
Fターム[3C269EF10]の内容
数値制御 (19,287) | プログラムの作成、管理 (3,117) | プログラムの内容 (1,894) | 位置指令修正用各種パラメータ (260)
Fターム[3C269EF10]の下位に属するFターム
ピッチ誤差の補正用 (18)
バックラッシュの補正用 (33)
Fターム[3C269EF10]に分類される特許
1 - 20 / 209
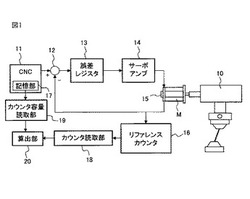
機械における原点位置調整方法および原点位置調整機能を有する機械
【課題】作業時間を短くしつつ、原点位置をさらに容易に設定する。
【解決手段】位置検出器を備えたサーボモータによって駆動される可動部(10)の機械原点位置調整機能を有する機械は、位置検出器により検出された値をカウントするレファレンスカウンタ(16)と、可動部を所定の方向に移動させて機械原点位置に位置決めしたときのレファレンスカウンタの容量を記憶した記憶部(17)と、可動部を位置決めしたときのレファレンスカウンタの値を読み取るレファレンスカウンタ読取部(18)と、レファレンスカウンタのカウンタ容量を読み取るカウンタ容量読取部(19)と、レファレンスカウンタの値とレファレンスカウンタ容量とに基づいて機械原点位置の調整量を算出する調整量算出部(20)と、を含む。
(もっと読む)
コーナ部の許容内回り量による速度制御を行う数値制御装置

【課題】補間前加減速と補間後加減速を併用している場合でも、コーナ部の内回り量を許容内回り量以下にする。
【解決手段】指令解析部10は加工プログラムを解析し実行形式に変換し、補間前加減速部12は速度制御を行い、補間処理部14は補間処理を行い各軸へ移動指令を出力し、各軸用補間後加減速処理部(X軸用補間後加減速処理部16X,Y軸用補間後加減速処理部16Y,Z軸用補間後加減速処理部16Z)は移動指令に対して補間後加減速処理を行い、各軸サーボ(X軸サーボ18X,Y軸サーボ18Y,Z軸サーボ18Z)は補間後加減速処理後の移動指令に基づきそれぞれサーボ制御を行い、位置,速度,電流のフィードバックを行って各軸サーボモータを駆動制御し、補間前加減速部12が許容内回り量によるコーナ部速度計算部20およびコーナ部速度ゼロ保持時間計算部22を備えたコーナ部の許容内回り量による速度制御を行う数値制御装置。
(もっと読む)
ギブ締め付け状態把握方法及び装置
【課題】ギブ締め付け状態の把握を簡単に行うことができるギブ締め付け状態把握方法及び装置を提供する。
【解決手段】ギブ締め付け状態把握装置8は、テーブル2を一定の移動範囲で往復移動させる測定用位置指令を、位置指令p0としてフィードバック制御機構7に与えることにより、前記一定の移動範囲でテーブルを往復移動させ、このときにパルスエンコーダ5とテーブル位置検出器6から、第1のテーブル位置検出値p1と第1のテーブル位置検出値p2を取得してメモリ44に保存するデータ取得部41と、メモリに保存した第1のテーブル位置検出値p1と第2のテーブル位置検出値p2とに基づいて、ロストモーション値Lを算出するロストモーション値計算処理部42と、この算出したロストモーション値Lと、ロストモーション設定値L1,L2とを比較することにより、ギブ21の締め付け状態を判定するギブ締め付け状態判定処理部43とを有する構成とする。
(もっと読む)
機械の移動部の制御方法及びプログラム
【課題】様々なタイプの機械において共通の計算を行え、計算量の少ない制御方法等を提供する。
【解決手段】互いに相対的に移動可能な主軸頭2及びテーブル3を備えた機械において、幾何学的な誤差を補償するための補償値が適用された複数の指令値を用いてこれらの移動を制御するにあたり、主軸頭2側における回転軸の有無ないし有る場合のつながり順番を示す第1インデックスと、テーブル3側における回転軸の有無ないし有る場合のつながり順番を示す第2インデックスとを有し、第1インデックスの示す回転軸の有無ないしつながり順番に従ってテーブル3の座標系における指令値をマトリックス演算して第1ベクトルを求めると共に、第2インデックスの示す回転軸の有無ないしつながり順番に従って主軸頭2の基準ベクトルをマトリックス演算して第2ベクトルを求め、第1ベクトルと第2ベクトルを合算する。
(もっと読む)
加工シミュレーション装置、加工シミュレーション方法、加工制御装置および加工制御方法
【課題】高精度に切削抵抗をシミュレーションにより算出することができる加工シミュレーション装置を提供する。
