
Fターム[3E061AA15]の内容
2以上の構成要素からなる剛性容器 (6,513) | 容器の種類 (1,164) | 罐 (442)
Fターム[3E061AA15]の下位に属するFターム
Fターム[3E061AA15]に分類される特許
81 - 86 / 86
金属貼合せ成形加工用積層フィルム
【課題】 優れた成形加工性を有し、レトルト後外観、ゴールド発色性、着色剤ブリードアウト耐性等に優れた金属貼合せ成形加工用積層フィルムを提供する。
【解決手段】 ポリエステルA層とポリエステルB層とを積層してなる積層フィルムであって、ポリエステルA層がポリブチレンテレフタレート30〜70重量%とポリエチレンテレフタレート30〜70重量%とからなる樹脂組成物で構成され、ポリエステルB層がポリブチレンテレフタレート30〜70重量%とポリエチレンテレフタレート30〜70重量%とからなる樹脂組成物100重量部あたり着色剤0.1〜5.0重量部を含有する着色樹脂組成物で構成され、積層フィルムの最短半結晶化時間が1〜100秒であり、かつ色差計により測定したa*値が−30〜20、b*値が20〜70であることを特徴とする、金属貼合せ成形加工用積層フィルム。
(もっと読む)
球状包装容器
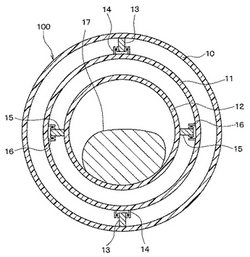
【課題】 搬送が容易であり、被包装物を水平に保つことができる包装容器を提供する。さらに、収納空間への収納効率を向上させることができる包装容器を提供する。
【解決手段】 球状中空体の第1の容器10と、第1の容器10の内部に収容され、被包装物17を収容する球状中空体の第2の容器12と、第1の容器10と第2の容器12とを、2軸以上の自由度で連結する連結手段11〜16、18とを設ける。第1の容器10の内部に収容されるとともに、第2の容器12を内部に収容する球状中空体の第3の球状容器11を設け、第1の容器10の内表面と第3の容器11の外表面とを、第3の容器11の中心を通る第1の直線上に位置する第1の連結部材13、14で2箇所で連結し、第3の容器11の内表面と第2の容器12の外表面とは、第2の容器12の中心を通り、かつ第1の直線に直交する第2の直線上に位置する第2の連結部材15、16で2箇所で連結する。
(もっと読む)
熱可塑性樹脂被覆金属板およびそれを用いた缶
【課題】 熱可塑性樹脂被覆金属板を高度の加工度で成形加工して缶高さの高い缶を製造する際に、樹脂層が削り取られたり金属板から剥離したりすることがなく、安定して缶に製造することが可能な熱可塑性樹脂被覆金属板およびその熱可塑性樹脂被覆金属板を用いた缶を提供する。
【解決手段】 ポリエステル樹脂と、ポリオレフィン樹脂およびポリオレフィンエラストマーからなるポリオレフィン成分と、酸化防止剤としてヒンダードフェノール系酸化防止剤または/およびトコフェロールとをブレンドしてなる熱可塑性樹脂組成物からなる樹脂層を、金属板の少なくとも片面に実質上未配向の状態で被覆して熱可塑性樹脂被覆金属板とし、この熱可塑性樹脂被覆金属板に薄肉化絞り加工や薄肉化絞りしごき加工を施して缶とする。
(もっと読む)
沸水耐黒変性に優れた飲料容器用アルミ合金材

【課題】 アルミ材表面の黒変を防止するため、化成処理に先立ちあらかじめアルミ板上に良質な水酸化皮膜を適量形成させることにより、経時変化を受けない安定したアルミ材表面を作り、均一な化成皮膜を形成させることを目的とする。
【解決手段】 圧延処理した、必須成分としてMgを含み、表面にMg化合物の濃化層を有するアルミニウム合金材を脱脂した後、Zr系化成処理剤で化成処理する前の該アルミニウム合金材が、表面の深さ方向分析をグロー放電発光分光分析装置(GDS)で行なったときのMgの最大発光強度が2V以下であり、その全水和酸化皮膜が10mg/m2〜150mg/m2の厚みとする沸水耐黒変性に優れた飲料容器用アルミ合金材の製造方法。
(もっと読む)
缶蓋及び缶蓋を用いた缶の製造方法
【課題】 缶蓋のカール部を加工治具によって缶胴の上縁部に二重巻締めするときに、缶蓋の外面に被着した熱可塑性樹脂のフィルムに傷が付かないようにする。
【解決手段】 缶蓋1は、アルミニウム板11の外面にポリエステル等の熱可塑性樹脂のフィルム12,13を被着したラミネート板から形成する。缶蓋1の外周縁部に断面湾曲状のカール部7を形成し、そのカール部7が巻締めロール8で缶胴の上縁部に二重巻締めされるようにする。このような缶蓋1において、カール部7の缶軸方向の荷重による塑性変形強度を40N以上、80N以下に設定し、カール部7が巻締めロール8の湾曲形成面8aに沿って円滑に追従変形するようにした。
(もっと読む)
様々な大きさの金属蓋に封止剤を塗布するための磁気封止剤ライナ塗布機
磁気封止剤ライナ塗布機(10)は、多数の金属蓋(44)に封止剤(43)を塗布するのに使用されている。塗布機はインフィードコンベヤ(60)から金属蓋(44)を収容し、かつそこに封止剤(43)を備えた金属蓋(44)を排出コンベヤ(64)に排出する。塗布機はモーター駆動のスターホイール(28)を備え、このスターホイールは、テーブル上面(12)に据付けられ、かつ一方向で駆動されている。スターホイール(28)は、多数のカムフォロワー(30)を備え、このカムフォローは間隔をおいて設けられ、かつスターホイールの周囲部から外側へ向かって延在している。カムフォロワー(30)は、カムフォロワー軸受(32)を備え、このカムフォロワー軸受は個々の金属蓋(44)の部分を収容するのに適合している。多数の封止剤吹付け器(34)はスターホイール(28)上に据付けられ、コンピュータ(38)で制御され、カムフォロワー(30)に隣接して配置されている。封止剤吹付け器(34)は封止剤(43)を金属蓋(44)の内側に塗布する。モーター駆動の磁気ホイール(46)は、テーブル上面(12)に据付けられ、スターホイール(28)の下方に配置され、スターホイール(28)とは反対の方向で駆動されている。磁気ホイール(46)が金属蓋(44)の部分に係合するのに適合している場合、金属蓋(44)はテーブル上面(12)の頂部で回転する。 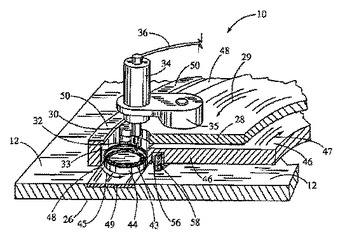 (もっと読む)
(もっと読む)
81 - 86 / 86
[ Back to top ]