
Fターム[3C269EF14]の内容
数値制御 (19,287) | プログラムの作成、管理 (3,117) | プログラムの内容 (1,894) | 補助動作指令 (130)
Fターム[3C269EF14]の下位に属するFターム
作業具、工具に関する指令 (74)
Fターム[3C269EF14]に分類される特許
1 - 20 / 56
数値制御装置
【課題】特定の加工工程の加工部位の再加工を容易におこなうことができるとともに、容易に処理を実装することができる数値制御装置を提供する。
【解決手段】NCプログラム23aは、工程が実行順に記述されるとともに、工程はシーケンシャルファンクションチャート310のステップに対応し、加工機械50を各工程が実行される直前の工程別加工準備完了状態に至らせるための工程別加工準備指令が各工程の前段に記述され、NCプログラム実行手段25aは、実行開始ステップ設定手段116bで設定された実行開始ステップに対応する実行開始工程の前段に記述された工程別加工準備指令までスキップし、実行開始工程に対応する工程別加工準備指令を実行することにより、加工機械50を実行開始工程が実行される直前の工程別加工準備完了状態に至らせた後に、実行開始ステップに対応する実行開始工程からNCプログラム23aを実行する。
(もっと読む)
工作機械及び工作方法

【課題】回転速度を指定した主軸の回転指令を実行する場合に生じる待ち時間の影響を低減し、工作時間を短縮することができる工作機械及び工作方法を提供する。
【解決手段】マシニングセンタは、加工プログラムから取得した命令が回転速度を指定した主軸5Aの回転命令である場合、主軸5Aの回転を開始するが、主軸5Aの回転速度が回転速度閾値に達するのを待つことなく、加工プログラムの次の命令の取得及び実行を行う。その後、マシニングセンタは、加工プログラムから切削移動命令を取得した場合、主軸5Aの回転速度が回転速度閾値に達したか否かを判定した後に、主軸5Aをワークへ近接させる切削移動を開始する。またマシニングセンタは、回転命令にて指定された回転速度に所定割合Aを乗じた値を回転速度閾値とし、主軸5Aの回転速度を判定する場合に回転速度閾値との比較を行う。
(もっと読む)
ブロック実行順表示装置
【課題】シーケンスプログラムおよびNCプログラムからなる制御プログラムの全体を構造的かつ視覚的に表現し、制御プログラムの実行順序および実行状態を容易に把握することができるブロック実行順表示装置を提供する。
【解決手段】数値制御およびシーケンス制御を備えた生産装置50と、シーケンスプログラム13aを実行するプログラマブルコントローラ10と、NCプログラム23aを実行する数値制御装置20と、シーケンス機能ブロックおよびNCプログラム実行ブロックを実行順に配列したブロック実行順配列を表示するブロック実行順配列表示手段116aと、配列要素の一つを選択する選択手段と、選択手段によってNCプログラム実行ブロックが選択されると、複数のNC機能ブロックを実行順に配列したNC機能ブロック実行順配列を表示するNC機能ブロック実行順配列表示手段116cを備える。
(もっと読む)
テーブル形式データによる運転機能を備えた数値制御装置
【課題】動作時間が不定な補助機能を実行することによってサイクルタイムが延びることを防止することが可能なテーブル形式データによる運転機能を備えた数値制御装置を提供すること。
【解決手段】自己のパステーブルの基準となる値Lを読み(SA01)、自己のパステーブルから基準となる値Lに近い次の指令基準値のデータを読み出し(SA02)、自己のパステーブルに指令基準値があるか否か判断し(SA03)、指令基準値がある場合には、基準となる値Lが指令基準値に到達したか否か判断し(SA04)、到達した場合には、他のパステーブルとの待ち合せ指令があるか否か判断し(SA05)、ある場合には基準となる値Lのカウントを停止し(SA06)、他のパステーブルとの待ち合わせは完了したか否か判断し(SA07)、完了した場合には基準となる値Lのカウントの停止を解除し(SA08)、他のパステーブルとの待ち合わせがない場合とともに指令を実行する(SA09)。
(もっと読む)
数値制御装置及びクランプ解除方法
【課題】制御軸の移動の指示があった場合に速やかに制御軸を移動できる数値制御装置及びクランプ解除方法を提供する。
