
Fターム[3E050CA06]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材の供給(供給手段) (784) | 他の手段と兼用の供給手段 (50) | 成形、閉鎖手段と兼用 (48)
Fターム[3E050CA06]の下位に属するFターム
横シール手段と兼用 (36)
Fターム[3E050CA06]に分類される特許
1 - 12 / 12
横型製袋充填機のエンドシール装置
【課題】横型製袋充填機のエンドシール装置において、夫々のシール体を夫々任意の位置に自動停止し、夫々のシール体のシール面の清掃や夫々のシール体の交換等のメンテナンスを容易にする。
【解決手段】筒状フィルム24に対しエンドシールを施すエンドシール装置1において、各駆動モ−タ7,10により互いに反対向きX3,X5へ回転する上下両回転軸3,5には、夫々、噛合い位置Pで相対向するシール面間に筒状フィルム24を挟んでエンドシールを施すシール体2,4を配設している。所定の信号入力に基づき、各回転軸3,5の回転速度または回転量を変化させて夫々のシール体2,4のシール面を予め設定された停止位置で停止させるように、各駆動モ−タ7,10を駆動制御する制御手段39を備えている。
(もっと読む)
包装システムならびにその制御方法

【課題】後処理装置22が停止しても良品のPTPシート1を系外に排出する必要がなく、かつ、包装システム10を停止してもポケット2に収容された内容物5が熱による劣化を生じない包装システム10を提供する。
【解決手段】基材シート6に形成されたポケット2に内容物5を充填する充填装置14と、シート状の蓋材4を基材シート6に熱圧着してポケット2の開口部を閉塞する蓋取付装置18と、基材シート6および蓋材4の接合体からPTPシート1を打ち抜く打抜装置20と、PTPシート1を後処理装置22へ向けて搬送する搬送装置24とを備える包装システム10に対して、さらに、後処理装置22が停止したときに後処理装置22に代わってPTPシート1を受け入れるバッファ装置32を搬送装置24の下流側に配設することにより上記課題を解決することができる。
(もっと読む)
回転カッターユニット及び充填包装装置
【課題】包装連結帯の連結部に対するミシン目の切り込み処理及び切り離し処理の切換作業を従来よりも短時間で行うことが可能な回転カッターユニット及びそれを用いた充填包装装置を提供する。
【解決手段】刃受けローラ20と刃付きローラ10との間の相対的な回転位相が調整可能に構成されていて、複数の刃受け面23〜28は、それぞれ刃受けローラ20のローラ軸21方向に帯状に延びる平面若しくは多溝面の領域に区画されていて、回転位相の調整によって刃先13が接触する刃受け面23〜28の接触領域が平面及び多溝面のいずれかに切り換え自在に構成されている。
(もっと読む)
麺玉の自動丸め方法及び自動包装方法並びにその装置
【課題】麺玉を設計形状に形成するとともに、逆ピロー包装装置を使用して麺玉群を正ピロー状態で包装する。
【解決手段】設計長さに切断された麺線群mを、固定ローラ6と変位ローラ7とからなる一対のローラ上に供給し、該記両ローラの回転により前記麺線群mを丸める方法であって、前記両ローラを正回転させて前記麺線群mを丸めて麺玉M0を形成する行程と、前記麺線群mの終端部が前記ローラの食い込み入口に達したときに、前記変位ローラ7を変位させてローラ間隙tを広げ、食い込みローラ間隙t1にする行程と、前記変位ローラ7を逆回転させ、前記ローラ隙間t1に食い込まれる前記麺玉M0を押圧しながら元の位置に戻す行程と、を備えている。
(もっと読む)
金属フィルム成形装置及びPTPシートの製造装置
【課題】金属フィルムを十分にクランプした状態でポケット部を成形することができる金属フィルム成形装置、及び、当該金属フィルム成形装置を具備するPTPシートの製造装置を提供する。
【解決手段】下型41の挟持面を、薄板材61で構成する。薄板材61は、ステンレス製の金属薄板であり、可撓性を有すると共に面方向への伸張をほとんど生じない部材となっている。この薄板材61の金属フィルム3との接触面61a(すなわち下型41の挟持面)は、ショットブラストやエッチング処理等により、梨地のごとくざらついた粗面となっている。また、薄板材61の下層には、弾性材62が積層されている。弾性材62は、エラストマで構成された弾性体であり、下型41の凹部41aに、一部を収容された状態で取着固定されている。上記薄板材61は、この弾性材62に接着剤等で固定されている。
(もっと読む)
充填包装装置
【課題】 不適切な条件による充填包装を簡単に防止することができる充填包装装置を提供する。
【解決手段】 包装フィルムFを熱シールすることによって包装袋Pを連続して形成する包装手段1と、包装手段1による包装タイミングに応じて発せられる充填開始信号に基づいて包装袋P内に流動性の内容物Wを定量ずつ間欠的に供給する充填手段2と、包装手段1の包装条件と充填手段2の充填条件を設定するための設定手段3と、充填手段2による充填処理中に、次なる充填開始信号が有るか否かを判定する制御手段と、を備えてなる。
