
Fターム[3E050CA07]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材の供給(供給手段) (784) | 他の手段と兼用の供給手段 (50) | 成形、閉鎖手段と兼用 (48) | 横シール手段と兼用 (36)
Fターム[3E050CA07]に分類される特許
1 - 20 / 36
スティック型包装袋製造用の充填包装機及びスティック型包装袋の製造方法
【課題】重ね合わせ部を幅方向の端部寄りに移動させた形態のスティック型包装袋を製造するに当たり、簡単な構造で以て重ね合わせ部を正確な位置に形成する。
【解決手段】包装フィルムFは、偏向装置35により、裏面Fbを正面から視て左右いずれかに振られた方向に向けた姿勢で下方に送られてフォーマ装置50に導入され、振られた方向から視て幅方向の中央部において両側縁部を重ね合わせて筒状に回曲されたのち、重ね合わせ部11に縦シールが施されて筒状体Tが形成される。筒状体Tに対して内容物Aが充填されつつ正面から横シールが施されることでスティック型包装袋10が形成される。筒状体Tに形成された重ね合わせ部11は、正面から視れば幅方向の一側に寄った位置にあり、この筒状体Tに対し正面から横シールを施すことから、重ね合わせ部11が幅方向の端部寄りの位置に来たスティック型包装袋10が製造される。
(もっと読む)
確実に横シール部を形成可能な自動包装機械

【課題】第1横シール装置が横シール部を一層確実に隙間なく形成するための技術を提供する。
【解決手段】自動包装機械1は、フィルム折り返し部5と、縦シールユニット7と、第1横シールユニット8と、第2横シールユニット9と、第3横シールユニット10と、充填ユニット6と、を備えている。そして、自動包装機械1は、第1横シールユニット8よりも包装フィルム15の走行方向Aの上流側に配置され、第1横シールユニット8によって形成される横シール部18に相当する位置で包装フィルム15を部分的にヒートシールする第3横シールユニット10を更に備えている。
(もっと読む)
多列スティック自動包装機の横シール装置及び多列スティック自動包装機
【課題】 簡単かつ安価で軽量な構成としながら、対面配置される横シール金具の長手方向に亘ってシール面圧を均一化することができる多列スティック自動包装機の横シール装置を提供する。
【解決手段】 本発明は、複数条の包装フィルムF’を袋状にフォーミングし、フォーミングされた両端重ね合わせ部に縦シールを施し、筒状になった包装フィルムを横シール装置7の横シール金具71、81(82)により横方向に挟み込んで横シールを施し、その中に充填パイプ5を用いて内容物を充填した後、内容物投入口を横シールすることで包装体を多列同時に成形する多列スティック自動包装機1の横シール装置7であって、横シール金具81、82が長手方向において複数に分割されていると共に、横シール金具81、82が支持部材80に対して挟み込み方向に沿った平面内において支点軸80A,80B廻りに回動自在に支持されている。
(もっと読む)
多列自動包装機のフィルムフォーミング機構用フォーマーリング、多列自動包装機のフィルムフォーミング機構及び多列自動包装機
【課題】 包装フィルムつぎ動作やセッティング動作を容易にし、これらの作業時間を短くすることができる多列自動包装機のフォーミング機構用フォーマーリングを提供する。
【解決手段】 本発明は、原反ロールFHから供給される帯状のフィルムF’を、内側部材(充填パイプ)4の外周に巻き付けつつ、内側部材4と外側のフォーマーリング20の開口部との隙間を通過させることにより、フィルムを略筒状に成形するフォーミング機構用フォーマーリングであって、フォーマーリング20は前記開口部の中心軸に対する円周方向において複数に分割されていると共に、分割されたフォーマーリング25,26が前記中心軸に向かう方向に弾性付勢されており、フィルムの厚さが所定以上である場合に、前記隙間を通過する際にフィルムの厚さ方向に生じる力によって、分割されたフォーマーリング25,26が半径方向外側に移動可能に構成される。
(もっと読む)
多列スティックタイプ自動包装機の個別噛み込み検知装置
【課題】多列分の横シールの内、実際に内容物噛み込み現象が発生している列分のみを検知して、これを排除することができる個別噛み込み検知装置を備えた多列スティックタイプ自動包装機を提供する。