【解決手段】数値制御装置はNCプログラム中に制御軸移動指令があった場合、クランプ制御装置にアンクランプ信号を出力する(S11)。回転テーブルを移動させる目標移動量のうちの微小移動量の移動を指示する第一移動指令を回転テーブル駆動モータに送信する(S16)。回転テーブルはアンクランプされた直後に移動できる。回転テーブル装置は高速駆動が可能となる。さらに回転テーブルが移動した場合(S17:YES)、目標移動量から微小移動量を差し引いた残存移動量の移動を指示する第二移動指令を回転テーブル駆動モータに送信する(S18)。回転テーブルは当初の目標移動量を速やかに移動できる。
(もっと読む)
NCプログラム作成装置
【課題】NCプログラムの作成において高いスキルの習得を必要とすることなくNC工作機械に最適化されたNCプログラムを容易に作成することが可能なNCプログラム作成装置を提供する。
【解決手段】CAD装置により作成される形状データからNC工作機械に出力するNCプログラムを作成するNCプログラム作成装置であって、形状データに対応する加工手順、加工方法、使用工具、工具形状、加工条件を含む加工情報を記憶する加工情報記憶手段と、NC工作機械の加工機軸数に対応して形状データから工具の加工経路を作成する動作及び被加工物に対する工具のアプローチ動作以外のNCプログラムの書式を形式化した形式ファイルを記憶する形式ファイル記憶手段と、形状データと加工情報とに基づいて加工経路を作成する加工経路作成手段と、加工経路の所定の形式ファイルを読み出してNCプログラムを作成する形式ファイル読込手段とを備えるようにした。
(もっと読む)
数値制御工作機械、制御プログラム及び記憶媒体
【課題】工具交換サイクルを短縮できる数値制御工作機械、制御プログラム及び記憶媒体を提供する。
【解決手段】制御装置のCPUは、加工ブロックの1ブロックを読み込んで解釈する(S1)。このS1の処理では、CPUは、タイミングテーブルを参照して、各指令の内容と、実行タイミングを読み取り、タイミング順に指令の内容を並び替えて、制御装置のRAMに記憶する。CPUは、指令が工具交換指令と判断した場合(S3:YES)、工具交換動作を開始する(S4)。ここで、CPUは、Z軸上昇処理を実行する。Z軸上昇処理は、主軸ヘッドが現在位置から工具交換位置(ATC原点)まで上昇する処理である。主軸ヘッド7がR点まで上昇した場合に(S5:YES)、S1の1ブロック読み取り処理でRAM73に記憶した指令の内容にタイミングAで実行する指令がある場合には(S6:YES)、当該タイミングAで実行する指令の内容を実行する(S7)。
(もっと読む)
工作機械
【課題】経験の深浅にかかわらず回転軸の回転速度を変動させるための変動値が容易に設定できるようにする。
【解決手段】ワークWを装着してモータ駆動する主軸3と、主軸3の回転速度の変動振幅と変動周期とを設定する変動値設定部14と、その変動値設定部14で設定された変動振幅及び変動周期に基づいて主軸3の回転速度を制御するNC装置12及び主軸制御部11とを備えたNC旋盤1において、変動値設定部14は、変動振幅と変動周期との比率を設定し、当該比率に基づいて変動振幅と変動周期とを同時に設定する。
(もっと読む)
工作機械における加工方法
【課題】回転軸の回転速度を連続的に変動させるような機能を有していなくても、回転速度を低下させたり取り代を小さくしたりすることなく、びびり振動を抑制することができる工作機械の加工方法を提供する。
【解決手段】NC装置5からの指令により回転速度を変化させるタイミングと、工具のワークへの切り込み及び退避のタイミングとを同期させており、工具がワークから退避した状態においてNC装置5からの指令により回転速度を一段階変化させるとともに、その指令により回転速度が変化するタイミングで工具をワークへ切り込ませ、工具のワークへの切り込みに伴う回転速度の変化が終了するタイミングで工具をワークから退避させるようにした。
(もっと読む)
工具管理機能を備えた数値制御装置
【課題】 複数の工具マガジンで工具管理を効率よく行い、工作機械の加工待ち時間を短縮できる数値制御装置を提供する。
【解決手段】 数値制御装置は、加工プログラム中の次工具指令を実行し、工具番号を識別し、工具番号に対応するポット番号を検索し、ポット番号に対応するマガジン番号を識別する。次工具が格納されている方のマガジンの状態を検知し、そのマガジンが工具を割出可能な状態であるか否かを判定し、割出可能であれば、そのマガジンに割出指令を出力する。マガジン工具交換作業中につき、マガジンが割出不能な場合は、次工具と同じ工具グループに登録されている代替工具番号を検索し、代替工具を格納するマガジンに割出指令を出力する。
