
Fターム[3C100EE18]の内容
Fターム[3C100EE18]に分類される特許
1 - 20 / 29
アスファルト混合物の納品管理方法
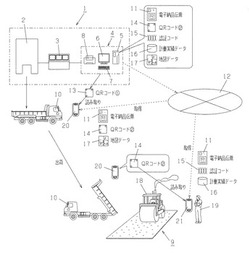
【課題】 アスファルトプラントにて製造・出荷される製品を出荷先の舗装現場に納品する際の納品管理に伴う作業を簡略化して手間を軽減できるように図る。
【解決手段】 製品の出荷時に発行される納品伝票を電子化してWebサーバ機能を有するコンピュータ本体5に記憶格納すると共に、このコンピュータ本体5へのURL情報が記録された第一、第二のQRコード13、14を発行する。搬送車両10の運転手は携帯端末20にて第一のQRコード13を読み取って第二のQRコード14を取得し、舗装現場9の現場管理者19が携帯端末21にて運転手の携帯端末20に表示される第二のQRコード14を読み取ることにより、電子納品伝票11と納品確認用の認証コード15´とを取得する。そして、この認証コード15´を運転手の携帯端末19に入力・記憶させ、帰着した運転手は前記コンピュータ本体5に認証コード15´を入力・照合して納品確認を行う。
(もっと読む)
規格化された遠心成形コンクリート杭の生産管理システム

【課題】規格化された遠心成形コンクリート杭の生産工程において、即座に工程進捗状況、品質のバラツキ、製品個々の在庫量及び製品の製造履歴確認を可能とする。
【解決手段】遠心成形コンクリート杭の製造に際し、各種コンクリート杭毎に使用部材、コンクリート配合、主筋緊張度、遠心成形などの製造条件を記録したデータベースを有するサーバーと、上記各工程の内の必要部分に、前記サーバーに対する端末と、該端末に付随させた識別標識読み取り装置を使用し、前記原材料PC鋼棒、螺旋鉄筋、端部金物の各杭構成部品、コンクリート杭成形に使用する型枠等の各使用資材、ヘッダー加工済みPC鋼棒、鉄筋籠等の中間製造品、完成品であるコンクリート杭のそれぞれにそれらを識別する識別標識を付随させておき、識別標識読み取り装置を使用して読み取らせそのデータを前記サーバーに送ることによってコンクリート杭の製造履歴として記録させる。
(もっと読む)
長手鋼材の供給方法及び面体フレーム
【課題】 同一断面形状毎に成形された長手鋼材を、効率的に軸組フレームの出荷順に溶接工程に供給することができる長手鋼材の供給方法を提供する。
【解決手段】 長手鋼材の供給方法は、長手鋼材を溶接して面体フレームを製造する溶接工程に前記長手鋼材を供給する長手鋼材の供給方法であって、鋼板を成形して形成した前記長手鋼材を、同一断面形状毎に、前記溶接工程で組み付ける順序で所定のパレットに積載する同一断面形状毎積載工程と、前記パレットに積載された前記長手鋼材を前記溶接工程で溶接する順に前記溶接工程に払い出すピッキング工程と、を備える。
(もっと読む)
製造計画演算方法と製造計画演算装置
【課題】工程を共通に利用する複数種類の製品を製造する場合に最適化された生産計画を取得する。
【解決手段】記憶装置16に対して、全作業者数Nを含む作業者データ18と、各工程について、製品毎の加工所要時間と必要な作業者数と同時加工できる製品数とを含む工程データ20と、各製品の製造に必要な工程順を含む製品データ22と、期日までに製造する製品のリストとを記憶させる。生産計画データ生成手段36が、各製品を工程順に各工程に割付け、各工程に必要な作業者を割付け、全ての工程に製品を割付けた状態を時系列的に配置して、生産計画データ28を生成する。最適化手段38が、製品をランダムな順番に選択して生産計画データ生成手段36に渡し、製品選択順と作業者割り付け順を変更して、最も早い最終工程終了時刻30を探索する。これで生産計画を立てる。
(もっと読む)
生コンクリート製造プラントの出荷管理方法
【課題】 操作盤と出荷管理装置との間で送受信される製品の製造・出荷指示に関する指令データの整合性を事前にかつ自動的にチェックすることにより、計量ミスや出荷ミスの発生を未然に防止するようにした生コンクリート製造プラントの出荷管理方法を提供する。