【解決手段】加工条件から取得される切削長さbおよび切込量hと切削乗数Kとに基づいて、シミュレーションにより切削抵抗Fの推定値を算出するシミュレーション部32と、実加工中の実切削抵抗Fを検出する抵抗検出センサ33と、シミュレーション部32にて予め設定された暫定切削乗数Kを用いて算出された切削抵抗Fの推定値と抵抗検出センサ33により検出された実切削抵抗Fとを比較して、実切削乗数Kを算出する実切削乗数算出部34とを備える。そして、シミュレーション部32は、実切削乗数算出部34にて実切削乗数Kが算出された後に、実切削乗数算出部34により算出された実切削乗数Kを用いて切削抵抗Fの推定値を算出する。
(もっと読む)
加工誤差算出装置、加工誤差算出方法、加工制御装置および加工制御方法
【課題】より高精度に加工誤差を解析により算出することができる加工誤差算出装置を提供する。
【解決手段】断続的な切削加工に伴って回転工具5に生じる切削抵抗Fyが変動する場合に、回転工具5の切削抵抗Fyを算出する切削抵抗算出部32と、切削抵抗Fyに基づいて回転工具5の回転中心Cの変位量Yaを算出する工具中心変位量算出部42と、回転工具5の回転中心Cの変位量Yaに基づいて、被加工物Wの加工後形状を算出する加工後形状算出部24と、被加工物Wの加工後形状と被加工物Wの目標形状との差に基づいて、被加工物Wの加工誤差を算出する加工誤差算出部61とを備える。そして、切削抵抗算出部32は、工具中心変位量算出部42により算出された回転工具5の回転中心Cの変位量Yaをフィードバックして、過去の回転工具5の回転中心Cの変位量Yaに基づいて次の切削抵抗Fyを算出する。
(もっと読む)
加工誤差算出装置、加工誤差算出方法、加工制御装置および加工制御方法
【課題】より高精度に加工誤差を解析により算出することができる加工誤差算出装置を提供する。
【解決手段】断続的な切削加工に伴って回転工具5に生じる切削抵抗Fyが変動する場合に、回転工具5の切削抵抗Fyと回転工具5の動特性とに基づいて回転工具5の回転中心Cの変位量Yaを算出する工具中心変位量算出部42と、回転工具5の回転中心Cの変位量Yaに基づいて被加工物Wの加工後形状を算出する加工後形状算出部24と、被加工物Wの加工後形状と被加工物Wの目標形状との差に基づいて、被加工物Wの加工誤差を算出する加工誤差算出部61とを備える。
(もっと読む)
ワーク設置誤差補正部を有する多軸工作機械用数値制御装置
【課題】直線3軸および回転3軸を備える多軸工作機械において、ワーク設置誤差を補正する。
【解決手段】数値制御装置10は指令解析部11でプログラム指令を解析し、補間部12で各軸の補間位置を作成し、工具位置方向計算部で工具位置と工具方向を求め、その工具位置と工具方向に対して設置誤差量に基づいて補正工具位置と補正工具方向を計算し、補正直線軸位置と補正回転軸位置を計算する。ワーク設置誤差補正部13は各軸の補間位置を指令位置として、設置誤差量およびトレランス量記憶部14に格納された設置誤差量(並進誤差量(δx,δy,δz)、回転誤差量(α,β,γ))とトレランスD0によってワーク設置誤差補正の計算を行い直線軸3軸の補正直線軸位置と回転軸3軸の補正回転軸位置を求め、求められた補正直線軸位置と回転軸3軸の補正回転軸位置に基づいて各軸のサーボ15X,15Y,15Z,15A,15B,15Cを駆動する。
(もっと読む)
誤差補正部を備えた数値制御装置
【課題】誤差補正部を備えた数値制御装置。
【解決手段】ヘッド側合成リンクベクトルVLh,テーブル側合成リンクベクトルVLt,ヘッド側合成誤差リンクベクトルVLh’およびテーブル側合成誤差リンクベクトルVLt’の関係と補正量Δ3DとヘッドおよびZ軸コラムとの関係から、補正量Δ3Dの補正を行うことによって、工具先端点をヘッド側合成誤差リンクベクトルの先端(VLh’の先端)からテーブル側合成誤差リンクベクトルの先端(VLt’の先端)に移動し、各リンクベクトルVh,Vx,Vy,Vz,Vc,Va,Vtに伸縮誤差、並進誤差または回転誤差があっても実際の工具先端点は実際のワーク上の正しい加工位置に移動し、ワークに対する正しい加工が行われる。
(もっと読む)
多軸工作機械の幾何誤差補正システム。
【課題】短時間で多軸工作機械の幾何誤差を同定・補正することができる多軸工作機械の幾何誤差補正システムを提供する。
