
Fターム[3C100DD35]の内容
総合的工場管理 (15,598) | 工作物・加工機間の情報交換 (2,022) | マーキング (15)
Fターム[3C100DD35]に分類される特許
1 - 15 / 15
板金工程作業支援システム

【課題】 仕分け工程等の板金工程上にある加工済み板材における多数の部品板材の中から、作業者が作業すべき部品板材を認識したり、どのような部品板材がどのように配置されているかを現物として認識することが容易に行える板金工程作業支援システムを提供する。
【解決手段】 板材加工機3により、複数の部品板材wを、例えば繋がり状態に切り抜き加工した加工済み板材W0を取り扱う板金工程において、作業者による仕分け作業の支援を行うシステムである。板金工程の定められた位置にある加工済み板材W0上に投影を行う投影機6を設ける。加工済み板材W0についての情報を、マークMの読み取り等で入手するカメラ等による板材情報入手手段7を設ける。この入手した情報をベータベース9と照合して、加工済み板材W0の各部品板材wを区別する情報となる投影画像Gを生成し、投影機6により部品板材w上に投影させる投影画像付与手段8を設ける。
(もっと読む)
生産管理システムおよび生産管理方法

【課題】大量生産される中間製品を入れる容器および中間製品が容器に入れられて大量生産される最終製品を、容器ごとに個別管理できる生産管理システムおよび生産管理方法を提供することを課題とする。
【解決手段】缶容器を生産する容器準備工程P1と、中間製品を缶容器に入れて最終製品を生産する最終製品生産工程P3と、を含み、容器準備工程P1では、個体識別情報を缶容器に付与するとともに、個体識別情報を示す識別情報記号を缶容器に印字し、さらに、缶容器の生産に関する容器生産情報に個体識別情報をリンクした容器個別管理情報を作成する。そして、最終製品生産工程P3では、缶容器を検査して作成する最終製品検査情報に個体識別情報をリンクした最終製品個別管理情報を作成して、容器個別管理情報と最終製品個別管理情報を一元管理する生産管理システムとする。
(もっと読む)
ワーク用処理装置
【課題】複数の搬入部を備えているにもかかわらず、他のワークの処理内容でワークに処理が施されることがないようにする。
【解決手段】レンズ12を特定可能な識別番号が識別タグ(バーコード)として設けられたレンズ毎のトレイTを備える。トレイTとともにレンズ12が順次搬入される第1、第2の処理ユニット21,22と、前記識別タグを読むための識別タグリーダー(第2のバーコードリーダー65)とを備える。第1、第2の処理ユニット21,22のうち一方の処理ユニットのレンズ12にマーキングを施すワーク処理部を備える。指定した処理ユニットに搬入されているレンズ12がレンズ毎の処理内容で処理されるように前記ワーク処理部の動作を制御する制御部を備える。前記制御部は、前記ワーク処理部の動作を制御するためのデータに含まれているワーク毎の識別番号と、前記識別タグリーダーによって読み込まれた識別番号とが一致した場合にのみワーク処理部の動作を許容する判定部68を備えている。
(もっと読む)
ガスシリンダのための追跡情報を作成するための方法及びシステム
【構成】未加工金属片(3)から製造された金属シリンダ本体(2)を有するガスシリンダ(1)のための追跡情報を作成するための方法は、未加工金属片(3)に識別コード(20)を含んだ個別マーク(19)を付する工程と、未加工金属片(3)の少なくとも一つの変態又はコントロール処理中に、個別マーク(19)を読み取ることにより未加工金属片(3)の識別コード(20)を識別し、変態又はコントロール処理の結果の少なくとも一つの処理パラメータを識別コード(20)と関連付ける工程と、その処理パラメータの識別コートとの関連性に関する情報をデータベース(21)に保存する工程とを含んでいる。 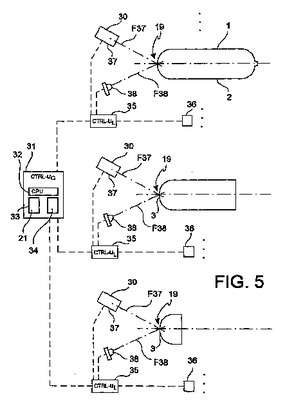 (もっと読む)
(もっと読む)
物品管理方法及び物品管理装置
【課題】人間の目視による時間経過の認識が容易に行え、また、繰り返しの使用ができることにより、時間経過情報の調整(リセット)ができるようになされた物品管理方法を提供する。