【解決手段】 出荷管理装置4より操作盤3に送信する指令データAをスランプ管理を行うスランプ管理装置5に送信しておく。そして、操作盤3が受信した指令データAに基づいて製品の製造・出荷を開始する前に、製造・出荷開始予定の製品の配合値や出荷量、出荷車両番号等を開始確認データBとしてスランプ管理装置5に送信する。スランプ管理装置5では受信した開始確認データBと、先に出荷管理装置4より受信した前記指令データAとの整合性を確認し、両データA、Bが一致する場合に限って操作盤3に製品の製造・出荷開始を指示する開始指示信号Cを送信する。
(もっと読む)
生コンクリート製造プラントの出荷管理方法
【課題】 操作盤と出荷管理装置との間で送受信される製品の製造・出荷指示に関する指令データの整合性を事前にかつ自動的にチェックすることにより、計量ミスや出荷ミスの発生を未然に防止して製品の誤納を確実に阻止し、作業効率の低下やコストアップを抑制すると共にオペレータの負荷軽減を可能とする生コンクリート製造プラントの出荷管理方法を提供する。
【解決手段】 操作盤3が受信した指令データAに基づいて製品の製造・出荷を開始する前に、製造・出荷開始予定の製品の配合値や出荷量、出荷車両番号等を開始確認データBとして出荷管理装置4に送信する。出荷管理装置4では受信した開始確認データBと操作盤3に送信した前記指令データAとの整合性を確認し、両データA、Bが一致する場合に限って操作盤3に製品の製造・出荷開始を指示する開始指示信号Cを送信する。
(もっと読む)
施工計画作成装置およびプログラム
【課題】確実に期限内に作業が終了し、かつ作業効率の高い施工計画を作成することのできる施工計画作成装置およびプログラムを得る。
【解決手段】CPU10Aは、作業の種類毎に一人ずつ作業者を割り当てた状態で、複数種類の作業が先行・後続関係に矛盾が生じることなく実施されるものとして作成された各作業の実施順序を示す作業順序定義テーブルにより示される実施順序に従って前記複数種類の作業を実施した場合の当該作業の種類毎の作業開始待ち時間および全ての作業が終了するまでの総作業時間を、作業の種類毎の標準作業時間を示す標準作業時間情報に基づいて導出し、当該総作業時間が工期に納まらない場合は作業開始待ち時間が最も長い作業の前工程で実施される作業に対する作業者を一人増加させて再び作業開始待ち時間および総作業時間を導出することを、総作業時間が期限に納まるまで繰り返すことにより、作業の種類毎の作業者の人数を決定する。
(もっと読む)
部材割付システム
【課題】既存の部材割付方法の計算結果を利用して、製品の仕様ごとに用意された数種類の長さの原材料群から要求製品を切り出す組合せの最適化をする。探索法を改善して演算時間を短縮する。
【解決手段】予め求めた初期実行可能解の目的関数の値を最大値とし、原材料の使用本数について緩和された制約条件式0≦xi≦1を設定してシンプレックス演算処理をする。その結果得られた目的関数の値を最小値として、その範囲の目的関数の値をとる原材料の使用本数の組合せを列挙する。その後、原材料の使用本数の組合せを固定した制約条件でシンプレックス演算処理を実行し、得られた複数の非整数解を所定の評価式で評価する。この評価式による判定結果に基づき、山登り法、ランダムリスタート法、焼き鈍し法等により、探索範囲を絞り込む。
(もっと読む)
材料取り合わせシステム
【課題】組み合わせの良い割り付けを先取りする割り付け計算法で後半の割付け結果を改善する。
【解決手段】割り付け対象製品を2以上のグループに分割するグループ分け手段21と、各グループに属する製品について、材料に対する製品の組み合わせの良い割り付けを先取りする割り付けを実行する第一仮割り付け手段22と、仮割り付けが終了したグループについて、各グループの後半の割り付け結果を解体する部分解体手段23と、解体されて未割り付けとなった製品を集めて新たなグループを作り、この新たなグループに属する製品について、任意の割り付け方法を使用して割り付けを行う第二仮割り付け手段24と、全てのグループの割り付け済みの製品とそれを割り付けた材料とを示す割り付け結果を出力する割り付け結果出力手段25とを備えた。
(もっと読む)
ユニット階段の部材別加工システム及び方法
【課題】 ユニット部材を製作するにあたり、原材料からユニット部材への加工効率を高める。