【解決手段】個別噛み込み検知装置は、カッター装置真上の各列毎に配置構成され、且つ各列毎に単独に動作し、横シール機構によって順次下方に搬送された封止状包装袋の横シール部分を挟み込むことにより、この横シール部分の厚さを測定する。そして、この測定された横シール部分の厚さが予め設定されたしきい値を超えた場合に、内容物噛み込みが発生している不良品と判定して、カッター装置真下の各列毎に配置構成された個別排出装置によって、不良品の判定が行われた個々の包装体を不良品排出に導くようにしている。
(もっと読む)
多列スティックタイプ自動包装機の原料計量供給機構
【課題】多列スティック自動包装機の原料供給機構において、多列化に伴う部材コストの急激な上昇を抑えると共に、高速な計量動作と手間の掛からない機器調整作業を実現した原料供給機構を提供する。
【解決手段】本発明の原料供給機構3は充填筒21を側面視左方向に回転させ、この結果、ホッパー2内の粉末原料は一方の三角ポケットシャッター26内に落下し、この粉末原料が充填筒21の最下端の位置まで充満した状態で落下停止になる。また、上記粉末原料が一方の三角ポケットシャッター26内に投入される動作と同時に、開閉板23は他方の三角ポケットシャッター27を開放し、この結果、他方の三角ポケットシャッター27内に保持されていた計量済み粉末原料は、直下の包装袋内に充填されて原料供給作業が完了する。
(もっと読む)
縦型多列自動包装機の包装フィルム両端みみ取り機構
【課題】包装機運転に伴って常に発生していた原反フィルム両端みみ部分に対して、これを吸引して回収するみみ取り機構の駆動用エアーの根本的な消費抑制を実現出来る縦型多列自動包装機のみみ取り機構を提供する。
【解決手段】縦型多列自動包装機には、原反フィルムを複数条の包装フィルムにスリットする際に発生する原反フィルム両端みみ部分を回収するためのみみ取り機構が設置されており、こののみみ取り機構に供給される圧力エアーは、横シール機構から排気されるエアーを再利用して用いている。
(もっと読む)
縦型多列自動包装機における連続包装体の穿孔機構
【課題】連続包装体の横シール部分に楕円形状のパンチ孔を開ける際に、確実に打ち抜くことができるようにして打ち抜かれなかったパンチ抜きカスが連続包装体に残留する事態を防止できる縦型多列自動包装機の穿孔機構を提供する。
【解決手段】一度に複数本のスティック包装袋を連続的にシール成形できる縦型多列自動包装機の穿孔機構は、奥側の横シール金具中央付近にパンチ抜き型13が備えられ、このパンチ抜き型の裏側にパンチ抜きカス回収機構が付設されており、手前側の横シール金具中央付近にパンチ上刃14が組み入れられ、このパンチ上刃を出す若しくは引くように駆動するエアーシリンダ16,17がパンチ上刃に連結されており、このパンチ上刃内には、突き刺し針15が貫通して配設され、この突き刺し針をパンチ上刃の先端部分より出す若しくは引くように駆動するエアーシリンダが突き刺し針に連結されている。
(もっと読む)
スリッター装置の回転上刃取り付け構造
【課題】部品点数を少なくして部品構成の単純化を図り、同時に組み立て容易化が実現できる経済的なスリッター装置を提供する。
【解決手段】縦型多列自動包装機のスリッター装置を構成するスリッター上刃セット14は、スリッターホルダ24にゴム等の弾性部材25とスリッター上刃22を嵌め込み、スリッターホルダ24の装着軸に形成された雄ネジ部27とホルダクランプ26の内径に形成された雌ネジ部28を螺動締結させてスリッター上刃22とゴム等の弾性部材25をスリッターホルダ24に止着している。そしてホルダクランプ26には、増し締め作業を行うための穴部29が穿口されており、この穴部29に差し込まれた棒状工具30の最遠端を持って、スリッターホルダ24とホルダクランプ26の螺動増し締め作業を行う。
(もっと読む)
多列スティック自動包装機のスライド計量機構の補強
【課題】シャッター板中央付近の重力による歪みを矯正して隙間増加を抑え、結果として重量が軽くコストの安い機構であっても粉漏れが発生しない構造を有する多列スティック自動包装機のスライド計量機構を提供する。
【解決手段】多列スティック自動包装機のスライド計量機構4において、シャッター板21の下には補強部材22が掛け渡され、このシャッター板21と補強部材22の間には、垂直方向に伸び縮み自在の押圧部材23、24、25が設置されている。そして、スライド供給盤5と、この直下に押接されているシャッター板21との隙間増加を抑えるために、シャッター板21と補強部材22の間に設けられた押圧部材23と押圧部材24と押圧部材25を垂直上方に向かって延伸調整し、シャッター板21で発生した重力による歪みを矯正している。
