
Fターム[3E061DA08]の内容
2以上の構成要素からなる剛性容器 (6,513) | 容器の共通の細部 (943) | 壁構造 (738) | 補強構造 (162) | ビード、リブ等の補強部材を有するもの (40)
Fターム[3E061DA08]に分類される特許
21 - 40 / 40
液体危険物用オープン型ドラム缶
【課題】UN規格に容易に適合させることができる高品質な液体危険物用オープン型ドラム缶を提供する。
【解決手段】液体危険物用オープン型ドラム缶はその開閉可能な天蓋(8)に環状のビード(32)を備えており、このビード(32)は凸又は凹の略V字形状をなす横断面を有する。
(もっと読む)
包装箱およびこの包装箱に組み立てられる包装箱材

【課題】製作が容易でかつ強度を増した大型の包装箱およびこの包装箱に組み立てられる包装箱材の提供することを目的とする。
【解決手段】方形の底部Bの4辺に壁部W1,W2,W3,W4が立設された包装箱Aであり、底部Bの外側面を構成する面を向かい合わせて一端辺部が接合された2枚の曲折可能な段ボール板1a,1bから構成され、底部Bは、接合された一端辺部であるリブ部2が底部Bの内側面に起立するように展開された2枚の段ボール板1a,1bの突設片2a,2bにより構成されたものであり、壁部W1,W2,W3,W4は、底部Bの周囲が起立されて構成されたものである。
(もっと読む)
断熱容器
【課題】外面に複数のリブが突設された容器本体を有する断熱容器において、お湯などの液体の補充量の目安となる目印線を容器本体の任意の位置に表示することができる断熱容器を提供する。
【解決手段】断熱容器1は、筒状壁21の下方に底面22が設けられた合成樹脂製の容器本体2と、前記筒状壁21の外面の周方向に所定間隔を開けて一体的に成形された複数のリブ3であって、前記筒状壁21の外面において上下方向に延び且つ径外方向に突設されたリブ3と、前記容器本体2の少なくとも筒状壁21に外嵌された外装体5と、を有し、前記筒状壁21の光線透過率が50%以上であり、前記隣合うリブ3,3の間に於ける筒状壁21の外面に、目印線7が表示されており、前記目印線7が、インクジェットプリンターによって印刷されている。
(もっと読む)
折りたゝみ式通函
【目的】台枠に支軸を支点に起伏自由に取付ける左右の側壁板を組立時に自立させ、この状態において当該左右の側壁板の間に前後の壁板を差入れることで容易に函形に組立てられるようにした折りたゝみ式の通函を提供する。
【構成】左右の側壁板4,5に備える枢着片13に下端部15aを膨径させて台枠3の枢着基板9に設ける支軸14を自由に回動させる縦長の軸受長孔15を形成すると共に、該軸受長孔の上端部15bは前記支軸14の前後の面を平面状に切削して非円形とするのに合せて上記前後の平面の間隔に合わせた小径部にする。そして左右の側壁板4,5を折りたゝむ時には前記支軸14を上記下端部15aに置き、立上げるときにはこの支軸14をガイドに前記枢着片13を下降させ、該支軸14を前記上端部15bに移行させて支軸を支点とする回動を拘束して自立させる。
(もっと読む)
缶、およびそのための本体ならびにパネル
この発明は、パネルが設けられた本体を含む缶に関し、パネルには、前方タブ部と後方タブ部とを含み、前方タブ部とパネルとの係合によってパネルに開口部を形成する際に把持するためのタブが設けられており、パネルには、少なくとも後方タブ部の下にフリップパネル領域が設けられており、そのパネル領域は、パネル全体にわたる負の圧力差に依存して、後方タブ部の下に窪みを形成する。この発明はまた、そのような缶のための本体およびパネルに関する。  (もっと読む)
(もっと読む)
折り畳みコンテナー
【解決手段】上部フレーム1と底部2とはね上げ側壁3と分割側壁4とからなる折り畳みコンテナーにおいて、分割側壁4に、底部2或いは/及び上部フレーム1の垂直外側面と面一な垂直外側面を有する挟持壁部5を形成したものである。
