
Fターム[3E050CC07]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材の供給(処理) (421) | 化学的処理 (127) | 熱的処理 (76)
Fターム[3E050CC07]に分類される特許
61 - 76 / 76
外観検査装置及びPTP包装機

【課題】PTPシートの製造過程における外観不良を検査するに際し、透過式検査及び反射式検査を略同一位置において実施でき、省スペース化、製造コストの低減及び検査効率の向上を図ることのできる外観検査装置、及び、PTP包装機を提供する。
【解決手段】外観検査装置21は、A1用照明装置22E、A2用照明装置22H、A1用カメラ23E、A2用カメラ23H、及び画像処理装置24等を備えている。そして、外観検査装置21によって、A1用照明装置22Eから照射された光の透過光をA1用カメラ23Eにより撮像し錠剤の異常等を検出する透過式検査と、A2用照明装置22Hから照射される光の反射光をA2用カメラ23Hにより撮像し錠剤の表面異常を検出する反射式検査とが行われる。反射式検査に際しては、透過式検査において得られた錠剤の位置データを基に錠剤の位置を割り出す。
(もっと読む)
包装体の製造方法及びその製造装置
製造装置1の回転ローラ13,14は、表面に形成された窪み部131,141内にシート23,24の一部を吸引して凹部211,221を形成するとともに、シート23,24を挟持して溶着する。回転ローラ13,14の外部には加熱装置16が設置されている。回転ローラ13,14のシート挟持部分近傍に配置された充填ノズル171からは、充填物が凹部211,221に供給される。さらに、回転ローラ13,14の後段に配置される切断手段18は、表面から打ち抜き刃が突出した一対のローラ181を備えている。 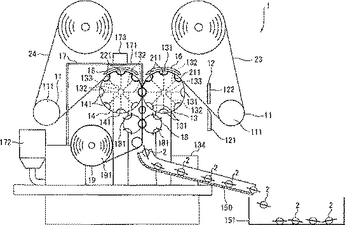 (もっと読む)
(もっと読む)
位置調整装置及びPTPシートの製造装置

【課題】密封用フィルムの破断を生じさせないように密封用フィルムを延伸させ、密封用フィルムに付された図柄を容器フィルムの所定位置に高い精度で合わせるように、密封用フィルムの位置調整を行う。
【解決手段】延伸用センサ51にて密封用フィルムのマークが検出されると、位置検出エンコーダ53から位置情報Aが出力される(d)。この位置情報Aと上流側目標位置Qとの差分から密封用フィルムの延伸率Gを算出する(e,j)。一方、延伸後センサ52にて密封用フィルムのマークが検出されると、位置検出エンコーダ53から位置情報Bが出力される(f)。この位置情報Bと下流側目標位置Pとの差分からフィードバック量を算出し(g,h)、上流側の目標位置Qを補正することによって(i)、延伸率Gを補正する(j)。そして延伸率Gで延伸サーボモータ64を制御する。
(もっと読む)
充填機
【課題】ストリップテープを包材に安定させて貼着することができ、包装容器の品質を向上させることができるようにする。
【解決手段】ストリップテープ貼(ちょう)着装置37と、包材11の搬送方向におけるストリップテープ貼着装置37より上流側に配設された加熱装置71と、包材11の搬送方向における加熱装置71より下流側に配設され、包材11の温度を検出する温度検出部と、検出された温度及び目標温度に基づいて加熱源を駆動し、包材11の温度を目標温度にする温度制御処理手段とを有する。この場合、温度検出部によって検出された温度及び目標温度に基づいて加熱源が駆動され、包材11の温度が目標温度にされるので、ストリップテープ38を包材11に安定させて貼着することができる。
(もっと読む)
不良検査装置及びPTP包装機
【課題】PTPシートの製造過程における不良を検査するに際し、検査精度の飛躍的な向上を図ることのできる不良検査装置、及び、PTP包装機を提供する。
【解決手段】不良検査装置21は、照明装置22、カメラ23及び画像処理装置24等を備えている。照明装置22により、錠剤5及び容器フィルム3に対し、赤外光が照射され、当該光によって錠剤の欠け等に関する透過光検査が実施される。照明装置22が角度透過率制御フィルタ29を具備しており、当該角度透過率制御フィルタ29によって、容器フィルム3越しにカメラ23に直接入射する光が除去又は減光させられる。すなわち、光源と、カメラ23のレンズ部中心を結ぶ直線上の光並びに当該直線に対しレンズ部の画角以内の光が、全反射される。これにより、光源からの光のカメラ23への直接の入射が制限され、カメラ23に入射される光が強すぎることに起因する不具合を防止できる。
(もっと読む)
PTP包装体およびその製造方法
【課題】 PTP包装体の切欠部での分割性の良好なPTP包装体の製造方法を提供することである。