【解決手段】所定波長の光によって励起されて発光し時間経過に応じて発光強度が低下する物質を含有する塗料を用いて管理対象物品に対し所定のマーキングを行い(ステップst1)、経過時間の管理開始時にマーキングに対して所定波長の光を照射し(ステップst3)、マーキングの発光状態により管理開始時からの経過時間を表示する(ステップst4)。
(もっと読む)
作業完了チェック支援装置
【課題】自動化が困難な作業工程が含まれる生産ラインにおいて、作業者の負担を増大させること無く、作業完了チェックを確実に行う。
【解決手段】作業者がマーカー10の本体14を保持して、マーキング対象物にマーキング部12を押し当てることでマーキングを行う。この際の筆圧を、筆圧検知手段16にて検知し、送信手段18によって、筆圧検知信号を適切な作業管理手段へと送信する。そして、作業者の認識のみに頼ることなく、マーキングが行われた事実を、マーキング対象物の表面以外にも履歴として残し、作業完了チェックが確実に行われるようにする。
(もっと読む)
製造工程に使用されるツール情報を管理,運用する方法
【課題】金属加工製品などの製造工程に使用されるツールに関する情報を収集して管理し、当該管理情報を効果的に運用する方法を提供すること。
【解決手段】 (a)刃具・金型・測定機器などの単品毎の識別情報、及び(b)ツール単品毎の情報、及び(c)製造工程において加工された製品の識別情報、及び(d)製品ごとの履歴情報、及び(e)上記(a)〜(d)の情報をツール単品毎に、又は、製品ごとに紐付けしてコンピュータScの記憶装置内に格納する機能、(f) コンピュータScの記憶装置から、ツール単品毎に、又は、製品ごとに、紐付けして格納されている情報の全部又は一部を取出して表示画面などの出力部に出力する機能、(g) 記憶装置から取出される紐付けされた情報を、情報ごとの評価基準や判別基準などの基準情報と対照し、その評価結果や判別結果と当該結果に基づく指示などの出力を加工機Maの制御装置Cuや外部業者などあてに出力する機能、の機能要素を具備すること。
(もっと読む)
鋼材の欠陥情報管理方法
【課題】鋼材中の欠陥除去を確実なものとする鋼材の欠陥情報管理方法を提供することを目的とする。
【解決手段】鋼材の製造時に発生する欠陥に関する欠陥情報を、その鋼材の製造者がデータベースに蓄積する欠陥情報蓄積工程と、前記製造者が前記欠陥情報に基づいて、鋼材の欠陥位置の鋼材幅方向端部にマークを付与するマーク付与工程と、前記製造者が付与したマークのマーク位置情報を、前記鋼材をさらに加工する他の製造者および/または顧客に伝達するマーク位置情報伝達工程と、前記他の製造者および/または顧客が、伝達された前記マーク位置情報に基づいて、マーク読取装置を所定の位置に設置するマーク読取装置設置工程と、設置されたマーク読取装置によって前記マークを読取り、欠陥を除去する欠陥除去工程とを有する。
(もっと読む)
組立作業確認システム及び組立作業確認方法
【課題】人手による組立作業の作業ミスの発生を防止することができる組立作業確認システム及び組立作業確認方法を得る。
【解決手段】デジタルカメラ60を組み立てる作業を行う作業者80の当該作業を行う際に移動する箇所にマーカ40A〜40Hを予め設けると共に、前記作業を正しく行う際の前記マーカの時系列順の位置を示す標準位置情報を予め記憶しておき、デジタルカメラ30により、前記作業を行う際のマーカ40A〜40Hの移動範囲を含む所定領域を撮影し、PC20により、撮影した画像からマーカ40A〜40Hの位置を特定して、特定した位置と前記標準位置情報によって示される位置とを時系列順に比較して比較結果に応じた情報を提示する。
(もっと読む)
生産システム
【課題】 低コストで良好な生産を安定して行える生産システムを提供すること。
【解決手段】 ワーク1の搬送およびワーク1に対する加工又は部品の組み付けを行って複数種の製品を連続的に生産するライン2を有する生産システムであって、前記ワーク1に刻印された情報7を読み取る読み取り手段15が前記ライン2に設けられており、読み取り手段15により読み取った情報7に基づいて、その情報7が刻印されたワーク1に加工又は部品の組み付けを行うように構成されている。
