
Fターム[3E003CB05]の内容
容器詰包装操作 (2,738) | 制御手段及び制御対象 (190) | 容器の移送機構を対象 (35)
Fターム[3E003CB05]に分類される特許
21 - 35 / 35
製函装置およびこれを備えた箱詰装置
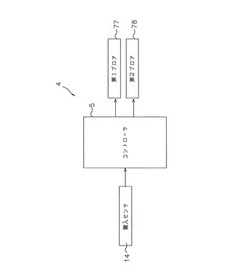
【課題】電力消費量を抑えて、省電力を実現することが可能な製函装置およびこれを備えた箱詰装置を提供する。
【解決手段】箱詰装置1では、コントローラ5が、搬入センサ14からの検知信号を受信してから第1所定時間が経過した時に、第1ブロア77を待機運転させるように制御し、第2所定時間が経過した時に、第2ブロア78を待機運転させるように制御している。
(もっと読む)
餃子のトレー詰めのための起立姿勢保持装置

【課題】成形されてコンベアにより搬送される餃子を、コンベアの送出側の転回端部から起立姿勢に保持してトレー内に落とし込む異ができ、起立姿勢でのトレー詰めを容易に可能にする餃子のトレー詰めのための起立姿勢保持装置を提供する。
【解決手段】
餃子成形機Mから送出される餃子Gを、起立姿勢で搬送する餃子送りコンベア1と、コンベアの前端部1aの回転送行部11と対向して所要の高さ位置から下方向きの縦送行部31を含む起立姿勢保持を兼ねる落とし込み手段3と、餃子送りコンベア1の下方において、トレー供給部5より供給される餃子包装用のトレーTを餃子送りコンベア1の前端部からの落とし込み位置の下方に間欠的に送るトレー送りコンベア4とを設け、餃子送りコンベア1により送られる餃子Gを起立姿勢のままトレーTに落とし込み収納できるようにする。
(もっと読む)
ガラス体収容方法およびガラス体収容装置
【課題】棒状又は管状のガラス体をケース内に落下させ、ケース内に積み重ねた状態で収容するに際し、ケース内へのガラス体の収容効率を向上させると共に、ガラス体の破損を確実に低減させる。
【解決手段】複数の棒状又は管状のガラス体Gを搬送手段2によって並列に配列した状態で搬送し、そのガラス体Gを搬送手段2の最下流部の下方に配置されたケース3内に落下させ、ケース3内にガラス体Gを積み重ねて収容するガラス体収容装置1であって、ケース3は、その内部空間が案内板4によって複数の小部屋6に区分された状態で傾斜姿勢で配置されており、搬送手段2の最下流部から落下するガラス体Gが傾斜した案内板4に沿ってケース3内の各小部屋6内に案内されるように構成した。
(もっと読む)
箱詰装置
【課題】 本発明は、個別の袋を複数集積して一群とし、その一群の袋を規定サイズの箱に詰める箱詰装置において、袋の厚みの偏りによる不都合に対応することを目的とする。
【解決手段】 個別の袋を複数集積して一群とし、その一群の袋を規定サイズの箱に繰り返し詰める箱詰装置であって、前記各個別の袋の厚みを検出する厚み検出手段と、前記一群の袋について、前記厚み検出手段より検出される前記各個別の袋の厚みを加算し、または前記厚み検出手段より検出される前記各個別の袋の厚みを所定値から減算する演算手段と、を備えることを特徴とする。
(もっと読む)
箱詰め装置
【課題】円滑に外装箱を搬送することができ、かつ外装箱を昇降移動させずに外装箱内に確実に物品群を押し込むことができる、箱詰め装置を提供する。
【解決手段】開閉装置13と、挟圧装置8と、押し込み装置14と、外装箱搬送装置80と、案内部材20と、開閉装置13、挟圧装置8、押し込み装置14及び外装箱搬送装置80を制御する制御装置30と、を有する箱詰め装置100であって、案内部材20を昇降駆動する案内部材昇降装置21を備え、制御装置30は、外装箱搬送装置80を制御して外装箱Cを搬入し、案内部材昇降装置21を制御して案内部材20を降下させて外装箱Cの開口部の縁を枠材の外面側に接触させ、押し込み装置14を制御して外装箱Cに物品群を押し込む。