【解決手段】 本発明に係るユニット階段の部材別加工システム1は、サーバー2と、該サーバーと7台のパソコン3a等とから概ね構成してあり、7台のパソコン3a等は、7台の加工機4a等の近傍にそれぞれ設置してある。サーバー2は、ハードディスク5、演算手段である演算処理装置6、プリンタ7及びディスプレイ8とからなり、ハードディスク5は、さまざまな種類のユニット部材に関する部材情報データを建物物件ごとに記憶する。演算処理装置6は、ハードディスク5に記憶されたユニット部材に関する部材情報データを読み出し、これを該ユニット部材が組み上げられたユニット階段としてディスプレイ8に画像表示するとともに、該部材情報データを用いて出荷日及び加工に使用される加工機4a等ごとにユニット部材の加工指示データ及びNC加工データを作成する。
(もっと読む)
試運転計画作成システム
【課題】立案された試運転計画を定量的に評価することを目的とする。
【解決手段】クレーンの出荷場所と運転台との位置関係、作業員の残業量、運転台へのクレーンの上げ下ろし回数のうちの少なくとも一つをパラメータとして含む第1評価関数を用いて、試運転計画を作業効率面から評価するための第1ペナルティ値を算出し、試運転計画における単位グループの試運転最終日とその納期とをパラメータとする第2評価関数を用いて、試運転計画を納期の面から評価するための第2ペナルティ値を算出し、第1ペナルティ値と第2ペナルティ値とから試運転計画に関する評価値を算出する試運転計画の評価方法を提供する。
(もっと読む)
ICタグを用いた製品管理方法
【課題】在庫により製品が使用期限切れとなることがないように、製品の在庫や出荷を管理できる製品管理方法を提供すること。また、製品の使用期限が過ぎる前にユーザーが使用できるように、製品の在庫や出荷を管理でき、且つ製品使用後にユーザーがどの製品を使用したのかその履歴を追うことのできる製品管理方法を提供すること。
【手段】ICタグを製品と一体化させ、ICタグを特定する識別データと、製品データ及び保管場所データを、記憶装置に記憶させ、これらのデータを用いて当該製品の出荷管理を行う。
(もっと読む)
制振装置の組立管理方法
【課題】制振装置の構成部品であるセンタピン及び側面材が寸法的に互いに適合するか否かを自動的に判定する。
【解決手段】 制振装置の組立管理方法では、データ取得工程にて、一時保管所に搬入されたセンタピン64、中央面材22及び側面材28、30の識別番号IDを演算手段であるサーバに入力し、このサーバにより入力された識別番号IDにそれぞれ対応するセンタピン64、中央面材22及び側面材28、30の測定値MVをデータベースから取得した後、適合判定工程にて、センタピン64〜中央面材22、センタピン64〜側面材28、センタピン64〜側面材30がそれぞれ寸法的に互いに適合しているか否かを判定する。
(もっと読む)
製品割り付け決定装置、製品割り付け決定方法、製品割り付けプログラム
【課題】長さ又は容積が互いに異なる複数種類の母体(材料,容器)に対して複数種類の製品の割り付けを効率的に行うことができる製品割り付け決定装置を提供する。
【解決手段】本発明の製品割り付け装置は、長さ又は容積が互いに異なる複数種類の母体に対して複数種類の製品の割り付けを行う製品割り付け装置であって、交叉部は、前記親個体の対のそれぞれの遺伝子適応率を比較し遺伝子適応率が高い親個体の遺伝子Bと遺伝子Pを選択するという操作を製品毎に行うことによって生成された染色体B及び染色体Pを有する個体を生成することを特徴とする。
(もっと読む)
多孔質板の自動化生産システム
【課題】ALC板の塗装から塗装処理から検査工程までの搬送やALC板の裏返し工程を自動化して、生産性と安全性を向上させる。
【解決手段】本自動化システムは、上面が塗装されたALC板10をパレットPに載せて送出する搬送ローラ12と、搬出ローラ12上を搬送されて来たALC板10をパレットPから取り上げて、搬送ローラ23上に移送する移送機15を備える。また、反転送出機25を備える。反転送出機25は、ALC板10を上下方向から挟持可能な一対の搬送ローラ26−1,26−2と、一対の搬送ローラの上下関係を反転させる反転機構を備え、搬送ローラ23により搬送されたALC板10を反転機構により裏返すと共に、裏返されたALC板10を、反転により下側になった搬送ローラにより送出する。
(もっと読む)
再生骨材の製造管理システム