【解決手段】マシニングセンタMの幾何誤差補正システムSは、主軸頭2に取り付けられたタッチプローブ、テーブル3に設置されたターゲット球、制御装置21、トラニオンユニット5、主軸頭2を並進させるための各サーボモータ、および、クレードル4、テーブル3を回転させるための各サーボモータ等によって構成されており、複数の条件にて回転駆動軸の割出動作を行い、各割出条件におけるターゲット球の中心座標をタッチプローブにより計測し、それらの計測結果に基づいて、隣り合う軸間に存在する幾何誤差を同定、補正する。また、回転駆動軸の割出動作を行う際には、回転駆動軸を、オーバーシュート位置に最短距離で割り出した後に割出開始位置に割り出すようになっている。
(もっと読む)
ロボット、ロボット制御装置、ロボット制御方法、およびプログラム
【課題】ロボットの姿勢ごとのハンドに加わる重力の影響を適切に補正するロボット、ロボット制御装置、ロボット制御方法、およびロボット制御プログラムを提供することを目的としている。
【解決手段】ハンドとアーム2との間に介挿されている力センサー30に対して入力される重力の影響をモデル化した定数を有するモデル式を記憶する記憶部104と、ハンドが対象物を把持していない状態における力センサーが出力する検出値を用いて、モデル式の定数の値を算出する変数算出部106と、変数算出部が算出した定数をモデル式に代入して力センサーに対して入力される重力の影響の補正値を算出し、力センサーが出力する検出値から算出した補正値を差し引くことで、力センサーの検出値を補正する補正部107とを備える。
(もっと読む)
工作機械
【課題】被加工物を、容易に、且つ、短時間で測定して、当該被加工物を高精度に加工することができる工作機械を提供する。
【解決手段】主軸14に装着された工具TとワークWとを水平方向及び上下方向に相対的に移動させて、ワークWを工具Tにより加工する工作機械において、主軸14を回転可能に支持すると共に、上下方向に移動可能に支持されるサドル12と、ワークWを非接触で測定するワーク測定器30と、サドル12の側面に設けられ、ワーク測定器30を測定位置P1と退避位置P2との間で搬送する搬送装置15と、ワーク測定器30の測定結果に基づいて、ワークWに取付不良及び形状不良があるか否かを判定した後、この判定結果に応じて、工具T及びワークWの移動を制御するNC装置20とを備える。
(もっと読む)
機械の誤差補償値計算方法
【課題】汎用性があり、どのようなタイプの多軸制御工作機械においても、共通の方法によって幾何誤差の補償値を効率良く算出することができる上、幾何誤差の補償値の計算用として、処理能力が低く安価なCPUを搭載することを可能とする実用的な誤差補償値計算方法を提供する。
【解決手段】幾何誤差の補償値を計算する際には、機械の駆動軸のつながり順番を示す第一インデックスと、幾何学的誤差を含んだ駆動軸のつながり順番を示す第二インデックスとを求める。しかる後、第一インデックスのつながり情報にしたがって基準ベクトルをマトリックス演算して第一ベクトルを求め、第二インデックスのつながり情報にしたがって基準ベクトルをマトリックス演算して第二ベクトルを求める。そして、得られた第一ベクトルと第二ベクトルとの差分を補償値として算出する。
(もっと読む)
工作機械の補正値演算方法及びプログラム
【課題】工作機械において、幾何誤差による工具の位置若しくは位置および姿勢の誤差を補正すると共に工具の姿勢誤差を補正可能であり、しかも、補正指令による並進軸の微小動作が行われないようにすることで加工精度を向上することのできる回転軸の補正値を演算可能な方法等を提供する。
【解決手段】2軸以上の並進軸と1軸以上の回転軸を有する工作機械において、前記回転軸の指令位置と、前記並進軸の指令位置空間内の予め指定した1つの点である補正基準点の座標値と(ステップS2参照)、前記幾何学的な誤差を表す幾何パラメータと、を用いて前記並進軸の補正値を演算する。
(もっと読む)
工作機械の補正値演算方法及びプログラム
【課題】工作機械において、幾何誤差による工具先端点の位置誤差を補正すると共に工具の姿勢誤差を補正可能であり、しかも計算量が少なく、回転軸指令値に依存しない回転軸の補正値を演算可能である方法等を提供する。
【解決手段】2軸以上の並進軸と1軸以上の回転軸を有する工作機械において、幾何学的な誤差による被加工物に対する工具の位置および姿勢の誤差を補正する、前記工作機械の補正値演算方法であって、前記幾何学的な誤差を表す幾何パラメータを用いて前記回転軸の補正値を演算する回転軸補正値演算ステップ(S3)と、前記各回転軸の指令値及び前記各並進軸の指令値と前記幾何パラメータを用いて前記並進軸の補正値を演算する並進軸補正値演算ステップ(S4)とが含まれる。
(もっと読む)
工作機械の補正値演算方法及びプログラム
