
Fターム[3C269AB09]の内容
数値制御 (19,287) | 作業内容、対象機器、対象製品 (2,914) | 機械加工 (1,369) | プレス加工 (47)
Fターム[3C269AB09]に分類される特許
1 - 20 / 47
複数部品からなるプレス成形品の最適分割位置決定方法及び装置
【課題】本発明は薄板をプレス成形して形成された複数の部品を接合して構成される製品における、該製品における最適な分割位置を決定する方法及び装置得る。
【解決手段】本発明の最適分割位置決定方法1は、薄板をプレス成形して形成された複数の部品を接合して構成される製品における、該製品における最適な分割位置を決定する方法であって、製品CAD情報の分割可能領域内において分割位置候補を複数設定し、分割位置候補のひとつで製品を分割した場合の各部品の展開形状を計算し、該展開形状に必要な余裕代を設ける余裕代展開形状を計算し、各余裕代展開形状を含む最小の板材寸法を計算し、該板材寸法等から全部品の合計材料費を計算し、他の分割位置候補についても同様に合計材料費を計算し、材料費が最小になるような分割位置候補を最適分割位置として決定することを特徴とするものである。
(もっと読む)
部品製造ラインの設計支援方法及び設計支援システム

【課題】部品製造装置と、該部品製造装置に対してワークを搬入及び/又は搬出するロボットとが備えられた部品製造ラインにおいて、前記部品製造装置の周辺設備等との干渉を回避しながら、前記ロボットの搬送能力を有効に活用して、生産性を向上させる。
【解決手段】ロボットのアーム先端部に設定された基準点の移動経路を規定するための必要最小限の制御点を設定する制御点設定工程と、前記部品製造装置に対してワークを搬入及び/又は搬出する際に、該部品製造装置の周辺設備との干渉を生じない該装置内でのワークの配置領域を規定するSPM曲線を作成するSPM曲線作成工程と、前記制御点設定工程で設定した制御点と、前記SPM曲線作成工程で作成したSPM曲線と、成形対象のワーク形状とに基づき、該ワークを搬送する際のロボットの搬送モーションを決定する搬送モーション決定工程とを実行する。
(もっと読む)
方法プランをコンピュータ支援決定するための方法、データ処理システム、およびコンピュータプログラム、ならびにデータキャリア
【課題】成形プロセスによりシートメタル成形部品を製造するための工具についての工具パラメータを生成する。
【解決手段】方法は、部品の形状特性の組を決定するステップを含む。形状特性の各々は、特性の種類および形状パラメータにより記述される。方法はさらに、方法基準を決定するステップを含む。方法基準は、形状特性を製造するための1つの変形を記述する。方法基準は少なくとも1つのモジュールを含む。モジュールは処理ユニットを表わし、どの処理ユニットが成形操作中に実行され得るかを記述する。方法はさらに、方法基準のモジュールの各々について構成要素を決定するステップを含む。構成要素は、モジュールを実現するのに必要とされる工具について記述する。方法はさらに、構成要素パラメータを決定するステップを含む。構成要素パラメータは、構成要素または工具の形状パラメータを含む。
(もっと読む)
エネルギー消費量収集装置及びその方法
【課題】一の被加工材から多種、多数の製品を加工する場合に、各製品毎のエネルギー消費量等を正確、且つ、容易に収集、表示、印刷可能な装置を提供することにより、省エネルギー対策、製品発注者からの製品毎のエネルギー消費量提示要求への対応を正確、容易、迅速可能とする。
【解決手段】エネルギー消費量の収集を行うエネルギー消費量収集装置1である。そして、プログラム5に設定した制御指令に従い作動する機械10に対し、前記プログラム5を読み込み前記機械10のエネルギー消費量を計測する計測部4を備える。前記計測部4は前記プログラム5に設定された、測定開始指令により前記計測を開始すると共に測定終了指令により前記計測を終了し前記測定開始指令と前記測定終了指令との間のエネルギー消費量を計測する。
(もっと読む)
モータの駆動制御システムおよび駆動制御方法
【課題】位置検出データの転送誤りを敏速に検出することにより、初回稼動時から不用意な暴走を確実に防止する駆動制御システムを提供する。
