
Fターム[3C100DD17]の内容
総合的工場管理 (15,598) | 工作物・加工機間の情報交換 (2,022) | 双方向通信を行うもの (25)
Fターム[3C100DD17]に分類される特許
1 - 20 / 25
生産設備および生産システム
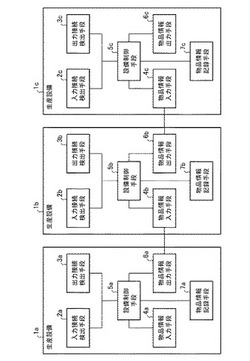
【課題】トレーサビリティのための管理システムを有さずに、生産した物品をトレースすることが可能な生産設備及び生産システムを提供する。
【解決手段】入力物品に対して作業を実行して出力物品を生産する生産設備において、少なくとも入力物品のユニークな情報を取得する物品情報入力手段4と、入力物品に対して作業動作を制御および実行して出力物品を生産するとともに、出力物品にユニークな情報を付与する設備制御手段5と、少なくとも出力物品に付与されたユニークな情報を出力する物品情報出力手段6と、少なくとも物品情報入力手段4によって取得した入力物品のユニークな情報と設備制御手段5によって付与された出力物品のユニークな情報とを記録する物品情報記録部7とを備える。
(もっと読む)
無線通信システム、親機及び子機

【課題】生産ライン等の固定側と移動側との間で双方向無線回線を確立した場合の信号送受信の信頼性と安定性を向上する。
【解決手段】親機10は固定側の生産ライン制御部に配置され、待機状態で下り電波を送信停止し上り電波は連続受信している。子機12は移動側のワークに配置され、待機状態で下り電波を間欠受信し上り電波の送信は停止している。親機10は待機状態で外部から通信開始信号を入力した場合に子機12との間に周波数の異なる下り無線回線と上り無線回線を確立する。また子機12には振動センサ15が設けられ、待機状態で振動が検知されると、下り電波の間欠受信を連続受信に切替えて親機10からの通信開始電文を受信可能とする。親機10は外部からの通信終了信号を入力した場合に子機12に通信終了電文を送信し、下り無線回線と上り無線回線の確立を解除する。
(もっと読む)
人工知能化した加工支援監視方法と人工知能化した加工支援監視システム
【課題】 同種工作機械及び同種加工内容に係る加工材・加工工程・仕上げ精度等の加工条件をユーザー側からホスト側に問い掛けると、ホスト側で収集した世界レベルの最適加工条件をユーザー側へ返送し、ユーザー側の同種工作機械が直ちに最適加工条件で加工するものである。更に、時経列に加工状態を監視集計して最適加工条件を更新するものである。
【解決手段】 複数の同種工作機械10A・・10X及び同種機械情報に係る加工情報K及び異常予知情報Sを時経列にインターネット回線IN等によりホスト側MSに収集して各種加工情報及び各種異常予知情報を随時更新される加工条件推奨情報K′として累積・更新し、この更新された加工条件推奨情報を次の加工条件推奨サービスとして発展的にインターネット上で世界最高レベルに世界標準化させ、インターネット等で結んだ無数の同種工作機械間に加工条件推奨情報としてホスト側から複数の同種工作機械側へ発信する人工知能化した加工支援監視方法である。
(もっと読む)
案件管理システム及びプログラム
【課題】案件が他の案件から受ける影響を評価できるようになる案件管理システムを提供すること。
【解決手段】注目候補値選択部42は、文書データベース4と、遅延文書データベース8と、に基づいて、候補値データベース6に記憶される注目属性の候補値のうち、一の注目候補値を選択する。また、対象候補値選択部42は、文書データベース4に基づいて、候補値データベース6に記憶される注目属性よりも上位属性の候補値のうち、一の対象候補値を選択する。そして、尤度計算部46は、対象候補値と、候補値データベース6と、に基づいて、対象プロジェクトにおいて注目属性の値が注目候補値になる予測尤(ゆう)度を計算する。
(もっと読む)
工作機械の異常復旧支援システム及び支援方法
【課題】工作機械の運転中に異常が発生したとき、オペレータがその原因を探し出して正常状態に復旧する作業を支援する技術に関し、異常メッセージや推定原因リストの表示及び状態センサの異常判定値を常に最適なものに更新する技術手段を提供する。