【解決手段】 少なくとも二つの切欠部と、前記二つの切欠部の間に配設された収容部と、を有する熱可塑性樹脂層と、前記熱可塑性樹脂層の前記収容部の開口部に積層された金属薄膜と、を備えるPTP包装体の製造方法であって、(1)前記熱可塑性樹脂層を加熱する加熱工程と、(2)前記収容部を形成するように、収容部成形型により前記加熱された熱可塑性樹脂層を成形する成形工程と、(3)前記収容部に薬剤を充填する充填工程と、(4)前記金属薄膜をヒートシールして前記薬剤を前記収容部に密封する密封工程と、(5)前記熱可塑性樹脂層に前記切欠部を形成する形成工程と、を含む製造方法において、前記工程(1)に先立ち、前記熱可塑性樹脂層を予熱する予熱工程を含む製造方法を開示する。
(もっと読む)
PTPシートのマーク合わせ装置
【課題】 フィルムロール更新時の駆動系の調整や、シートピッチの設定、変更が容易で、かつ伸長可能量を大きくできて、ラフな制御も可能ならしめるようにする。
【解決手段】 成形ドラム2とシールドラム5をそれぞれ独立駆動方式とし、これらドラムの駆動系から独立させて設置したエンコーダ22からのパルス信号とロット情報とマークセンサ23からのマーク位置信号とに基づき、成形ドラム駆動モータ13及びシールドラム駆動モータ14の速度を決定してこれら各駆動モータを同期制御するとともに、ポケットフィルム3側の基準位置を設定してこの基準位置に対するレジマークの位置ズレを検出し、この位置ズレを、カバーフィルムの供給系の途中に設けた張力調整用のブレーキ付ローラ30に加える制動力を制御することで補正する。
(もっと読む)
PTP機のカバーフィルム定テンション繰出し装置
【課題】 カバーフィルム連続搬送ラインの途中にバッファ機能を持つ間欠運転型印刷機を配置しても、それ以降の張力一定制御を安定して行なわせることができるようにする。
【解決手段】 PTP機に、間欠運転型印刷機11からカバーフィルム4を繰り出すための繰出しローラ17と、繰出しローラ17を駆動する駆動モータ16と、付勢手段により常時付勢された揺動自在なスィングアーム18の自由端に取り付けられて、繰出しローラ17を通過してきたカバーフィルム4に張力を付与するテンションローラ19と、スィングアーム18の揺動角度に応じて信号を出力する角度センサ21と、角度センサ21からの信号に基づいて、スィングアーム18が所定角度に保持されるように駆動モータ16の速度を制御することで、カバーフィルム4に付与する張力が一定となるように制御する張力制御装置31とを設ける。
(もっと読む)
ブリスター包装機械の制御方法
この発明は、サイクル式に動作する少なくとも1つの作業ステーションを備えたブリスター包装機械であって、1つの動作サイクルの間に、少なくとも1つの第1の調節運動が期間TV1にわたり実行され、これに続き、製品および/または材料の処理が行なわれる処理状態が期間TBにわたって取られ、これに続き、第2の調節運動が期間TV2にわたり実行される、ブリスター包装機械を制御する方法に関する。上記包装機械のサイクルレートR(=1分間当りのサイクル数)は入力装置を用いて入力可能である。さらに、この入力装置を用いて、上記期間TV1,TB,TV2は、それぞれ直接または間接に互いに独立して入力可能である。入力された期間TV1,TB,TV2が予め定められた限界の内側にあるかどうか、およびその和が最大サイクル時間Tmax以下かどうかを演算処理装置が検査する。 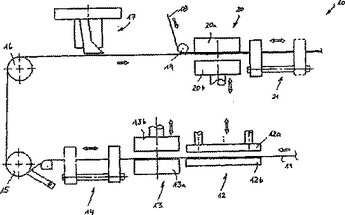 (もっと読む)
(もっと読む)
ブリスター包装機械
ブリスター包装機械(10)は、基底シートに多数の浅鉢状の窪みを形成することができる成形ステーション(13)と、上記浅鉢状の窪みの中に製品を詰込むことができる詰込みステーション(17)と、この後に設けられ、上記基底シート(11)に対してカバーシート(18)を封止することができる封止ステーション(20)とを備える。上記詰込みステーション(17)は、上記基底シート(11)の上方に配置されるブラシ筐体(23)を含み、上記ブラシ筐体の中には、複数の回転駆動される円筒ブラシ(25)が平行に相並んで配置される。上記円筒ブラシは回転駆動部(31)と接続され、上記回転駆動部は、上記ブラシ筐体に隣接して配置される駆動部筐体(22)の中に収容される。ここにおいて、上記回転駆動部(31)の駆動運動を、上記駆動部筐体(22)の壁部(22a)を通って上記円筒ブラシ(25)へ伝達可能にする磁気結合部(27)が設けられる。 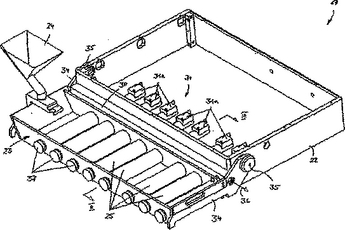 (もっと読む)
(もっと読む)
移送装置、充填装置及びPTP包装機
【課題】上方から下方へと移送される被移送物の損傷を抑制可能な移送装置、充填装置及びPTP包装機を提供する。
