
Fターム[3E050CC07]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材の供給(処理) (421) | 化学的処理 (127) | 熱的処理 (76)
Fターム[3E050CC07]に分類される特許
21 - 40 / 76
人間工学的な成形プラグの交換を行なうことができるウエブ包装システム
【課題】ウエブ包装システムは、成形プラグツールに対して容易なアクセス及び交換を可能にする装置を提供する。
【解決手段】成形プラグは、ウエブ搬送方向とは異なる方向に沿って移動してカバーから離された第3位置を有し、第3位置に移動されることにより、交換が可能となる放送装置。
(もっと読む)
トレーの成形供給方法及びトレーの成形供給装置

【課題】菓子等の梱包ラインに、トレーを迅速に供給することができる、トレーの成形供給方法及びトレーの成形供給装置を提供する。
【解決手段】片面に熱可塑性樹脂がコーティングされた紙製のシート材料Sをホッパー40に貯留し、このホッパー40からシート材料Sを取出して加熱加圧してトレー形状に成形し、成形されたトレー1の熱可塑性樹脂の樹脂コーティング面に気体を吹付けて、加熱軟化した熱可塑性樹脂を急冷硬化させ、こうして成形されたトレー1を搬送コンベヤ20に載せて、トレー20に製品を載せて梱包するラインに供給する。
(もっと読む)
包装機
【課題】 器本体と蓋とがヒンジ部で連結され、容器本体の上方開放部位を蓋で閉塞するタイプの包装体を簡単に製造できる包装機を提供すること
【解決手段】 原反フィルムから連続して引き出された帯状フィルムに対し、成型処理を行ない、帯状フィルム2の横方向に二組の容器本体2aと蓋部2bを形成する成型装置1と、その成型された帯状フィルムの両側縁を掴んだ状態でその帯状フィルムを搬送するフィルム搬送装置3と、成型装置の下流側に配置され、帯状フィルムの所定位置を横方向に切断する横カット装置5と、容器本体と非連結側の蓋部の外側のフィルム部位を進行方向に沿ってカットするセンタースリットカット装置8と、蓋部を、容器本体との連結側のヒンジ部2dを回転中心として起立させると共に、その蓋部を容器本体に被せるようにして嵌め合わせる嵌合装置9と、フィルム搬送装置と容器本体との間のフィルム部位を進行方向に沿ってカットする両サイド縦カット装置10と、を備えて構成した。
(もっと読む)
キャリアテ−プおよびその製造方法
【課題】集合包装のままでベーキング処理を行うことができ、かつベーキングの際に収納された電子部品から放出される水蒸気などを速やかに収納部外に排出することができるキャリアテープを提供する。
【解決手段】本発明のキャリアテープは、長さ方向に連設された多数の電子部品収納部を備えた耐熱性の熱可塑性樹脂から成るキャリアテ−プであり、前記電子部品収納部に、該収納部内に収納される電子部品から放出される水蒸気を外部に排出する水蒸気排出路となる間隙あるいはスリットが設けられている。
(もっと読む)
PTPシート及びPTP包装機
【課題】コストの増大の抑制等を図るとともに、ICタグとの間で情報の送受信をより確実に行うことができるPTPシートを提供する。
【解決手段】PTPシート1は、包装用フィルム3に形成されたポケット部2に錠剤5が収容され、ポケット部2を塞ぐように金属製のカバーフィルム4が取着される。PTPシート1には、所定の情報を電気的に記憶可能なICタグ本体7と、少なくともICタグ本体7に記憶された情報の読み取りに用いられる所定の電波を送受信するためのアンテナ8とを備えるICタグ6が付与される。ICタグ6は、ポケット部2のうちカバーフィルム4から最も離間した部位を含む底部31に設けられる。その結果、ICタグ6とカバーフィルム4との間隔を十分に確保することができ、電波がカバーフィルム4に吸われてしまうことを防止できる。
(もっと読む)
錠剤充填装置及びPTP包装機
【課題】非円形状の錠剤を容器フィルムのポケット部内へと正しい姿勢で充填させることのできる錠剤充填装置及びPTP包装機を提供する。