【効果】分割側壁に、底部或いは/及び上部フレームの垂直外側面と面一な垂直外側面を有する挟持壁部を形成ので、箱型に組み立てられた折り畳みコンテナーと自動機の挟持部材との当接面積が、従来の箱型に組み立てられた折り畳みコンテナーと自動機の挟持部材との当接面積に較べて大きくなり、従って、自動機の相対する挟持部材に挟持された箱型に組み立てられた折り畳みコンテナーが落下するようなことを防止することができる。
(もっと読む)
金属製深底容器及びその製造方法
【課題】底面と該底面の周囲に周面を立設した比較的深い金属製容器を比較的容易に製造する。
【解決手段】底面部2と該底面部2の周囲に周面部3を立設した金属製浅底容器を絞り加工により成形した後に、周面部3を上下に分けるように輪切して底面部3と一体な周面下部7と周面上部8に分割し、この後周面下部7の上縁と周面上部8の下縁との間に別体で平面が環状の金属製周面中間体10の下縁及び上縁を接続する。容器を成形する金型やプレス装置は、比較的高度な技術を利用する深底容器用ではなく、比較的容易な技術を利用する浅底容器用ですむので、深底容器を比較的容易に製造することができる。さらに、周面中間体10は浅底容器とは別体に製作されるので、周面中間体10を単独に加工することができ、周面中間体10の製造も比較的容易に行うことができる。
(もっと読む)
角形状缶
【課題】材料となる鋼板をより薄くしても特にコーナー部において偏荷重に対する所望の耐久性を得ることのできるようにした角形状缶を提供することである。
【解決手段】略四角形状の筒体となる胴部10の開放する両端それぞれに端板20a、20bを接合してなる角形状缶であって、胴部10の各コーナー部18の頂部18aに、前記両端のそれぞれから延び、かつ外方に突出する一対の縦補強凸ビード15a、15bが形成された構成となる。
(もっと読む)
折り畳みコンテナー
【解決手段】箱型に組み立てられた状態から最初に倒される短側壁3には、上下動可能なロック部材5を取り付けるとともに、後から倒される長側壁2には、係合枠2bと係止突部4aが突設された弾性部材4とを形成し、箱型に組み立てられた状態においては、前記ロック部材5の当接杆5bが、長側壁2に形成された弾性部材4と前記係合枠2bとの間に形成された間隙に挿入されて、前記ロック部材5に形成された係止杆5bが、前記弾性部材4の背後に位置するように構成したものである。
【効果】折り畳みコンテナーに振動や衝撃が加わった際に、或いは、ロック部材の多少の下動により、簡単に、ロック部材の係止杆が、長側壁に形成された弾性舌片の係止突部と係合枠との間に形成された間隙から排出されるようなことがなく、従って、短側壁と長側壁とのロック状態が解除されるようなことを、確実に防止することができる。
(もっと読む)
2ピース缶及びその製造方法、並びに2ピース缶用鋼板
【課題】缶体強度が十分でかつ耐食性に優れた2ピース缶を得ることを目的としたものであり、2ピース缶を割れが生じることなく容易に製造できる成形方法を提供する。
【解決手段】 本発明の2ピース缶は、ラミネート鋼板を素材とし、有底円筒状の缶胴部を有する2ピース缶であり、前記缶胴部は、その開口側が缶胴直径よりも小さい径に縮径加工され、かつ下記式(1)および式(2)を満足し、さらに、前記缶胴部の開口側には、開口先端側を缶外側にカールさせて形成した上部ビード部と、該上部ビード部の基端部に連成され、上部ビード部の下方に、缶外側に向けて断面弧状に膨出形成された下部ビード部とからなるビード部が形成されている。
1.5≦h/(R−r)・・・(1)
d/R≦0.25・・・(2)
ただし、h:缶底から開口先端部までの高さ、R:円形ブランク位置半径、r:底部半径、d:開口先端部の半径
(もっと読む)
2ピース缶及びその製造方法、並びに2ピース缶用鋼板
【課題】缶体強度が十分でかつ耐食性に優れた2ピース缶を得ることを目的としたものであり、2ピース缶を割れが生じることなく容易に製造できる成形方法を提供する。
【解決手段】 ラミネート鋼板を素材とし、有底円筒状の缶胴部を有する2ピース缶であって、前記缶胴部は、その開口側が缶胴直径よりも小さい径に縮径加工され、
かつ下記式(1)および式(2)を満足し、
さらに、前記缶胴部の開口側には、開口先端部を缶外側に断面円弧状にカールさせたビードであって、かつ、最先端部が前記断面円弧内でさらに断面円弧状にカールした断面形状を有するビード部が形成されている2ピース缶である。