【課題】複数ある一次処理場から骨材の一次処理に適した一次処理場を適切に選定したり、二次処理場での処理により製造された再生骨材の販売先を適切に選定することが可能な再生骨材の製造管理システムの提供を目的とした。
【解決手段】再生骨材の製造管理システム1は、骨材を含む原料を一次処理する一次処理工程と、当該一次処理工程で処理された原料を二次処理する二次処理工程とを含む工程を経て再生骨材を製造する再生骨材の製造管理をするためのシステムである。製造管理システム1は、情報処理手段2を有し、各一次処理場Fqの所在地に関する一次処理場所在地データと、再生処理を行う原料の所在地に関する原料所在地データとに基づき、一次処理を行うのに適した一次処理場Fqを選定することができる。
(もっと読む)
材料加工注文方法及びその加工注文システム
【課題】 従来は加工明細書を見ながら情報を手入力していたため、材料の情報を誤入力してしまうおそれがあり、更に入力作業やその後のチェックに時間も手間もかかり、作業効率が悪くコスト高になっていた。
【解決手段】 本発明の材料加工注文方法は、施工現場において、施工現場で使用する材料の加工注文情報を入力して加工明細書を作成し、加工注文情報を変換手段で二次元コードに変換し、その二次元コードを電子データで又は印刷して書面で材料加工先へ送信し、材料加工先では受信した二次元コードの加工注文情報を解読手段で解読し、その加工注文情報に基づいて材料を加工する方法である。この材料加工注文方法において、二次元コードを印刷した書面を、施工現場から材料加工先へファクシミリ送信するようにすることもできる。本発明の材料の加工注文システムは、前記加工注文方法を実施するためのシステムである。
(もっと読む)
材料取り合わせシステム
【課題】ファーストフィット法で割り付けをしたときに、最後のほうにしわ寄せがくるのを改善して、材料取り合わせの最適化を図る。
【解決手段】 最も長い製品を選択し最も長い材料に仮割り付けをし、材料の残材長を計算して、残りの製品中から最も長いものを仮割り付けする処理を、割り付け可能な製品がなくなるまで繰り返し、仮割り付け結果を記憶する。今度は次に長い材料を選択して同様の仮割り付けをする。複数の仮割り付け結果を比較して、歩留まりの良いものを製品の割り付けデータに採用する。これを繰り返しながら、あと2回で終了するタイミングを検出する。あと2回分は、複数の割り付けパターン候補を取得して比較し、使用材料長の総和が最小の割り付けパターンを採用する。
(もっと読む)
木材の加工装置
【課題】 従来の木材加工制御方式では、加工木材を搬送する場合に、トラック等に積みやすいように選択して積み込むという作業に非常に労力を必要とし、手間がかかり、さらに時間がかかるという点である。
【解決手段】 メインパーソナルコンピュータ13から家屋の建築に必要な材木の加工データが読み出されてパーソナルコンピュータ14の第1の記憶機能14aで記憶され、入力装置15から入力されたデータはパーソナルコンピュータ14の第2の記憶機能14bで記憶され、第1の記憶機能14aと第2の記憶機能14bから読み出された比較判定機能14cに入力され、比較判定機能14cの出力は第3の記憶機能14dで記憶され、第3の記憶機能14dから読み出されたデータは横加工機16及び縦加工機17に入力されるように構成されている。
(もっと読む)
部材割付システム
【課題】既存の部材割付方法の計算結果を利用して、製品の仕様ごとに用意された数種類の長さの原材料群から要求製品を切り出す組合せの最適化をする。
【解決手段】割付パターン行列Aから選択されたn個の割付パターンで切り出した各製品数は、それぞれ求められている各製品の数量以上でなければならないとする制約条件式Ax≧bと、解として出力される各原材料の使用本数はいずれも0以上1以下でなければならないとする緩和された制約条件式0≦xi≦1を生成し、初期実行可能解と目的関数と制約条件式の入力を受け付けて、シンプレックス演算処理を実行する。さらに、初期実行可能解の目的関数の値を最大値とし、シンプレックス演算処理の結果得られた目的関数の値を最小値として、その範囲の目的関数の値をとる原材料の使用本数の組合せを列挙し、制約条件式Cx=dを生成して再度シンプレックス演算処理をする。
(もっと読む)
1 - 20 / 29
[ Back to top ]