(もっと読む)
充填包装機
【課題】単ピッチ充填方式と倍ピッチ充填方式を、任意に切り換えることができるとともに、倍ピッチ充填方式における充填量を2倍以上に増やすことができる充填包装機を提供する。
【解決手段】軸(Z)の周りに環状に配置された複数のシール部(14)と、軸の周りを複数のシール部(14)と共に回転可能に設けられた回転板(16)を有し、連続的に供給される帯状の包装材(12)を折り合わせ、次に、折り合わされた包装材(12)を2つのシールバー(27、28)で挟持して、包装材(12)を該包装材の長手方向に所定の間隔をあけて該包装材を幅方向にヒートシールして袋部(44)を形成し、該袋部(44)に充填物(47)を充填する充填包装機において、複数のシール部(14)を、一つおきに、第1のシールバー(27)と第2のシールバー(28)が包装材(12)を挟持可能な作動状態と包装材を挟持不能な非作動状態に切り換える切換機構(110)を備えた。
(もっと読む)
縦型多列自動包装機のインパルス縦シール機構に対応する充填パイプ
【課題】縦型多列自動包装機の充填パイプにおいて、インパルス縦シール機構によるシール強度を確保しつつ、インパルスヒートシールバーの押圧力の反作用によって発生する衝撃を緩和する。
【解決手段】一度に複数本のスティック包装袋を連続的にシール成形できる縦型多列自動包装機のフォーミング機構は、フォーマー部材6とこのフォーマー部材6に嵌め込まれた充填パイプ5とで構成され、この充填パイプ5には、重ね合わされた包装フィルム両端部に縦シールを施すためにインパルスヒートシールバー70が押圧され、このインパルスヒートシールバー70に相対するパイプ部51の正面部分に対して耐熱性の弾性部材54が嵌め込まれている。
(もっと読む)
充填包装機
【課題】幅方向シール位置の調整を容易に行うことができる充填包装機を提供する。
【解決手段】回転体16の周りに所定の間隔をあけて複数のシーリングバー13と複数の充填シュート101が配置されており、隣接するシーリングバーに支持されると共に充填シュートの筒状下部111が挿入された袋部115内に上記充填シュートから充填物を落下充填する充填包装機において、袋部内に挿入される充填シュートの筒状下部に、充填物の充填時に袋部内に位置し且つ袋部に加わる張力に応じて外側から内側に向けて変形可能な変形部121を設けた。
(もっと読む)
自動包装機のフィルムフォーミング調整機構
【課題】包装動作前の準備作業におけるセーラー部材の取り付け位置設定が容易に実施できると共に耳ずれ現象が発生した際のセーラー部材の取り付け位置調整が容易に実施できる自動包装機のフォーミング機構を提供する。
【解決手段】セーラー部材6は、背面部60と、基台部61と、この基台部61の取り付け位置を調節する右側調節ネジ部62及び左側調節ネジ部63と、右側ネジ部64及び左側ネジ部65と、包装フィルム両端部を引き出す切れ込み部66で構成され、フォーミング機構に送り込まれてくる包装フィルムの位置がずれた場合、右側調節ネジ部62及び左側調節ネジ部63を出す又は引くようにして充填パイプ5を中心としてセーラー部材6を右回転又は左回転させる。この結果、切れ込み部66に引き出された包装フィルム両端部の長さが揃うことになる。
(もっと読む)
自動包装機の超音波横シール機構における圧力制御
【課題】超音波ヒートシールを用いた横シール機構を搭載した自動包装機において、超音波ヒートシール機構と包装フィルムを挟み込んで引き下ろす機構を一つの機構で実施して自動包装機の動作速度を速くすると共に機器のコストを安くする自動包装機の横シール機構を提供する。
【解決手段】超音波シール装置を用いた横シール機構において、円筒形状の包装フィルムを挟み込んで超音波ヒートシールを施す場合は、エアーレギュレータ92からの低いエアー圧力を選択するように電磁弁91を切り替え、円筒形状の包装フィルムを挟み込んだ状態のままで一つの包装袋分だけ下方に引き下ろす場合は、エアーレギュレータ93からの高いエアー圧力を選択するように電磁弁91を切り替える。
(もっと読む)
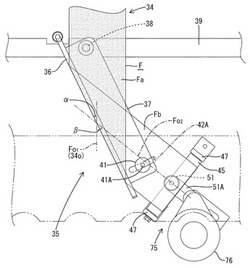