【解決手段】工作機械メーカに設置されたサーバー1と、ユーザ側に設置されている多数の工作機械2のNC装置4とをインターネット6で接続して、各工作機械2・・・の異常発生状態及びその原因をサーバー1に収集して蓄積し、その蓄積されたデータに基づいて異常メッセージ及び推定原因リストの内容や状態センサの異常判定値の設定値を適切なものに更新し、当該更新されたデータをインターネット6を通じて各機械のNC装置4に配信して、個々のNC装置4に設定されているこれらのデータを上書き更新する。
(もっと読む)
生産管理システムおよびオーダ情報の割り当て方法
【課題】各ラインの処理の効率や生産性を向上できるようにオーダ情報を割り当てる処理を、容易に実行できるようにする。
【解決手段】複数の生産ライン1に対し、オーダ情報処理システム2からオーダ情報を提示することによって『オークション』を開始する。オークションに参加したライン1では、ライン1内の各セルのユニット制御装置10やユニット11の協働作業によって、既に設定されている処理順序において、競り対象のオーダ情報に対する処理にかかる負荷を最も小さくできるような組み込み位置を判別し、判別した位置に当該オーダ情報を組み込んだ場合にかかる負荷の大きさを求め、その値を競り値としてオーダ情報処理システム2に送信する。オーダ情報処理システム2では、最も小さな負荷を示す競り値を送信したライン1を、『落札』ラインとして、競り対象のオーダ情報を割り当てる。
(もっと読む)
スケジューリング装置、作業の管理方法およびプログラム
【課題】機械加工ラインにおける作業をより少ない作業者で行うことができ、且つ、ラインの停止を極力減らす。
【解決手段】作業者111〜113が携帯するPDA114〜116からの情報、および加工装置101〜103からの情報に基づいて、所定の時間毎に加工装置101〜104を用いた加工作業のシミュレーションがスケジューリング装置108において行われる。このシミュレーションの結果に基づいて、スケジューリング装置108は、作業者111〜113の作業への割付を変更し、その結果を各作業者が携帯するPDA114〜116に通知する。これにより、作業者111〜113による作業の効率化を図ることができる。
(もっと読む)
操業支援装置、操業支援方法及びコンピュータプログラム
【課題】作業指示に係る知識(ルール)の入力を行う際に、当該入力を行う操作者が制限されるのを回避できるようにする。
【解決手段】作業指示に係る作業指示情報を設定する作業指示情報設定欄と、作業指示情報を報知する際の適用条件を設定するためのメニューを具備する適用条件設定欄とを含む設定画面を表示する表示装置16を具備し、CPU11において、PD14による操作入力に基づいて、前記メニューにおける表示項目の中から1つの項目を選択し、選択した当該項目に応じて、前記メニューの下位の下位メニューにおける表示項目を変更して表示する制御を行う。
(もっと読む)
生産情報通信システム
【課題】生産ラインの稼動効率を低下させずに生産情報を複数の生産装置間で送受信することができる生産情報通信システムを提供する。
【解決手段】生産ライン10にて各生産装置A〜Nの生産情報を各生産装置間にて通信を行う生産情報通信システムにおいて、各生産装置は、生産情報を作成する各生産処理部2a〜nを有し、生産処理部毎にそれぞれの第1のネットワーク部6a〜nを介して接続され生産情報を受信して格納する各生産情報通信部5a〜nと、各生産情報通信部間を接続する第2のネットワーク部7とを備え、生産処理部2a〜nは、生産情報を第1のネットワーク部、生産情報通信部、第2のネットワーク部を介して生産情報通信部に要求し、生産情報通信部5a〜nは、要求された生産情報を第2のネットワーク部、生産情報通信部、第1のネットワーク部を介して生産処理部に送信するものである。
(もっと読む)
ガスコンロ及びガスコンロの製造販売管理システム
【課題】複数種類の天板のうちの一の天板と複数種類の本体のうちの一の本体とを任意に組み合わせたガスコンロにおいて、製造・在庫管理の簡素化を図ることができるガスコンロ及びガスコンロの製造販売管理システムを提供する。