(もっと読む)
縦型充填包装機及び包装袋の製造方法
【課題】 生産効率よく包装袋を製造することができる縦型充填包装機等を提供する。
【解決手段】 縦型充填包装機1は、1回の製造工程で2つの包装袋65を同時に製造するために2つの包装機構10A、10Bを備えている。各包装機構10A、10Bには、1つの原反ロールから引き出された長尺フィルムを2つに切り分けたフィルムが供給される。一対のシゴキローラ25、横シール機構30、及び、切断機構40はいずれも、2つの筒状フィルム60を一括して挟み込むことができるように両包装機構10A、10Bに対して共通の構成となっている。
(もっと読む)
包装袋製造装置
【課題】 長尺外フィルムと長尺内フィルムを重ねて引き出しつつ、横シールと縦シールを施して、縦シールと横シールに囲まれる部分が収容部となる包装袋を2列に連続製造する装置において、包装袋単位に切り離したときに、包装袋の縦シール側縁に反りが生じることを防止する。
【解決手段】 縦シール装置3は、フィルムの走行路を挟んで対向配備された加熱ローラ31と縦シール位置に対応する3つの押圧ローラ41、41、42とからなり、各押圧ローラは夫々独立した押圧調整装置48、48、48に連繋されている。縦シール時の各押圧ローラの押圧力を独立して調整して、袋の縦シール縁に反りが生じることを防止できる。
(もっと読む)
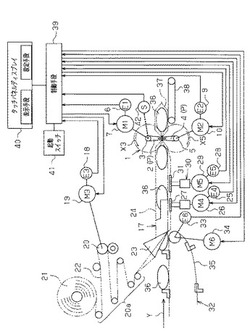
充填包装機
【課題】 大容量の内容物が充填されるような場合であっても、横シール状態を良好に行うことのできる充填包装機を提供すること。
【解決手段】 連続移送されるフイルムFを、対をなす縦シールロール部材4Bによって挟み付けながらフイルムFの長手方向に沿って縦シールする縦シール機構4と、この縦シール機構4によって縦シールFHした筒状のフイルムF内に内容物Wを充填する充填機構6と、前記筒状のフイルムFを送りつつフイルムFの底部側および袋口側となる箇所をフイルムの幅方向に沿って対をなす横シールロール5Aの横シール部材5Bによって挟み付けながら所定の間隔にて横シールFSする横シール機構5と、を備えた充填包装機であって、前記横シール機構5より前記フイルムFの移送方向下流側にて、前記横シール機構5の横シール部材5Bによってヒートシールされた前記フイルムFの横シールFS箇所をエアの吹き付けによって冷却するエア噴射ノズル機構7を配設してなる充填包装機。
(もっと読む)
充填包装機
【課題】 大容量の内容物が充填されるような場合であっても、横シール状態を良好に行うことのできる充填包装機を提供すること。
【解決手段】 横シール機構5に設けられたそれぞれの横シール部材5Bの回転方向上流側の端縁箇所には、横シールロール5Aの回転方向の上流側に向けて延びる断熱性材料からなる押圧絞り部8を設けてなることを特徴とする充填包装機。
(もっと読む)
充填包装機
【課題】 大容量の内容物が充填されるような場合であっても、横シール状態を良好に行うことのできる充填包装機を提供すること。
【解決手段】 横シール機構5に設けられたそれぞれ対をなす横シール部材5Bの回転方向下流側の端縁箇所には、横シールロール5Aの回転方向の下流側に向けて延長する押圧矯正部8を設けてなることにより、筒状に形成された包装フイルムFの幅方向に沿って横シール機構5に設けられた対をなす横シールロール5Aの横シール部材5Bによって挟み付けながら横シールFSした後に、フイルムFの送り動作と合わせて横シールFS箇所より下流側に位置した包装袋Pの外面側を押圧矯正部8によって挟んだ状態にて包装袋Pを移送する間に、横シール部材5Bによって加熱されてシールされた横シールFS箇所の内面側のシーラント層が冷却されて充分なシール強度が確保されたシール状態にて包装袋Pを繰り出すことができる。
(もっと読む)
製品を包装するための方法と装置および包装製品のアレイ
キャンディーなどの製品(3)を包装する方法であって、輸送方向に連続的に移動している第1のシート(1)上に製品を配置し;同じ輸送方向に連続的に移動し、第1のシートに対して実質的に面平行に整合された第2のシート(2)で製品を覆い;第1と第2のシートを、封止装置(22)によって個々の製品またはグループ分けされた製品の外縁付近で互いに封止する各工程を有してなり、封止装置が、移動しているシートの一方の側で移動方向に対して実質的に垂直に延在した封止リブ(12)を備え、封止リブ(12)がシートと同じ速度で動かされており、この封止リブが第1と第2のシートを、移動している製品の間で互いに封止するものである方法が開示されている。  (もっと読む)
(もっと読む)
1 - 12 / 12
[ Back to top ]