(もっと読む)
主軸定位置停止の指令方法及びワーク測定方法
【課題】 主軸定位置停止の指令方法において、主軸複数位置停止・主軸定位置停止位置の設定・変更及び停止位置の微調整が容易に行なえる主軸定位置停止の指令方法を提供することを目的とする。
【解決手段】 特定のMコードと主軸回転制御に係るMコードとを除いたMコードを使用し、そのMコードと同一ブロックに主軸8の回転速度を制御する主軸機能を表すアドレス「S」に続く数値で主軸8の停止位置を指令し、NCプログラム9及びMDIの指令で主軸8を任意の停止位置に位置決め可能にする。「S」に続く数値は、主軸8を回転方向に割出した角度指令であり、基準停止位置を基準とし、そこからの相対的な角度を指令、または直前の位置からの相対的な角度を指令する。主軸定位置停止位置の複数設定や位置の変更が、NCプログラム編集やMDIを用い、マシニングセンタ1の操作画面7上で自由に行なえる。
(もっと読む)
曲面塗装装置
【課題】曲率が一定でない曲面の塗装面に対しても均一な厚みの塗膜が得られる曲面塗装装置を提供する。
【解決手段】曲面塗装装置100は、高速で塗料の吐出と吐出停止が切り替え可能で、且つ塗料の吐出時間と吐出停止時間の制御可能なノズル2と、ノズル2が取り付けられ、該ノズル2の塗料吐出口を被塗物1の塗装面に対向するように該ノズルの移動可能なロボットアーム4と、ロボットアーム4を制御するロボットコントローラ5と、ノズル2の塗料吐出時間と吐出停止時間の制御可能なノズル駆動回路7と、ロボットコントローラ5及びノズル駆動回路7を制御する主制御装置6とを備え、主制御装置6は、被塗物1の表面を仮想の三次元マトリクス面によって多数の微小塗面12に分解し、各微小塗面に対してノズル2の塗料吐出口が対向するようにロボットコントローラ5を制御すると共に、ノズル2が対向する微小塗面12の面積に応じた塗料の量を吐出するようにノズル駆動回路7を制御する。これにより、曲面の塗装面に対する塗膜の厚みを均一にする。
(もっと読む)
工作機械の熱変位補正方法及び熱変位補正装置
【課題】送り軸の各位置における熱変位の分布を推定し、更に、位置検出センサを用いて送り軸の位置を検出し、検出した位置に基づいて送り軸の位置指令に対する補正量を増減することにより、周囲環境の温度変化など機械の動作によらない熱変位も考慮して補正することができる工作機械の熱変位補正方法及び熱変位補正装置を提供すること。
【解決手段】送り軸の位置を検出しメモリに格納する(SA01)。検出した位置に対応する区間(I)の、修正後の送り軸部熱変位量(LnI’)をメモリから読み出す(SA02)。修正後の送り軸部熱変位量(LnI’)を打ち消す量を熱変位補正量とし、補正手段に送る(SA03)。補正処理を行い、処理を終了する(SA04)。
(もっと読む)
ロボット制御装置、ロボットおよびロボット制御装置の教示方法
【課題】撮影動作の教示操作が煩雑になるのを抑制することが可能なロボット制御装置を提供する。
【解決手段】このロボットシステム100は、教示位置の入力と、少なくとも教示位置に対応付けられるコマンド情報の選択とを受け付けて教示位置とコマンド情報とを組み合わせた教示データを作成する教示装置3と、教示データに基づいて動作指令を生成する指令生成部24とを備え、教示装置3により選択されるコマンド情報は、教示位置と、予め設定された教示位置に基づく補助的な動作をロボットに動作させるための補助情報とに対応付けられたステレオ視コマンドを含む。
(もっと読む)
NC工作機械
【課題】消費電力の削減を図りながら油圧アクチュエータをより応答性良く作動させる。
【解決手段】工作機械は、クロスレール6と、このクロスレール6を駆動してその動作を行わせるW軸サーボモータ24と、クロスレール6を支持しその動作に応じて動作するバランスシリンダ27と、ポンプ30及びこれを駆動する電気式のポンプモータ32を含む油圧回路28と、W軸サーボモータ24の動作を制御するためのNCプログラムを記憶する記憶手段と、NCプログラムの内容を読み取り、W軸サーボモータ24によるクロスレール6の駆動状態に応じてバランスシリンダ27に供給すべき作動油の必要供給量を演算し、当該供給量に対応したポンプ回転数を決定する回転数演算手段と、インバータ等を含むポンプモータ回転数制御手段とを有する。ポンプモータ回転数制御手段は、回転数演算手段により決定された回転数に基づきポンプモータ32の回転数を変化させる。