【解決手段】営業所にて、顧客にカタログからガスコンロの好みの本体及び天板を各々選択してもらい、営業所端末20から通信回線40で繋がった母店端末30に、受注情報を送信する。母店端末30では、営業所端末20から受注情報を受信すると母店在庫記憶エリアに当該受注情報が示す品番の組合せから成る本体2及び天板3が在庫するか否かを検索し、母店在庫が有る場合には、出荷処理をし、母店在庫が無い場合には、本社サーバ10に通信回線40を介して、本体2及び天板3の品番と発送先を示す情報からなる注文情報を送信する。
(もっと読む)
機器の生産性を向上させる方法
【課題】機器の生産性を向上させる。
【解決手段】ベンダ側コンピュータ26は、機器10の備える監視装置18の取得した稼働状況データを通信回線100を介して取得し、機器10の稼働状況を遠隔にて監視する。機器10からは、さらに部品交換時のメンテナンスデータが送信され、メンテナンスデータを受信したベンダ側コンピュータ26は、これに基づいて部品の最適交換周期を算出する。算出された各部品の最適交換周期は工場101に送られる。工場101側では最適交換周期を機器10の運用にフィードバックして、生産性を向上させることができる。
(もっと読む)
車両のサービスデータおよび診断データを車両と工場管理システムとのあいだで検出および/または伝送する方法および装置
【課題】ユーザに負担をかけず、迅速かつ確実に適切なサービスを実行できるようにする。
【解決手段】車両が工場領域に滞在しているときにまず車両のIDデータを非接触で検出して登録し、続いて工場管理システムから車両へ、動作データ、サービスデータおよび診断データの検出および伝送のための要求命令を送信し、その後、検出されて車両から伝送されてくる動作データ、サービスデータおよび診断データを工場管理システムで評価する。
(もっと読む)
加工条件設定装置
【課題】多品種少量生産にも容易に対応することができるようにした自動加工設備における加工条件設定装置を提供すること。
【解決手段】はんだペースト印刷機用ローダ1とはんだペースト印刷機2、はんだペースト印刷機用アンローダ3を備え、未処理のプリント回路基板Aにはんだペースト印刷処理を施して、ペースト印刷済プリント回路基板Bに加工処理するはんだペースト印刷ラインにおいて、はんだペースト印刷機2にはんだペースト印刷機用無線ICタグリーダ4を設け、プリント回路基板Aに添付してある無線ICタグTからデータを読み込み、はんだペースト印刷機2によるはんだペースト印刷処理に必要な加工条件が、無線ICタグTから無線ICタグリーダ4が読み込んだデータにより自動的に設定されるようにしたもの。
(もっと読む)
保守作業支援システム、保守作業支援方法及び保守作業支援プログラム
【課題】 作業者の教育コストや時間を削減することの可能な技術を提供する。
【解決手段】 保守作業に用いる複数の部品等の各々に、識別情報を記録しておりその識別情報が入力されると点灯するRFIDタグが装置されている。サーバは、2次記憶装置に、保守手順の手順番号と、該手順番号で用いる前記保守対象部品又は前記部品のRFIDタグの記憶する識別情報とを対応付けて記憶しており、2次記憶装置から、手順番号の順で識別情報を送信する。通信端末は、サーバから送信された識別情報をリーダライタから出力する。作業者が、入力装置を用いて、点灯するRFIDタグの装置されている部品等を用いての作業終了情報を入力する。通信装置は、作業終了情報が入力されると、その情報を前記サーバに送信する。サーバは、作業終了情報を受信すると、直前に送信した識別情報と対応する手順番号の次の手順番号と対応付けられた識別情報を送信する。
(もっと読む)
データ収集管理システム
【課題】 PLC側においてSPUが収集する変数が変更又は増減等されたり、ユーザの使用するDBソフト製品が変更されたりしても、その都度、PCに組み込まれるDBテーブルを手動で作成直す手間を不要とし、DBソフト製品の採用自由度、並びに、PSU側における収集データの変更自由度を向上させたデータ収集管理システムを提供すること