1.5≦h/(R−r)・・・(1)
d/R≦0.25・・・(2)
ただし、h:缶底から開口先端部までの高さ、R:円形ブランク位置半径、r:底部半径、d:開口先端部の半径
(もっと読む)
燃料タンク
【課題】鋼板の板厚を特別増加させなくとも,フランジ結合部周りに充分に強度を付与し得るようにした燃料タンクを提供する。
【解決手段】それぞれ椀状の鋼板製上部タンク半体7及び下部タンク半体8の各周縁部にフランジ7f,8fを一体に形成し,それらのフランジ7f,8fを重ねて液密に結合してなる燃料タンクにおいて,両フランジ7f,8fをロール状にかしめ結合して環状の厚肉結合部12を形成し,この結合部12の両側に連なる一対の環状の補強リブ7r,8rを上部及び下部タンク半体7,8に形成した。
(もっと読む)
コンテナのスタック構造
【課題】 大型折り畳みコンテナのフランジ部上面をフラットな状態としたままで小型コンテナを安定した状態でスタックすることができるコンテナのスタック構造を提供する。
【解決手段】 小型コンテナの底面四隅部に嵌合凸部を突設し、該嵌合凸部に下方が開口した係合凹部を設けるとともに、大型折り畳みコンテナ11の上面の四隅部には、長辺板上面端部と短辺板上面端部とにわたって小型コンテナの嵌合凸部を嵌合可能な嵌合凹部15を設け、該大型折り畳みコンテナの長辺板上面中央部には、スタック時に小型コンテナの嵌合凸部の一部を収納可能な収納凹部16を設けるとともに、該収納凹部内に前記嵌合凸部に設けた係合凹部に係合する係合凸部17を設ける。
(もっと読む)
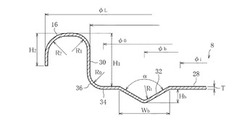
ドラム缶
【課題】ドラム缶の缶胴部外表面に形成されるビードの形状を規定して、軽量でバキューム強度の高いドラム缶を提供する。
【解決手段】ドラム缶の缶胴部外表面にビードを有するドラム缶であって、前記ビードの形状を、ビード山部の高さdを5〜15mm、ビード山部の曲率半径a、ビード谷部の曲率半径a1、ビード裾野部の曲率半径a2を各々20mm以下、ビード山部の間隔bを50mm以下とし、缶胴部外表面からビード谷部までの高さeを−10mm≦e≦4mmとして、前記ビード2本を隣接させたものを、隣接する2本のビード山部の間隔bの中間点が前記ドラム缶胴部の高さ方向上端部から3分の1±100mmと下端部から3分の1±100mmの範囲内に位置するようにして、2箇所に設けたことを特徴とするドラム缶。
(もっと読む)
3ピース角形缶及びその製造方法
【課題】3ピース缶が有する缶胴接合部の問題点(接合欠陥)を解消し、さらに2ピース缶が有す缶体強度不足を解消した新しいタイプの缶で、電池や電気機器用ケースとしても、耐漏液性、缶体強度、放熱性などに優れた3ピース角形缶を提供する。
【解決方法】少なくとも片面に有機被膜12を形成したアルミニウム板10からなる円形ブランクを、有機被膜12が缶の内側になるように深絞り成形し有底円形缶Kを形成し、有底円形缶Kの缶底1aを切断して側面無継目の円筒D2としたのち、円筒D2を角形に変形して側面無継目の角形胴部1を形成し、両端開口部に、ネッキング加工を施してネック部1nを形成し、両端開口部に有機コンパウンドを介して天蓋2と底蓋3を二重巻締めして取り付けた3ピース角形缶。
(もっと読む)
缶体の製造方法及び缶体
【課題】 曲率半径の小さい角型形状のコーナ部においてもシワの少ない巻締め部を形成することのできる缶体の製造方法及びその缶体を提供する。
【解決手段】 蓋体20の周縁部22を缶胴体10のフランジ12の形成された開放端部に巻締めることにより形成された巻締め部40を有する角型形状の缶体100の製造方法及びその缶体100であって、角型形状のコーナ部Cでの絞り比が1.40以上1.56未満となる条件で蓋体20の周縁部22を缶胴体10の開放端部に巻締めて前記巻締め部40を形成する工程を有する構成となる。
(もっと読む)
蓋付き折り畳みコンテナー
【解決手段】箱型に組み立てられた折り畳みコンテナー本体が、半蓋体4で被蓋された際には、長側壁2の上端水平フランジ2bに形成された嵌合突部2qが、半蓋体に形成された嵌合カップ部材4gに嵌合されるように構成したものである。