【解決手段】位置検出器に位置データの監視機能をもたせ、位置検出器が保持した最新位置データと、サーボ制御装置から出力させた最新位置データのエコーバック信号とを比較判定して、差異があるときには駆動禁止状態に遷移して、駆動禁止信号をサーボ制御装置に出力する。サーボ制御装置では、駆動禁止信号を入力すると駆動禁止状態に遷移して、フィードバック用位置データを最新位置データから推定位置データに切替え、指令信号を運転指令から所定の停止制御指令信号に切替え、速度、トルクがゼロに下がるまでは駆動を継続しながらモータを停止させる。
(もっと読む)
成形品トリム加工方法
【課題】金型修正を繰り返すことなく、トリム加工を行うことができる成形品トリム加工方法を得る。
【解決手段】製品設計CADデータに応じて作成した金型によりプレス成形して成形品4を作成し(S50〜S54)、成形品4の形状を3次元測定機6により3次元測定して成形品測定データを得る(S56)。製品設計CADデータと成形品測定データとに基づいて成形品4のトリムライン32,34を成形品測定データの座標系で作成し(S58)、レーザ切断機14上に載置した成形品4の取付姿勢を測定してトリムライン32,34をレーザ切断機14の座標系に変換し(S60,S62)、レーザ切断機14により成形品4をトリムライン32,34に基づいて切断する(S64)。
(もっと読む)
同期制御装置
【課題】 同期位置信号に基づいてスレーブ軸を制御する同期制御装置において、スレーブ軸をマスタ軸の動作に同期するように制御する定常動作時から機械を強制停止させる場合、強制停止時用の動作プログラムを用いることなく、マスタ軸とスレーブ軸の同期は解除し、かつ、スレーブ軸同士の同期を維持したまま機械を停止させることができる同期制御装置を得る。
【解決手段】 機械の定常動作時は、マスタ軸位置信号を同期位置信号とすることで、スレーブ軸をマスタ軸の動作に同期するように制御し、強制停止動作時は、マスタ軸位置信号の値から求めた位置及び速度をそれぞれ初期位置及び初期速度とする基準位置信号を生成し、基準位置信号を同期位置信号とすることで、スレーブ軸を基準位置信号に同期動作して停止するように制御する。
(もっと読む)
NC工作機械
【課題】
機械操作者の操作入力作業を簡略化すべく、機械操作者の使用方法に合わせた画面表示を設定することができるNC工作機械を提供する。
【解決手段】
機械操作者からの入力データを入力する入力データ処理部と、前記機械操作者の使用方法を予め分類し記憶する使用方法分類記憶部と、前記機械操作者の入力データに応じて前記使用方法分類記憶部に記憶された何れの使用方法であるかを判断する分類判断部と、前記使用方法の分類内容に応じて、前記機械操作者に対して操作入力を促す表示画面の表示項目のうち、入力不要項目はマスクするように予め設定された表示切替内容記憶部と、前記分類判断部の判断内容に応じて、前記表示切替内容記憶部から表示すべき表示項目を特定し、前記機械操作者の入力データに応じた表示画面となるように画面切替を行う表示切替部と、を備えた。
(もっと読む)
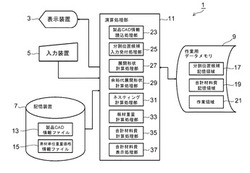
数値制御装置付き板材加工機の安全運転方法
【課題】ワークのワークテーブルからのオーバーハングを加工プログラムから自動的にチェックしてアラーム表示すると同時に軸移動を停止させ、再起動指令後に加工を再開させることができると共に、加工完了後の原点復帰時にもオーバーハングを自動的にチェックしてアラーム表示すると同時に軸移動を停止させ、2重の運転監視システムによる安全運転を行える数値制御装置付き板材加工機の安全運転方法の提供。
【解決手段】数値制御装置付き板材加工機において、加工プログラムから得られるワークのサイズデータと加工指令値から得られる座標データとから、ワークが板材加工機のワークテーブルからオーバーハングするか否かを演算して求め、オーバーハングする場合にはアラームを表示装置に表示すると同時に、板材位置決め装置の軸移動を停止させ、再起動指令を行ったときに加工を再開させることを特徴とする板材加工機の安全運転方法。
(もっと読む)
同期制御装置