(もっと読む)
製造システム
【課題】 生産効率が向上された物品製造システムを実現する。
【解決手段】 複数の作業台のそれぞれを示す製造用IDと物品IDとに対応して作業を行なうためのデータを格納し、物品IDとともに製造用IDが入力されるとこれらに対応して格納されているデータを返送する生産制御部を、具備し、複数の作業台は、RFIDに格納されている物品IDを読み取るための読取器と、製造用IDを格納するID記憶部と、データに応じた出力動作を実行する出力部と、読取器により読み取られた物品IDが入力されると記憶部に格納されている製造用IDを読み出して物品IDとともに前記生産制御部へ送出し、その後、生産制御部より送られてきたデータによる出力動作を出力部に実行させる作業台制御部と、を有する。
(もっと読む)
情報表示媒体、情報管理装置及び情報管理方法
【課題】 利用者が効率的に作業を行ない、更に確実に情報の伝達を行なうことができる情報表示媒体、情報管理装置及び情報管理方法を提供する。
【解決手段】 リライタブルペーパには、印字内容データが記録されたICタグが付され、印字内容データに関する出荷伝票が印字される。この出荷伝票を用いて検品を行ない、結果を記入する。プリンタ40の制御部41は、画像読取部45により出荷伝票の読取画像データを取り込む。次に、ICタグ通信部42を介して、ICタグのメモリに記録された印字内容データを取得する。次に、制御部41は、印字内容データに基づく画像と、画像読取部45により取り込んだ画像とを比較し、書き込まれた内容を抽出する。プリンタ40は、シート洗浄部46を用いて手書部分の消去処理を実行し、文字認識した結果を、可逆印刷処理部43を用いて再印字する。
(もっと読む)
テーラードブランク材の品質管理方法及び品質管理システム
【課題】 分業化された後も、製品品質情報などとの連携をとることを狙ったもので、生産者・需要家間の連携をとることにより、テーラードブランク材の一貫した品質管理が確立することができるテーラードブランク材の品質管理方法及び品質管理システムを提供する。
【解決手段】 鋼板を溶接加工してテーラードブランク材として需要家に出荷する過程で、溶接加工完了時に前記テーラードブランク材の素材情報及び溶接加工情報を関連付けた識別記号を生成する識別記号生成ステップと、生成した識別記号をレーザマーキング手段によって前記テーラードブランク材に不揮発状態で記録する識別記号記録ステップと、需要家でのプレス加工・製造工程を経た後の前記テーラードブランク材の不具合発生時に、当該テーラードブランク材に記録された前記識別記号に基づき、溶接加工からプレス加工・製造工程に至るまでの不具合原因を究明する不具合究明ステップとを備えている。
(もっと読む)
製品、または製品包装上の認証マークの生産ライン上での確認方法
基板(28)への認証マークの適用を確認するシステムと方法を開示する。製品や製品包装の識別には感光性化合物の使用が可能であり、生産ライン(24)上のプリンター(22)は製品や製品包装上に少なくとも1つの感光性化合物を印刷することで、認証マーク(26)の少なくとも一部を形成し、生産ライン(24)上の確認装置(40)は製品や製品包装上の少なくとも1つの感光性化合物の適用を確認する。 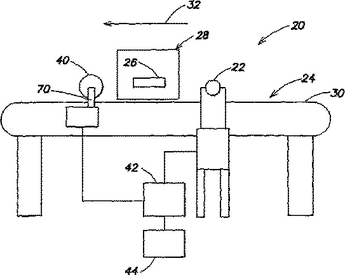 (もっと読む)
(もっと読む)
板状体の分別管理方法
【課題】 板ガラスに傷等の欠点が存在してもこれを分別して、板ガラスの修正のための研磨処理や廃棄をすることなく出荷し、出荷先又は後工程においてその板ガラスの使用や製品化を効率よく行うことができる板ガラスの分別管理方法を提供する。
【解決手段】 板ガラスの品質を検査する検査工程と、前記板ガラスにマーキングを施すマーキング工程とを有し、前記マーキングから前記板ガラスの品質データを取得可能であって、該品質データに基づいて前記板ガラスを分別して管理する。
(もっと読む)
1 - 15 / 15
[ Back to top ]