置及びプラスチック袋配送履歴確認方法
【課題】不良袋が生じた場合に、その不良袋に表示された製造履歴番号を基にして製造状態を映像で確認できるようにし、さらに、配送先の特定を可能とするプラスチック袋配送履歴確認技術の提供。
【解決手段】プラスチック袋製造ラインLの途中に設けられ、少なくとも製造日時をプラスチック袋1枚毎に付すための日時付設部18と、プラスチック袋製造ラインの途中の1ヶ所又は複数ヶ所に配設され、製造状態を撮影するカメラKと、カメラで撮影した映像に少なくとも撮影日時を表示させるように記録媒体20に録画させる録画装置19と、製造後のプラスチック袋1を収容した包装箱25に貼付するラベル23に、その発行時の日時をバーコード等で表示して発行するためのラベル発行装置22と、ラベルのバーコード等を読み取り、その配送先を記録する配送先記録装置と、を備えている。
(もっと読む)
個品情報管理装置及び方法
【課題】
本発明は、読み取りが必要な電子タグに限り、読み取りが可能な状態にすることで、読み取り効率を向上することにある。
【解決手段】
部品から組立品を組み立てる際、部品と組立品の電子タグを読み取り、構成情報を登録するとともに、部品の電子タグに読み取り制限をかけることで、読み取り効率低下を回避する。部品の電子タグのみを効率的に読み取り制限できるよう、部品を組み立てて組立品を製造する製造指図情報を活用する。組立品の部品を交換する際、組立品の電子タグを読み取り、組立品から取り外す部品の電子タグの読み取り制限を解除し、読み取り、新たに組み込む部品の電子タグを読み取り、読み取り制限を行い、構成情報を更新する。交換前の構成情報と比較することで、不正部品交換を検知する。組立品を廃棄する際、組立品の電子タグを読み取り、読み取り制限を行い、当該組立品に係る構成情報を削除する。
(もっと読む)
ワークの移動軌跡表示方法及び表示装置
【課題】ジョブショップ型の生産現場において、ワークの所在が不明になったとしても、捜索に費やす時間を少なく抑え得るワークの移動軌跡表示方法及び表示装置を提供する。
【解決手段】データベース2と、複数のワークWに添付されたICタグ3と、作業エリアA1〜A6毎に設置されて、搬入されたワークWの名前や作業終了時刻などの情報をデータベース2に固有のIDを付して送信する作業実績報告用PC4と、3本の搬送路R1〜R3の適宜箇所に配置されて、ワークWが近傍を通過した時点で、ワークW添付のICタグ3内の情報をデータベース2に通過時刻とともに自己保有のIDを付して送信するICタグリーダ5と、データベース2に登録された作業実績報告用PC4及びICタグリーダ5からの各情報に基づいて、ワークWの移動軌跡を作業エリアA1〜A6のレイアウト図上に表示する表示部9を備えている。
(もっと読む)
部品特定方法及び部品特定装置
【課題】調査対象の製品に用いられた部品を正確に特定できるようにする。
【解決手段】部品投入口5から製品製造部2に到達するまでの長さ分の部品10により製造可能な複数個の製造可能製品数量Xと、調査対象の任意の製品の製造完了時点T1と、製造完了時点T1以後に製造完了時点T1に最も近い時点で消費登録を行った部品10の消費登録時点T2と、製造完了時点T1から消費登録時点T2までに実際に製造された期間内製造製品数量Yとを調べ、期間内製造製品数量Y≦製造可能製品数量Xであれば、調査対象の任意の製品が、上記消費登録時点T2で消費登録を行った部品の直前に消費登録を行った部品10を使用して製造されたと特定し、期間内製造製品数量Y≦製造可能製品数量Xでなければ、調査対象の任意の製品が、上記消費登録時点T2で消費登録を行った部品を使用して製造されたと特定する。
(もっと読む)
ワークの製造時間予測方法、製造日時予測方法、到達時間予測方法および到達日時予測方法、並びにワークの製造時間予測装置および到達時間予測装置
【課題】本発明は、ワークの製造時間もしくは到達時間を精度良く予測することができるワークの製造時間予測方法を提供することを課題としている。
【解決手段】各処理装置2の処理履歴から求めた、ワークを当該処理装置2に臨ませてから処理が終るまでの、非処理時間を含む平均要処理時間を取得する要処理時間取得ステップと、ワークの製造工程において、現時点以降にワークを臨ませる各処理装置の平均要処理時間を順に累積した累積値を、予測製造時間として取得する予測製造時間取得ステップと、を備えた。
(もっと読む)
支援工程判断システムおよび支援工程判断方法
【課題】どの工程に対して指導員を支援させれば最もラインが円滑に進行するかを自動で判断できる支援工程判断方法を提供する。
【解決手段】支援工程判断方法は、生産ラインに設けられた支援工程判断システムによって実行される手順であって、生産ラインに含まれる工程毎に、各製品の作業に作業者が実際に要した実作業時間から、各製品の標準作業時間を減算して得られた作業遅れ時間を、作業実績として随時記憶するステップと、作業実績とこれから生産ラインに流す製品の順番を示す生産計画とに基づいて、今後各工程に製品が順に投入されたときの将来の累積的な作業遅れ時間を算出するステップ(ステップS12)と、算出した累積的な作業遅れ時間が、生産ラインの遅れを判断するための基準となる基準時間以上の工程を特定し(ステップS14、15)、支援が必要な工程と判断するステップ(ステップS17〜19)と、を有する。
(もっと読む)
作業支援システム
【課題】作業者の手間を増やすことなく生産計画をリアルタイムに修正して最適化することのできる作業支援システムを提供する。
【解決手段】複数の成形機1〜3間を作業者4が移動しながら各成形機1〜3を取り扱う作業を行うことで各成形機1〜3を稼動させて製品を生産する生産工程において作業者4に次の作業を指示するもので、各成形機1〜3が稼動しているか否かの稼動情報を取得するPLC10〜30と、各成形機1〜3の周辺に設けられて作業者4の位置を検知するエリアセンサ5と、生産計画及び作業情報を記憶する第1の情報端末機6と、通信回線を介して各PLC10〜30からの稼動情報及びエリアセンサ5からの検知結果を収集するとともに、これらの情報を参照して現在行っている作業を推定し且つ推定結果に基づいて生産計画を修正する第2の情報端末機7と、生産計画に応じて次の作業を作業者4に指示するモニタ8とから構成される。
(もっと読む)
生産管理方法、生産管理システム、生産管理プログラム
【課題】複数の製造工程からなる一つの生産ラインにおいて、ボトルネックとなる停滞期間を有する場合にも、客先に回答した回答納期を遵守できる、生産管理方法、生産管理システム、生産管理プログラムを提供する。
【解決手段】生産管理方法は、複数の製造工程からなる一つの生産ラインにおいて、各製造工程ごとに複数のロットの生産実績におけるリードタイムを記憶するリードタイム記憶ステップS200と、前記生産実績におけるリードタイムに基づいて、前記各製造工程ごとの目標リードタイムを設定するリードタイム設定ステップS210と、前記各製造工程におけるボトルネックとなる停滞期間を算出する停滞期間算出ステップS220と、仕掛かりロットの完了実績日を起点とし、前記目標リードタイムに前記停滞期間を加算することによって、前記ロットごとの未着手の各製造工程における完了予定日を設定する完了予定日設定ステップS230と、から成る。
(もっと読む)
1 - 20 / 209
[ Back to top ]