(もっと読む)
物品箱詰め装置
【課題】 従来の物品箱詰め装置は、物品を定位置で積層するのに、簡単な構成で、処理スピードが速く、且つきれいに整列させた状態で積層できるものはなかった。
【解決手段】 コンベア装置1で順次搬送されてくる平面視矩形で薄形の物品Yをコンベア終端部1aから順次無停止状態で送出して、各物品Yをコンベア終端部1aの下方で待ち受ける収納箱X内に所定個数だけ積層状態で収納し得るようにした物品箱詰め装置において、コンベア終端部1aに、該コンベア終端部から送出される物品Yを乗り越させて減速させた後、表裏反転させて落下させるための物品減速反転部材2を取付けていることにより、物品Yを収納箱X内に、簡単な構成で、処理スピードが速く、且つきれいに整列状態で収納・積層できるようにした。
(もっと読む)
箱詰め装置
【課題】一度に2つの外装箱にそれぞれ複数の物品を押し込むことができる箱詰め装置であって、かつ物品の形状や剛性に因る制約を受けずに汎用性を有する箱詰め装置を提供する。
【解決手段】床板13Aを開閉駆動する床開閉装置13と、一対の挟圧板8Dの間に床板13A上に整列した物品からなる物品列を列方向から挟圧する挟圧装置8と、床板13Aが撤去された状態において挟圧された物品列の上面を押し込み板14Fによって下方に押して物品列を挟圧板8D間から下方に脱出させて、外装箱Cに物品列を押し込む押し込み装置14と、制御装置30と、を有する箱詰め装置であって、一対の挟圧板8Dの間に挟圧板8Dに並列する平板の仕切板15を有し、仕切板15の両側に物品列が挟圧される。
(もっと読む)
カートナー
【課題】カートンの上方に物品を押し出し、その物品をそのまま下ろしてカートンに挿入するというレイアウトが求められるカートナーにおいて、物品を無理なく正しい姿勢でカートンに挿入できるようにする。
【解決手段】上面の開口したカートン101の上方に水平方向へのスライドが可能なシャッタ110を配置する。シャッタ110をシャッタ駆動装置111が、カートン101を覆う進出位置と、カートン101を露出させる退避位置との間で移動させる。シャッタ110の上方に配置された真空吸着式の移載チャック120は、進出位置にあるシャッタ110の上に押し出し装置で押し出された物品2を吸着して上昇する。その後シャッタ110は退避し、移載チャック120は降下してカートン101に物品2を挿入する。
(もっと読む)
プリント包装装置、これを用いたプリント作成装置、および、プリント作成方法
【課題】同一のプリンタで複数サイズのプリントを作成した場合にも、各プリントサイズに対応する適切なサイズの包装袋にプリントを自動で包装することのできるプリント包装装置、これを用いたプリント作成装置およびプリント作成方法を提供する。
【解決手段】プリントのサイズおよび枚数の少なくとも一方に応じて決定された寸法の包装袋を作製し、作製した包装袋にプリントを封入することにより、上記課題を解決する。
(もっと読む)
カートン詰め装置
【課題】 物品を詰めた後、カートンの胴部の直角度をきちんと出した状態でフラップを貼り合わせることのできるカートン詰め装置を提供する。
【解決手段】 カートン10は、胴部11を起函し、フラップ部を進行方向側方に向けた状態でコンベア20により搬送される。搬送中にカートン10に物品Aが詰められ、内フラップ12が折り曲げられ、さらに下フラップ13が折り曲げられ、下フラップ13の表面にホットメルト接着剤が塗布される。その上に上フラップ15が折り曲げられた後、カートン10は上フラップ15の外側から矯正ベルト30で挟まれる。矯正ベルト30はコンベア20に併走しながらコンベア20との速度差でカートン胴部11の形状を矯正し、加圧ベルト40に引き渡す。加圧ベルト40はコンベア20に併走しながら上フラップ15に所定の圧力を加え、カートン形状矯正状態でホットメルト接着剤を固化させる。