【効果】箱型に組み立てられた折り畳みコンテナー本体が、一対の半蓋体で被蓋された際には、前記長側壁の上端水平フランジに形成された嵌合突部が、前記半蓋体に形成された嵌合カップ部材に嵌合されるように構成されているので、長側壁と短側壁とのロック状態が、不用意に解除された場合にも、長側壁が、底部方向に倒れるようなことを防止することができる。
(もっと読む)
蓋付き折り畳みコンテナー
【解決手段】半蓋体4の先端部に、上部噛み合わせ部材4eと下部噛み合わせ部材4fとを形成し、箱型に組み立てられた折り畳みコンテナー本体が、一対の半蓋体で被蓋された際には、一方の半蓋体の下部噛み合わせ部材の上に、もう一方の半蓋体の上部噛み合わせ部材が重なるように構成したものである。
【効果】箱型に組み立てられた折り畳みコンテナー本体が、一対の半蓋体で被蓋された際には、一方の半蓋体の下部噛み合わせ部材の上に、もう一方の半蓋体の上部噛み合わせ部材が重なるように構成したので、箱型に組み立てられた蓋付き折り畳みコンテナーの一対の半蓋体の上に、物が載置されても、半蓋体が変形したり、損傷するようなことを防止することができる。
(もっと読む)
大型ビード状薄肉壁エアゾール容器
【課題】 流動性物質を吐出する為の薄肉壁のエアゾール容器を提供する。
【解決手段】 流動性物質を吐出する大型エアゾール容器(10‘)である。略円筒形の缶胴体部(12’)は鋼板で製造され、0.004乃至0.010インチ(約0.102乃至0.255mm)の比較的薄肉厚の側壁を有する。缶胴体部は全長の大部分に亘り均一な間隔でビード(30)が形成される。前記容器が製造過程で取り扱いにより損傷を受けず、真空充填において圧壊せず、前記容器が充填される前に手によって押しつぶされないよう、ビードは前記容器に構造強度を付加する。容器は圧壊することなく、少なくとも23水銀柱インチ(約77.9kPa)の真空まで耐え得る。バルブアセンブリ(14‘)は容器内の流動性物質を吐出するためのスプレーバルブ(20)を含む。容器は加圧状態で流動性物質及び噴出剤が充填される。
(もっと読む)
容器本体を製造する方法及び装置並びに容器本体
【課題】
容器本体(148,248)を製造するため、金属製の扁平材(103,116)から出発して、第1接合部によって閉ざされている容器ジャケット部材(140,24,240)が提供される。少なくとも1つの閉鎖要素(142,31a, 31b, 242)が、別の接合部によって閉ループ状の容器ジャケット部材(140,24,240)に沿って配置される。その他の接合部の少なくとも1つの接合部が、レーザー溶接継目として形成される。このレーザー溶接継目は、リング状に形成されている閉鎖継目(145,42,245)を閉ループ状の容器ジャケット部材(140, 24, 240)と少なくとも1つの閉鎖要素(142, 31a, 31b, 242)との間に形成する。容器ジャケット部材(140,24,240)と閉鎖要素との互いに接合した継目接触面が、閉鎖継目(145,42,245)の溶接前にシリンダの形と異なり、容器軸線の方向に広げられた又は圧縮しぼりされたリング状に閉じられている縁領域(140a,60a,142a,240a,242a)として形成される。閉鎖継目(145,42,245)を溶接するため、容器ジャケット部材(140,240)及び少なくとも1つの閉鎖要素(142,31a,31b,242)が、対向するストッパーに到達するまで縁領域(140a,60a,142a,240a,242a)によって一緒に接合され、この場合、内側の終端面及び外側の終端面が、両縁領域(140a,60a,142a,240a,242a)の終端面(140b,142b,240b,242b)によって容器本体に沿って位置する。この解決手段の場合、継目接触面の気密な溶接が保証され得る。その結果、極めて薄い板でも、気密な溶接継目が保証されている。閉鎖継目(145,42,245)の領域内の材料の重なり部分は最小である。  (もっと読む)
(もっと読む)
21 - 40 / 40
[ Back to top ]