包装容器製造における成形装置、成形機械、包装積層材ウェブ、成形方法及び工程
包装容器がチューブから製造される型式の包装機械に使用するための成形装置及び方法。成形装置22a、22b、22cは、チューブをその間に平らに横たえ、熱可塑性樹脂を加熱し且つチューブの第1の横断方向シールを得るために締め付けるように構成される2つの対向するシーリング要素58、60を備える。それは、2つの容積制御要素28、30をさらに備える。この成形装置は、第1の横断方向シールに対して基本的に直角な変位方向Dに、変位方向に対して所定の傾斜角度βを有して配置される壁41を有する対応する最終包装容器40の、後での整形を可能にするように、第1の横断方向シールをチューブの第1の部分の長手方向軸64に対して偏心して変位させるように構成されることを特徴とする。本発明は、機械、工程及び包装積層材にも関する。  (もっと読む)
(もっと読む)
縦型多列自動包装機における封筒貼り方式のフィルムフォーミング機構
【課題】包装フィルムを成形する際の規制をより強力に実施して封筒貼りした円筒袋形状の乱れを防止し、シール仕上がり悪化若しくはシール不良を防ぐことができる縦型多列自動包装機のフォーミング機構を提供する。
【解決手段】一度に複数本のスティック包装袋を連続的にシール成形できる縦型多列自動包装機のフォーミング機構は、穴部63とガイド溝62を有するフォーマー部材6と、このフォーマー部材6の穴部63に嵌め込まれた充填パイプ5とで構成され、この充填パイプ5とフォーマー部材6の穴部63との隙間に差し込まれた包装フィルムは、ガイド溝62によって両端部分に対する重なり具合を一義的に規定されると共に重ね合わせ幅も一定に規定される。この結果、包装フィルムに対する強力な規制が実現できる。
(もっと読む)
包装袋及び包装装置
【課題】取り扱いが容易な包装袋及びこの包装袋を使用した簡易包装装置を提供する。
【解決手段】樹脂製のフイルムチューブ5を複重に折り繰りして当該フイルムチューブ5の径方向に複重の折り畳み部を備えた包装袋1であって、前記フイルムチューブ5の内側に偏平状に折り畳み自在かつ繰り返し使用可能な芯部材3を備え、前記端縁部は封止してあり、かつ前記芯部材は偏平状に折り畳んだときに折り畳んだ状態の長手方向が前記封止部の長手方向とほぼ等しいものである。装置は、前記フイルムチューブ5の内側に備えた芯部材3を支持するための包装袋支持部15A,15Bを備えた支持台13A,13Bと、この支持台13A,13Bの下方位置において前記包装袋1を下方向へ引き込むための袋引き込み手段17と、引き込まれた包装袋1を封止するための封止手段と、封止した後の包装袋を切断分離するための袋切断手段37とを備えている。
(もっと読む)
縦型多列自動包装機におけるカッター装置の冷却機構
【課題】エアー消費量が少なく、且つ冷却効率が良いカッター装置の冷却機構を提供する。
【解決手段】冷却機構7における冷却ノズル20は、エアー供給管40が接続されたスピードコントローラ30と、このスピードコントローラ30のエアー出口に取り付けられた冷却パイプ60と、この冷却パイプ60に嵌め込まれた付加冷却パイプ70と、冷却ノズル20全体を保持する支持部材50とで構成されている。付加冷却パイプ70と嵌め込まれた冷却パイプ60との間に隙間が存在しており、冷却パイプ60から付加冷却パイプ70内に放出された供給エアーは、付加冷却パイプ70内の空気と共に付加冷却パイプ70の放出口から冷却エアーとして噴出され、従来の冷却機構よりも多い冷却エアーが確保される。
(もっと読む)
スティック包装と三方シール包装の兼用自動包装機
【課題】コストアップを極力排除した2種類の包装袋を作ることができる兼用自動包装機を提供する。
【解決手段】本発明における兼用自動包装機で、スティック包装形態の袋を作る場合は、一体化された横シール装置7とカッター装置8を包装機正面視前後方向に動くように設定して、縦シールされた部分が包装袋中央部にくるように横シールを施す。また、本発明における兼用自動包装機で、三方シール包装形態の袋を作る場合は、一体化された横シール装置7とカッター装置8を包装機側面視前後方向に動くように設定し、同時に充填パイプ5の下端に対して製袋棒部材32を付加したものを設置する。その上で縦シールされた部分が包装袋端部にくるように横シールを施す。
(もっと読む)
1 - 20 / 36
[ Back to top ]