(もっと読む)
カートニングマシン
【課題】 間欠型と連続型の両方の機能を併せ持った安定度の高いカートニングマシンを提供する。
【解決手段】 製品1の連続・間欠搬送切替が可能な製品搬送部2と、製品搬送部に並設されて製品が充填されるカートン3の連続・間欠搬送切替が可能なカートン搬送部4と、製品搬送部の一側方に複数設けられて、製品搬送部の製品をカートン搬送部のカートンに充填する充填プッシャー5a,5bのX−Y軸動作イとY軸動作ロとの切替が可能な充填部と、カートン搬送部の両側方に設けられて、製品充填後のカートンを封緘するために搬送方向への往復動作・固定切替が可能な封緘部6と、製品搬送部、カートン搬送部、充填部及び封緘部を各々独立して駆動する駆動手段を同期制御して一連の動作を行う制御手段と、を備えた。
(もっと読む)
箱詰装置、箱姿勢変更装置、および箱姿勢変更方法
【課題】姿勢変更処理のスループットを低下させることなく、安定して箱の姿勢を変更することができる姿勢変更装置、姿勢変更方法、および箱詰装置を提供する。
【解決手段】装置外部から多段積層ユニット200に供給され、水平第2方向(Y軸方向)に整列させられた一列の包装商品群を、第1押圧部210の固定案内部材211および可動案内部材216によって水平第2方向に押圧する。次に、第2押圧部230の規制部材241および送り部材257によって、一列または一段の包装商品群を水平第1方向(X軸方向)に押圧する。続いて、第3押圧部260のシャッター245および載置台261によって、一段または多段の包装商品群を垂直方向(Z軸方向)に押圧する。これにより、各包装商品3の間に生ずる隙間空間を減少させることができる。
(もっと読む)
箱詰装置、整列ユニット、および整列方法
【課題】装置のスループットを低下させることなく複数の包装商品を立体的に整列させる整列ユニット、整列方法、および箱詰装置を提供する。
【解決手段】箱5の姿勢を開口面6cが横向きとなる姿勢から上向きとなる姿勢に変更する場合において、(1)まず、シリンダ325によってロッド326を矢印AR10方向に伸ばすことにより、イス部310に保持された箱5は回転軸322を中心に回動する。これにより、箱5の開口面6c側の高さ位置が、奥側の高さ位置と比較して高くなる。次に、シリンダ335によってロッド336を矢印AR11方向に縮めることにより、箱5は回転軸332を中心として回動する。これにより、箱5が、開口面6cを上向きとする姿勢に変更される。
(もっと読む)
詰め込みカルーセルを有する梱包システム
梱包システムは、詰め込みカルーセルの両側部を利用し、その詰め込みカルーセルは、梱包システムの高さ及び設置面積を低減する。質量及び慣性も低減し、高速運転が可能となる。詰め込みカルーセルは、第一側部にて、開いたカートンを受け取り、第二側部にて、カートンを製品グループの上に降下させる。  (もっと読む)
(もっと読む)
包装装置
【課題】製品20を継続的に包装する。
【解決手段】包装装置10は、レーンサイズが変更可能であり、製品を製品セットとし、プロダクトセットを所定の制御方法によってレーンチェーン速度に加速させるデュアルサーボグループ化機構110を有するグループ化機構14を有する。グループ化機構14は、レーンに設けられたカム面64によってレーンに回転するタイミング突起60をさらに有する。タイミング突起60が製品セットをレーンの下流側へ押し進めたときに、カム面の上昇した表面に製品が乗る。このため、製品セットの製品の間に間隔が開くことが抑制される。
(もっと読む)
21 - 35 / 35
[ Back to top ]