【解決手段】容器フィルムのポケット部に対し、外周面に少なくとも三つの角状部を有する非円形状の錠剤5を充填するための錠剤充填装置23は、外周に沿って所定間隔毎に収容凹部32が形成されたロータリドラム31と、ロータリドラム31の上部近傍に設けられ、錠剤5を一錠ずつ収容凹部32に供給可能な錠剤供給シュート41とを備えている。収容凹部32は、錠剤供給シュート41から供給された錠剤5の姿勢を所定の準備姿勢となるように矯正する土手部51と、土手部51において準備姿勢とされた錠剤5の姿勢を、ポケット部に充填するときの正しい姿勢である充填姿勢となるように矯正する矯正壁部55とを備えている。
(もっと読む)
ブリスター包装機
【課題】開封しやすいブリスターパックが得られるブリスター包装機を提供する。
【解決手段】ブリスター包装機10は、間欠的に搬送される容器フィルム3に対し、その搬送方向に並ぶようにしてポケット部2及び機能凹部8を形成するポケット部形成手段12と、ポケット部2にワーク5を充填する充填手段13と、機能凹部8にカバーフィルム4を押込む押込み突起51を具備するとともに、押込み突起51の押込み状態において、ポケット部2の周縁部に対応してフィルム3、4を取着するシール手段14と、機能凹部8にカバーフィルム4が押込まれた状態で、少なくとも機能凹部8とポケット部2との間の非取着部位において、カバーフィルム4の取着された容器フィルム3をその幅方向に沿って切離する切断手段15とを備え、少なくとも一辺部においてカバーフィルム4の端部が容器フィルム3よりも外側に突出するブリスターパック1が得られるよう構成される。
(もっと読む)
包装充填装置
【課題】予熱のための高温ホットエアーを効率的に使用し、包装材料のポリエチレン樹脂など熱可塑性材料が、搬送用若しくは成形用ローラの外周面に樹脂片やテープ片として貼り付くことなく、従って、シール状態を正常に維持し、加熱効率を高めて環境負荷を低減させる。
【解決手段】包装積層材料の縁部を予熱する予熱手段8と、充填パイプ7に支持され、筒内側から弾性力によって圧するプレッシャローラ20と、縦シール部の筒外側から押さえるカウンタローラ21とを有し、プレッシャローラ20が外周面の温度を雰囲気温度に追随させる温度適応化手段を有する。
(もっと読む)
ポリエステル樹脂製プレススルーパック及びその製造方法
【課題】 折り分け易さの改善されたポリエステル樹脂製のプレススルーパック及びその製造方法を提供する。
【解決手段】 複数のブリスター部14と該ブリスター部と連続する平坦部とからなるポリエステル樹脂製シート12と、該ブリスター部内に収容される内容物16と、該ポリエステル樹脂製シート12の平坦部と密着した平板状の蓋板シート18とを備え、該内容物16を収容したブリスター部14が該蓋板シート18により密封されたポリエステル樹脂製プレススルーパック10において、該ポリエステル樹脂製シート12の平坦部の外表面又は蓋板シート側面に対して略垂直方向に溝22を形成し、該溝周辺部分におけるポリエステル樹脂の極限粘度が、該溝周辺部分以外のポリエステル樹脂の極限粘度よりも小さくすることとした。
(もっと読む)
エンボスキャリアテープの製造方法及びその製造装置
【課題】成形工程において、樹脂シートが熱収縮することなく、またエアボックスの押し痕を残すことなく成形可能であり、更にエアリークを発生させることがないと共に、成形後の見栄えを均一化できるエンボスキャリアテープの製造方法及びその製造装置を提供する。
【解決手段】加熱軟化された樹脂シートに複数のポケットを成形するための凹部を備えた成形金型と、前記凹部と対向する開口部から圧縮空気を吹き出すエアボックスとの間に前記樹脂シートを間欠的に送り込み、前記開口部を閉塞するように前記成形金型と前記エアボックスとの間に前記樹脂シートを挟持して、前記圧縮空気により前記樹脂シートを前記凹部に押し付けるエンボスキャリアテープの製造方法において、前記エアボックスにおける前記樹脂シートとの接触面が樹脂製であり、前記開口部から前記成形金型の前記凹部に前記圧縮空気を吹き出す際に、各凹部に対応して個別に前記圧縮空気を吹き出す。
(もっと読む)
ブリスター包装機
【課題】チェーンクリップコンベアにて包装用フィルムを搬送するブリスター包装機において、金型の交換作業に要する時間の短縮化を図り、作業効率の飛躍的向上を図る。