【解決手段】 コンピュータには、データ収集装置から取得した設定ファイルに基づいて、対応する構造を有するテーブルをデータベース内に作成するデータベーステーブル作成手段と、データ収集装置から取得した記録データファイルに基づいて、対応するSQL分を組み立てて、該当するデータをデータベースに追加記憶させるデータベース格納手段と、が設けられる。
(もっと読む)
金型管理システムおよびこの金型管理システムによる金型管理方法
【課題】複数の金型管理にIDタグを金型に埋め込むことなく使用する金型管理システムを提供する。
【解決手段】1セットで使用される複数の金型の一つひとつに対応付けされ、金型の移動と共に移動させる無線IDタグ12と、複数の工程#1〜#4に設けられたカードリーダ31〜34と、少なくとも無線IDタグ12のそれぞれを識別する識別番号、識別番号に対応付けされた金型の情報、および無線IDタグから情報を読み取ったカードリーダの設置されている工程を対応付けして管理するデータサーバ11と、を有することを特徴とする金型管理システム。
(もっと読む)
部品組付管理システム
【課題】バリエーションが多い製品の組立作業を効率化する。
【解決手段】製品の組立ラインに、その製品に組み付けられる部品の管理装置が設置される。製品には製品識別子を記憶した製品ICタグが取り付けられる。部品には部品の種類を特定する部品識別子を記憶した部品ICタグが取り付けられる。管理装置は、製品の識別子と、部品の種類を特定する部品識別子とを対応づける組付テーブルを格納する記憶部と、非接触で製品識別子を読み取る製品読取装置と、非接触で部品識別子を読み取る部品読取装置とを備える。部品ICタグが所定の時間のあいだに移動した移動距離が所定値を超えた部品ICタグが製品読取装置により読み取られた製品識別子と対応しないと、警告信号が出力される。こうしたシステムにより、作業者が取り付けるべき部品でない部品を誤った移動したとき自動的に警告が発せられる。
(もっと読む)
部品情報管理システムおよびプログラム
【課題】製品の生産計画が変更された場合、製品の部品が当該変更に応じた適当な場所に搬送され、且つ、当該変更に応じたコスト変動が正確に管理されるように部品に関する情報を管理し得るシステム等を提供する。
【解決手段】本発明の部品情報管理システムによれば、第1処理ユニット110が、部品Wの搬送場所の変更の有無を判定する。また、第1処理ユニット110により部品Wの搬送場所が変更されたと判定された場合、搬送装置220による部品Wの搬送に先立ち、第2処理ユニット120が、部品搬送ラインに設置されているR/W200に、当該変更後の搬送場所を部品Wに付されているRFIDタグ202に書き込ませる。また、第3処理ユニット130が、部品Wの搬送場所の変更に伴うコスト変動を認識する。
(もっと読む)
制御可能な技術装置に対するオペレータの命令承認を安全、系統的かつ排他的に割当てる方法及び装置
本発明は,移動式操作器具(2)を用いて制御可能な技術装置(60)に対するオペレータ(1)の命令承認を安全,系統的,排他的,一時的に割り当てる方法及び適切な装置に関する。操作器具は,多数の制御可能な技術装置(60)の代替操作に技術的に適しており,通常非常停止回路遮断器,承認スイッチ及び操作モード選択スイッチのような関連スイッチエレメントを備え,それでもなお制御可能技術装置(60)にデータを結合するために特定の安全関連機能を備えていない通常のデータ送信エレメント(6)又はネットワーク技術だけを用いる。  (もっと読む)
(もっと読む)
工具及び工程管理データ収集システム
【課題】工程管理に必要な情報の取得等を自動的に行えるようにする。
【解決手段】工程管理データ収集システム1は、工具2に情報収集機能を備え、作業の実行回数等を計数することで、実行した作業を特定する作業情報を取得すると共に、作業に要した時間情報を検出する。そして、作業者が所有するIDカード3にRFIDタグ3aを備え、作業を行った作業者のIDカード3に、工具2に備えたRFIDリーダ/ライタ4によって情報を書き込むことで、作業者のIDカード3から工程管理に必要な情報を取得する。
(もっと読む)
1 - 20 / 25
[ Back to top ]