【解決手段】充填装置13は、パーツフィーダ22と、複数のスプリングパイプ23と、充填シュート24と、錠剤5の下方への移動を規制するための規制案内手段25とを備えている。規制案内手段25は、一対のロール31,32と、該ロール31,32を移動するための移動手段33を有している。充填装置13の錠剤5を供給する際に、前記ロール31,32にスプリングパイク23を略N字状に掛けたまま、移動手段33によってロール31,32を上方から下方へと移動させることで、スプリングパイプ23内の錠剤5をゆっくりと下方へ移送させるように構成した。
(もっと読む)
キャリアテープの製造装置および製造方法
【課題】 製造装置全体をコンパクト化させて安価な設備とすることができ、調整等が不要で、熟練を要することなく、高精度にキャリアテープの製造ができる製造装置および製造方法を提供する。
【解決手段】 送り孔とポケット部を複数有するキャリアテープ2の製造装置であって、この製造装置は、予め送り孔が形成されているキャリアテープ2を巻き取り保持したテープ供給装置1と、このテープ供給装置1から供給されるテープ2を加熱するヒーター41a,42aと、テープ2にポケット部を形成する成形部41b,42bが一体化された成形装置4を主体として構成されている。
(もっと読む)
水溶解性パウチを作成する方法
流体含有水溶解性パウチを作成するための真空補助付きの方法が、a)弾性フィルム材料の第一のシートを空洞及びフランジを有する水平の型の上に置く工程と、b)フィルム材料を張力下に維持しながら、真空の助けで空洞内に引き込んで、開放パウチを形成する段階と、c)開放パウチに充填する工程と、d)開放パウチをフィルム材料の第二のシートで閉止及び封着する工程と、e)パウチにかけられた真空を解放する工程とを含む。本発明の方法により得られるパウチは、空気混入量を減少する。洗濯及び食器洗い用の洗剤組成物が含まれるパウチの使用も開示される。  (もっと読む)
(もっと読む)
伸縮可能な熱可塑性フィルムによって製品を包装する方法および装置
チューブ形成および長手方向の溶接手段(1,18)を介して形成する段階の間、包装が製品を横切る方向に密着するよう長手方向に伸ばされ、この状態は、チューブ状包装をチューブ状包装を支持するとともに、チューブ状包装を前方へ進行させる顎部(19,119)の間の所定の速度差を発生させる手段と、フィルムをチューブ形成手段(1)に供給し、チューブ状包装が適切な後方の閉鎖顎部(19,119)によって後方から把持される次の段階の間も、適切に活動し続けている前記手段(15,115,17)とによって確実に行われ、このような手段の全てにおいて、包装するときに局部的にしか見えなくなる欠点を防止し、かつ続いて連続的に作動することができる長手方向の溶接手段(18)の操作を補助するよう、包装フィルムを前記チューブ形成手段上でほぼ連続的に移動させる手段が設けられている。  (もっと読む)
(もっと読む)
ブリスタパック製造用ブリスタ包装機
ブリスタパック(B1)を生成するための製造ラインを有するブリスタ製造機(M1)で
あって、熱成形可能な材料の第1の連続的なバンド(102)の少なくとも1つの熱成形ステーション(101);製品(104)を供給し、ブリスタ・バンド(102)を満たすためのステーション(105);ブリスタ・バンド(102)の上に第2のバンド(107)を供給する第2のバンド(107)の供給ステーション(106);2つの対向するローラ(112、113)を含む閉鎖ステーション(108);および、ブリスタパック・バンドがそれぞれのブリスタパック(B1)に切断される切断ステーション(R1)を連続的に含むブリスタ製造機。
張力手段(114)は、少なくとも第1のバンド(102)上で選択された張力を実行するため、閉鎖ステーション(108)のローラ(112、113)と協働するように、閉鎖ステーション(108)の上流に位置する。
(もっと読む)
プラスチックエンボスキャリアテープ装置及び方法
エンボスキャリアテープ製造装置は、テープの形成、充填及び密封等の他の加工が一つの統合加工において連続的に実施されるように、他の加工装置と一体化するための特徴を含む。本装置はエンボスする前にテープを加熱する引き込み式接触局所ヒータを、加工が休止され得るようにヒータ及びテープ間に配置可能な独特の熱シールド装置と共に含む。また、他のキャリアテープ加工装置の入力速度に適応するために、キャリアテープエンボス加工が自動的に休止され得るように、同期装置は統合される。 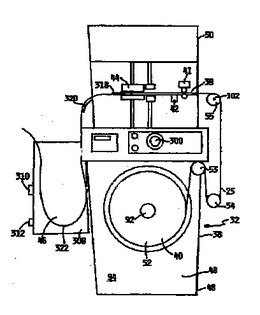 (もっと読む)
(もっと読む)
61 - 76 / 76
[ Back to top ]