【課題】 複数のモータで同一方向の座標軸を駆動する機械に対して、汎用的な電機品を用いて各軸間相互に加わる無効反力を抑制すると共に、作業位置に対する同期制御を高精度に行なう同期制御装置を提供する。
【解決手段】 位置指令121を生成する位置指令生成部21と、2台の位置情報131,141に基づいてXY軸座標系である作業位置122を演算し、位置指令121と作業位置の一方の軸座標系位置122との差に基づいて新たな位置指令125を演算する第1の位置制御系を有する指令装置2と、新たな位置指令125と位置情報131,141との差に基づいてモータを駆動する指令を演算する第2の位置制御系をそれぞれ有する2台のモータ制御装置3,4と、を備える。
(もっと読む)
金型作製方法及び金型加工データの作成方法
【課題】金型素材の加工前に金型素材(実物)の特性を加工データに反映することにより、加工後の修正工数を削減し、金型の製造リードタイムの短縮化を図る。
【解決手段】金型の形状データを作成するステップと、前記金型の形状データに基づいて金型素材を作製するステップと、前記金型の形状データに基づいて加工データを作成するステップと、前記金型素材から前記加工データによって前記金型を作製する前に、前記金型素材を分析し、前記金型の使用時の変形量及び方向を予測するステップと、予測された前記変形量及び方向に基づいて、前記加工データを修正するステップと、修正後の前記加工データに基づいて前記金型素材を加工するステップとを有する。
(もっと読む)
板材加工機のワークホルダ段取り情報表示装置
【課題】 スケジュール運転において、ワークホルダの段取りがあることを作業者に事前に知らせることができる段取り情報表示装置を提供する。
【解決手段】 ワークホルダ13の移動部材13に対する現在の取付位置を記憶するワールホルダ取付位置記憶手段69を設ける。加工スケジュールSHの加工プログラムを先読みし、記述されたワークホルダ13の取付位置の情報を抽出して、上記記憶手段69の情報と比較し、ワークホルダ取付位置の変更が必要となることを示す情報を生成する段取り情報生成手段48を設ける。その情報を表示情報生成手段71により表示装置47に表示させる。
(もっと読む)
ネスティング装置
【課題】 隣接辺共通化形態と間隔付与形態との利点を生かし、欠点を少なくして、歩留りの向上、加工時間短縮、加工の安定性が得られるネスティングが行えるようにする。
【解決手段】 ネスティングを行う設定配置規則Rとして、隣接辺共通化規則Raと、間隔付与配置規則Rbと、上記両規則Ra,Rbを条件によって使い分ける併用規則Rcとを設ける。隣接辺共通化規則Raは、隣り合って配置される部品図形Mの隣接辺につき、一方の部品図形Mにおける工具表示部の外周を示す辺に、他方の部品図形Mにおける部品板材表示部Mtの外周を示す辺を重ねる。間隔付与配置規則Rbは、隣り合って配置される部品図形Mの間に間隔を開ける。
(もっと読む)
ワーク情報表示装置
【課題】パレット上の指示されたワークのワーク情報を表示するワーク情報表示装置を提供する。
【解決手段】ワーク配置領域5内に配置された各ワークW1〜W3を個別に指示自在のワーク指示手段29と、前記ワーク指示手段29の指示位置を変更操作自在な指示位置操作手段47と、上記指示位置操作手段47によって指示された前記ワーク配置領域5内の指示位置を演算する指示位置演算手段51と、この指示位置演算手段51によって演算された指示位置に該当するワークを記憶手段21から検索するワーク検索手段53と、上記ワーク検索手段53によって検索されたワークの形状寸法に基づいてデータベース23から該当するワーク情報を検索する第1検索手段25と、この第1検索手段25によって検索されたワーク情報を表示する表示手段17と、を備えている。
(もっと読む)
周期的な往復動作を制御するサーボモータ制御装置
【課題】周期的に往復動作を行う被駆動体についての角度同期方式の学習制御を可能にするサーボモータ制御装置を提供する。
【解決手段】学習制御器12は、被駆動体14の第1の位置偏差ε1を所定のサンプリング周期毎に取得し、第1の位置偏差ε1は第1変換部30において、周期的な往復動作を行う被駆動体14の1周期分の基準位置毎の第2の位置偏差ε2に変換される。第2の位置偏差ε2は、メモリ32に記憶された被駆動体14の往復動作の1周期前の第1の補正量が加算された後、新たな第1の補正量δ1としてメモリ32に記憶される。第1の補正量δ1は第2変換部34において、サンプリング周期毎の第2の補正量δ2に変換される。