【課題】回転軸がクランプ状態の時に回転軸の補正値が変化し回転軸が無理に動作するのを回避して、工具の先端点の位置誤差および工具の姿勢誤差を補正するための補正値の演算方法等を提供する。
【解決手段】2軸以上の並進軸と、1軸以上のクランプ機構を備えた回転軸とを有する工作機械において、幾何学的な誤差による被加工物に対する工具の位置および姿勢の誤差を補正する、前記工作機械の補正値演算方法であって、前記クランプ機構がクランプ状態でない場合に、前記幾何学的な誤差を表す幾何パラメータを用いて前記回転軸の補正値を演算して更新し、前記クランプ機構がクランプ状態である場合に、前記回転軸の補正値を従前のものに維持する回転軸補正値更新演算ステップ(S3〜S5)と、前記各回転軸の指令値及び前記各並進軸の指令値と前記幾何パラメータを用いて前記並進軸の補正値を演算する並進軸補正値演算ステップ(S6)とを含む。
(もっと読む)
ワイヤ放電加工機、ヘッド制御方法、及びそのプログラム
【課題】ワイヤ放電加工機の上下ヘッドの相対位置ずれを、簡易的な構成と処理で正確に補正を行う。
【解決手段】本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出するコラムを有しており、コラムの先端部周辺に配設されたコラム前温度センサからの温度情報を入力する温度情報入力部41と、ヘッドの位置ずれが生じていないときの基準温度情報を記憶する基準温度記憶部46と、入力された温度情報及び基準温度情報の差分を演算する温度差演算部42と、コラムの材質における線膨張係数と、その延出部分の長さから得られる補正係数を記憶する補正係数記憶部45と、演算した温度変化及び補正係数に基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算部43と、演算されたずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正部44とを備える。
(もっと読む)
3軸加工機用ワーク設置誤差補正部を有する数値制御装置
【課題】少なくとも直線軸3軸を有する3軸加工機において、ワークの設置誤差がある場合に加工点である工具先端点位置が正しくなるように補正する数値制御装置を提供すること。
【解決手段】テーブルに取付られたワーク(加工物)に対し少なくとも直線軸3軸によって加工する3軸加工機を制御する数値制御装置はワークを設置した時の設置誤差を補正するワーク設置誤差補正部92を備える。ワーク設置誤差補正部92には並進誤差・回転誤差指定部96から並進誤差・回転誤差が補正量として入力される。補正されたプログラム指令は補間部94により補間され、98X,98Y,98Zの各軸モータは、誤差補正された補間データによって駆動制御される。
(もっと読む)
工作機械の熱変位補正装置及び方法
【課題】仕様の数が多くても設定や運用を正確且つ簡易に行うことができる工作機械の熱変位補正装置あるいは方法を提供する。
【解決手段】スケール2の有無やベッド1・テーブル5の長さの割り出し方式が相違することによって互いに異なる2つの仕様が存在する工作機械にあって、各仕様における当該工作機械の熱変位補正量を推定する補正量推定装置13・パラメータ自動選択装置14を備えており、補正量推定装置13・パラメータ自動選択装置14は、ベッド1・スケール2・テーブル5・ワーク6にそれぞれ対応する推定熱変位演算用のパラメータの集合をデータベースとして記憶すると共に、各仕様に応じた機械情報に基づいて前記データベースから前記仕様に属する前記パラメータを選択し、選択された前記パラメータによりベッド1・テーブル5・ワーク6あるいは更にスケール2における推定熱変位を演算し、当該推定熱変位を合算する。
(もっと読む)
研削盤
【課題】シンプルな構成で経年劣化の早期進行を抑え、安価な手段で、精度よく砥石寸法を検出する。
【解決手段】砥石8を回転させるホイールヘッド23を備える。第1,2移動装置は、ワーク及び砥石8を互いに接近させる第1方向と、該第1方向と交差する第2方向とに相対的に移動させる。ドレッサー4は砥石8外面をドレスする。第1,2移動装置により砥石8を第2方向に移動させ、砥石8外面が接触することにより砥石8の位置を検出するブロック片5を備える。制御装置7は、記憶する砥石8の基準位置と、砥石8外面のブロック片5への接触により検出した砥石8の検出位置とを比較して実際の砥石径を算出し、第1,2移動装置を制御してワークW及び砥石8の相対位置を補正する。
(もっと読む)
1 - 20 / 209
[ Back to top ]