(もっと読む)
溶接教示プログラムの変更方法およびロボット制御装置
【課題】溶接開始位置を示す命令から溶接終了を示す命令までの区間で定義されるプログラムブロックを複数記憶する教示プログラムの修正作業時、本来修正を望むプログラムブロックを一度の操作で一括して修正できないため、修正に時間がかかり、生産開始までに時間を要し、あるいは修正抜けが生じることで溶接作業が改善されず生産性が思うように上がらないという課題があった。
【解決手段】教示プログラムにおいて複数のプログラムブロックを定義し、各プログラムブロックに識別子を付与し、本来修正を望むプログラムブロックについて同じ識別子を記憶したプログラムブロックを特定し、同じ識別子を記憶したプログラムブロックについて一括してプログラム内容を修正する。
(もっと読む)
工具配置算出装置、工具配置算出方法、制御プログラム及び記憶媒体
【課題】加工プログラムにおける工具交換時間の短縮を図ることができる工具配置算出装置、工具配置算出方法、制御プログラム及び記憶媒体を提供する。
【解決手段】数値制御装置は、工具組合せ記憶エリアに記憶している工具組合せCと組合せ回数CNとに基づいて、組合せ回数CNが複数である工具Tについて工具ポットPの特定を行う(S60)。その後、数値制御装置は、工具使用回数記憶エリアに記憶している工具使用回数TNが複数である工具Tについて工具ポットPの特定を行う(S70)。その後、数値制御装置は、1回のみ使用する工具Tについて工具ポットPの特定を行う(S80)。数値制御装置は、工具組合せCの組合せ回数CNが複数回数である場合及び工具使用回数TNが複数回数である場合に優先的に隣接する工具ポットPに工具Tを特定することで、工具交換時に工具マガジンの切替回数を減らすことができる。
(もっと読む)
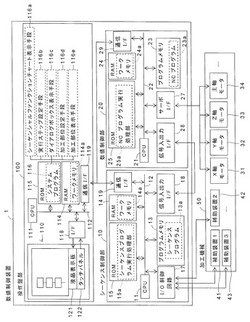
数値制御装置
【課題】 基本的な補助指令を実行するときに、補助指令の処理をシーケンスプログラムで作成する機械メーカの負担の削減するため、シーケンスプログラムの作成なしで、一般的な補助指令命令を実行できる数値制御装置を得る。
【解決手段】 数値制御装置付き機械を製造する機械メーカに供給される数値制御装置において、加工プログラムにて指令される補助指令を処理するシーケンス処理部103と、補助指令をシーケンス処理部103による処理なしで処理する組込み補助指令処理部117と、補助指令を、シーケンス処理部103及び組込み補助指令処理部117の何れで処理するかを設定する補助指令切替設定部111と、補助指令が指令されたとき、この補助指令を、補助指令切替設定部111の設定に基づいて、シーケンス処理部103及び組込み補助指令処理部117の何れで処理するかを切り替える補助指令切替処理部116とを設けた。
(もっと読む)
工具配置算出装置、工具配置算出プログラムおよび記憶媒体
【課題】工具マガジンの切替回数が最小となる工具配置を確実に算出できる工具配置算出装置、工具配置算出装置の制御プログラムおよび記憶媒体を提供する。
【解決手段】数値制御装置のCPUは、NCプログラムから工具交換指令を読み込み、工具Tの使用順番Lを記憶する(S11、S12)。使用順番Lにおいて、NCプログラムの工具の使用順で単発工具が連続する単発工具連続箇所Miを記憶する(S15)。単発工具連続箇所Miを1本の工具とみなし、順列Wの全ての組合せを生成する(S17)。各順列Wを工具配置Qに変換し、切替回数Rを算出する(S18,S19)。それ故、切替回数Rの計算に係る処理量は格段に減少するので、切替回数Rの最も少ない最適工具配置を確実に算出できる。
(もっと読む)
補正工具軌跡情報作成システム、補正工具軌跡情報作成方法、及び、補正工具軌跡情報作成プログラム
【課題】ワークの補正加工用の補正工具軌跡情報を簡単に作成する。
【解決手段】工具軌跡情報D1に基づいて加工されるワークの補正加工用の補正工具軌跡情報D4を作成する補正工具軌跡情報作成システムS0において、工具軌跡情報D1の数値制御指令値の組合せに応じて工具軌跡情報D1を分割することにより、分割工具軌跡情報D2を作成する工具軌跡情報分割手段と、分割工具軌跡情報D2の分割された範囲のうち寸法誤差が発生した範囲を補正加工範囲に決定する補正加工範囲決定手段M3と、を備える。
(もっと読む)
1 - 20 / 56
[ Back to top ]