(もっと読む)
ネスティング装置および板材加工設備
【課題】 後工程の仕掛かり品の低減と負荷平準化が実現でき、かつ負荷平準化に伴う歩留りの低減が抑えられるネスティング装置を提供する。
【解決手段】 素材板材Wから部品板材mを切り取る板材加工機2、およびその後工程となる曲げ,溶接等の複数種類の後工程装置3を備えた板材加工設備3に適用される。ネスティングオーダ生成手段14およびネスティング手段6aを備える。ネスティングオーダ生成手段14は、負荷量の相対的に少ない後工程を多く含む板材部品を優先的に抽出して設定部品数量のネスティングオーダNOを生成する。ネスティング手段6aは、端材Sを優先的に使用するネスティングを行う。
(もっと読む)
積載領域ネスティング装置
【課題】 一板材組立製品となるセット品の各板材部品が混じることなく積載できて、後工程の効率化が図れるネスティングが可能な積載領域ネスティング装置を提供する。
【解決手段】 一板材組立製品となる板材セットSA,SB…の各板材部品Wを、複数セット分、積載領域R1,R2…に集積するために、積載領域R1,R2を板材部品Wの形状データでネスティングする装置である。板材部品データ記憶手段22に記憶された各板材部品Wの中から、個々の板材セットSA,SB…の中の最も大きい板材部品Wを抽出する手段24を設ける。この抽出した板材部品Wの形状によってセット毎積載領域RSA,RSB…を定める手段25を設ける。このセット毎積載領域RSA,RSB…に各板材部品Wを配置する手段26を設ける。
(もっと読む)
板材押さえ位置決定装置および決定プログラム
【課題】 レポジション動作時に、板材を安定的に押さえられる最適な押さえ位置を決定することができる装置およびプログラムを提供する。
【解決手段】 この板材押さえ位置決定装置1は、押さえ位置の複数の候補位置Pを順次指定する候補位置指定部5と、押さえの安定性を評価値として評価する評価部7とを有する。探索終了条件に達するまで候補位置の指定および評価を行わせ、最も評価値の高い候補位置を押さえ位置として決定し出力する押さえ位置決定部8を有する。
(もっと読む)
数値制御装置及び数値制御方法
【課題】 同時に並列で実行される命令の対象が異なる工作機械等に対して1つの数値制御プログラムで多系統並列処理の制御を可能にする数値制御装置及び数値制御方法を提供する。
【解決手段】 多系統のブロックを複数含む数値制御プログラムを格納する数値制御プログラム格納手段4と、数値制御プログラムを読み取り、ブロックに対応する制御信号を出力する数値制御プログラム実行手段2と、制御信号を工作機械20等へ送信することで、工作機械20等を、ブロックが規定する命令通りの動作を実行するよう制御する工作機械制御手段3と、予め設定された複数の条件を全て満たす際には、実行中の動作が未完了でも順次ブロックを処理するよう、また複数の条件のいずれか1つでも満たさない場合には、実行中の動作の完了後に次のブロックを処理するよう数値制御プログラム実行手段2を促す数値制御プログラム判断手段5とを備える。
(もっと読む)
ネスティング方法及び装置
【課題】ネスティング処理によってワーク上に配置した複数の部品間の間隔寸法を拡大して再配置するネスティング方法及び装置を提供する。
【解決手段】ネスティング装置1における表示手段13に表示されたシート状のワークWにおける板取可能領域45内に必要な複数の部品A,B,Cを配置した後、前記複数の部品A,B,Cを配置した部品配置領域47のX,Y方向の寸法と前記板取可能領域45のX,Y方向の寸法との寸法差ΔX,ΔYを求め、上記X,Y方向の寸法差ΔX,ΔYが予め設定してあるX,Y方向の所定寸法以上の場合に、前記寸法差ΔX,ΔYに基づいて前記各部品A,B,C間のX方向又はY方向の少なくとも一方向の間隔を拡大して前記各部品A,B,Cの配置位置を変更するものである。
(もっと読む)
1 - 20 / 47
[ Back to top ]