【解決手段】容器フィルムはチェーンクリップコンベア11によりその長手方向に沿って搬送される。ブリスター包装機10は、容器フィルムの搬送経路に沿ってポケット部形成手段、充填手段、シール手段及び打抜手段15を備える。チェーンクリップコンベア11の手前側と奥側とには、壁状のフレーム18,19が固設されている。打抜手段15は、ブリスターフィルム16をパック単位で打抜くべく、上型31及び下型32を備える。上型31には打抜刃33が設けられ、下型32には開口34が形成されている。手前側のフレーム18は、主としてブリスター包装機10の正面壁を構成する。そのフレーム18の上面18aは、打抜手段15が停止した状態での下型32の下面よりも下側に位置する。
(もっと読む)
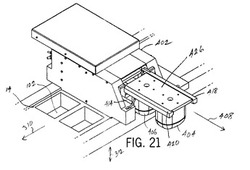
発泡ポリマー製の容器を成形、充填及び密封する装置
【課題】簡易な構成かつ安全な操作で上記従来の装置における欠点を解消することが可能な装置を提供すること。
【解決手段】発泡ポリマーウェブ4用の第1の繰出し機1と、発泡ポリマーウェブ4を予熱するための予熱ステーション3と、熱成形ステーション5と、成形された容器を密封するためのフィルム9用の第2の繰出し機7と、密封ステーション10と、切断ステーション11と、発泡ポリマーウェブ4を各ステーション間で搬送するための搬送システム12とを備えて成る。また、予熱ステーション3を、垂直方向に重ねて配置された2つの同形状の引き出しで構成するとともに、これら2つの引き出しのそれぞれ対向する面に加熱手段を設け、駆動シリンダによってこれら2つの引き出しの間隔を調整できるように構成し、さらに、前記密封ステーションを、容器内を真空にし、かつ、容器に所定の不活性ガスを充填する手段を備える構成とした。  (もっと読む)
(もっと読む)
ポケット形成機構及びPTPシートの製造装置
【課題】包装用フィルムの伸長や当該伸長に起因する不具合を抑制できるポケット形成機構、及び、当該ポケット形成機構を具備するPTPシートの製造装置を提供する。
【解決手段】コントローラ70は、第1及び第2サーボモータ52,62を駆動制御し、包装用フィルム3を間欠的に搬送する。包装用フィルム3の搬送時において、コントローラ70は、送りローラ15によるフィルム送り量に対する供給ローラ14によるフィルム送り量の比率が1よりも小さくなるように、第1及び第2サーボモータ52,62を駆動制御する。一方、包装用フィルム3の停止時(搬送動作のインターバル)において、コントローラ70は、第2サーボモータ62を所定角度だけ逆方向へ回転駆動し、両ローラ14,15間における包装用フィルム3の弛みを取り除く。
(もっと読む)
錠剤投入装置及びPTPシートの製造装置
【課題】複数の錠剤を収容可能なポケット部への錠剤の投入においてポケット部内での錠剤の重なり合いや干渉を抑制でき、もって、ポケット部に対する適切な錠剤の収容を可能とする。
【解決手段】各錠剤5が最初は起立状態でポケット部2へ投入され、その後、各錠剤5がフィルム幅方向において外側へ倒されてポケット部2内へ収容される。具体的には、ガイド50の具備する内側ガイド部51が、錠剤5の間に介在して錠剤5の上部位置に内側から当接する。この内側ガイド部51は下流側へ行くほど幅広となっているため、各錠剤5は徐々に外側へ傾斜させられる。そして、ガイド50から外れた位置まで錠剤5が搬送されると、錠剤5はそれぞれ、外側方向に完全に倒れてポケット部2に収容される。
(もっと読む)
充填装置及びPTPシートの製造装置
【課題】単一の充填装置にて、ニーズに応じた錠剤の充填を可能とする。
【解決手段】複数のポケット部が形成された搬送過程にある包装用フィルムのポケット部に対し錠剤を充填する際、包装用フィルムの搬送方向に直交する(包装用フィルムの幅)方向に配置される錠剤供給シュートの各通路にそれぞれ、錠剤の供給を規制可能な押さえ部を対応させ、当該押さえ部を、少なくとも2通りの異なるタイミングで作動させるようにする。例えば、千鳥配置のポケット部への充填又は通常配置のポケット部への千鳥状の充填を実現するために、2つの板カム54,55を用い、従動部42,43を従動させ、これにより、回動部を回動させて押さえ部の位置変更を行う。ここで、第1の板カム54に基づくタイミングで作動する押さえ部(押さえ部46を含む4つ)と、第2の板カム55に基づくタイミングで作動する押さえ部(押さえ部47を含む4つ)とを交互に配置する。
(もっと読む)
電子部品収容体の製造方法及び電子部品収容体
【課題】生産効率の向上を図り、コストの低減を可能にする電子部品収容体及び電子部品収容体の製造方法を提供する。
【解決手段】基材2、電子部品を収容するエンボス部6を形成してなる電子部品収容体1の製造方法において、基材2として少なくとも一層の熱収縮性フィルムを有する材料を用い、エンボス形成突起5を有したエンボス形成金型3上で基材2を加熱手段4により加熱することによって、基材2をエンボス形成金型3に倣うように収縮させて、基材2にエンボス形成突起5でエンボス部6を成形する。
(もっと読む)
エンボスキャリアテープの製造方法及び製造装置
【課題】微細部品収納用の凹部における内側面のテーパ角及び開口周縁のR形状をコントロールして良好なテーピング及び実装を実現できるエンボスキャリアテープの製造方法及び製造装置を提供する。
【解決手段】成形パンチ25の先端部よりも大きい加熱部を有して凹部裏面7側に配置される凹部裏面加熱器13と、成形パンチ25の先端部と略同一の大きさの加熱部を有して凹部開口面6側に配置される凹部開口面加熱器12とで、基材3を挟んで加熱する。
(もっと読む)
PTPシートの製造装置及び製造システム
【課題】PTPシートを打抜いた後に生じるフィルム端材を、効率的かつ適切に処理可能なPTPシートの製造装置及び、製造システムを提供する。
【解決手段】シート打抜装置26よりも上方に配置され、下方に十分なスペースが確保された裁断装置30にて、PTPシート1を打抜いた後のフィルム端材28を裁断する。これにより、スクラップ用ホッパ50の高さ(記号h)を十分に確保し、スクラップ用ホッパ50の交換頻度を低減させる。ここで、長手方向に連続する帯状のフィルム端材28を、搬送用ローラ41〜44に掛け渡し、裁断装置30へ至るまでは裁断することなく、PTPシート1が打ち抜かれた後の帯状を維持したまま、搬送するようにする。
(もっと読む)
錠剤投入装置及びPTPシートの製造装置
【課題】錠剤から生じる粉塵を効果的に除去可能で、ポケット部内への粉塵の混入を抑止可能な錠剤投入装置及びPTPシートの製造装置を提供する。
【解決手段】ボウルフィーダ31の直下に配置された集塵機構40は、略密閉状態で、コイルシュータ33の上部区間を収容している。そして、吸引口41aを介した空気の吸引により、コイルシュータ33の上部区間における集塵を実現する。一方、吹付け機構60では、流入口62bを介した空気の供給により、案内経路に沿って形成された複数の噴射孔61bから、コイルシュータ33を通過する錠剤5に対し、繰り返し、また、複数方向から空気を吹き付ける。そして、投入シュータ32の直上に配置された集塵機構50は、吸引口51aを介した空気の吸引により、吹付け機構60にて錠剤5表面から取り除かれて浮遊する粉塵の除去を主として、コイルシュータ33の下部空間における集塵を実現する。
(もっと読む)
PTPシートの製造装置及び製造システム
【課題】PTPシートを打抜いた後に生じるフィルム端材を適切に処理可能なPTPシートの製造装置及び製造システムを提供する。
【解決手段】裁断装置30を備えることにより、帯状のフィルム端材を、フィルム搬送方向に略垂直に裁断し、細かなフィルム片にして処理する。一方で、打抜き穴の上下左右にフィルムが残ったフィルム端材29vについては、クラッチレバー36にて裁断停止状態とし、裁断装置30で裁断することなくそのまま通過させ、搬送方向変更装置40にて製造装置の側部へ案内して、下流側に配置される巻取り装置50にて巻き取る。具体的には、間欠的に搬送されるフィルム端材29vが、ダンサローラ55にて貯留され、貯留されたフィルム端材29vが繰出しローラ53にて繰出され、巻取りローラ54にて巻き取られる。
(もっと読む)
21 - 40 / 76
[ Back to top ]