
Fターム[3E065HA10]の内容
Fターム[3E065HA10]に分類される特許
1 - 12 / 12
チューブ容器
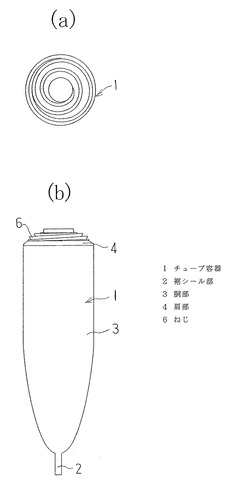
【課題】容器口部内に残留する内容物が頗る少なく、かつキャップの着脱が容易であるチューブ容器。
【解決手段】立上り壁部、肩部4、胴部3及び裾シール部2を備えたチューブ容器1において、前記肩部の表面に、キャップ係止部6を形成したことを特徴とするチューブ容器。
(もっと読む)
広口チューブ体容器と凹凸壁部成形方法

【課題】 本発明は、容器の主体部分である胴部に所望するバリヤー性を容易に付与することを簡単にえるようにすること、また形状保持力高めることにより、必要とするバリヤー性を有する、また外観形状の安定した広口チューブ体容器を簡単に得ることを目的とする。
【解決手段】 合成樹脂チューブ体である胴部2に口筒部3と底部8をインサート成形により設け、口筒部3に着脱する蓋体13で開閉し、口筒部3および底部8を変形し難いものとすると共に、胴部2よりも大きい外径とすることにより、胴部2に所望の物性を付与し易くし、また胴部2の形状安定化を高め、さらに効率のよい廃棄処理を得る。
(もっと読む)
チューブ容器及びその製造方法
【課題】肩部の強度を適切に維持しつつ、内容物を残すことなく注出できるチューブ容器を提供する。
【解決手段】内容物を収納する収納部とされたチューブ本体2と、該チューブ本体2の一端に設けられた注出体4とを備え、前記チューブ本体2は、前記一端側が筒状に形成された胴部10と、該胴部10と前記注出体4との間に設けられた肩部20とを備え、前記注出体4は、外径が前記肩部20の外周縁の径よりも小さいものとされ、基端が前記肩部20に接続されたチューブ容器1において、前記肩部20は、前記胴部10から延長された前記延長部に、延長端から前記胴部10に向かって伸びる複数の山折部及び谷折部を前記胴部10の周方向に交互に形成し、前記山折部及び該山折部を挟んで隣接する前記谷折部で単位折曲部を形成し、任意の単位折曲部と前記任意の単位折曲部に隣接する他の任意の単位折曲部とを重ね、接着して、形成されたことよりなる。
(もっと読む)
ラミネートチューブ
【課題】酸化染毛剤などの収納に適する、変色の回避されたラミネートチューブを提供する。
【解決手段】最内層から順にヒートシール性フィルム(I)13、ガスバリア性フィルム20、金属薄膜40およびヒートシール性フィルム(II)15が積層され、各層がそれぞれ熱融着性樹脂の溶融押出し層71,73,75,77を介して隣接する層と積層され、かつ前記金属薄膜の厚さが15〜50μmである胴部用積層フィルムを1側辺部と他側辺部との重ね幅が、2〜5mmで熱融着して筒状胴部を形成したラミネートチューブである。上記重ね幅に限定することで、胴部用積層フィルムの重ね部の変色を防止することができ、酸化染毛剤用ラミネートチューブとして好適である。
(もっと読む)
ロンデル成形体用積層体、その製造方法、ロンデル成形体、及びそれを用いたチューブ容器
【課題】
深絞り成形加工に対する追随性が良好で、層間剥離やピンホールが生じることがなく、成形性に優れるロンデル成形体用積層体、および、ガスバリア性に優れ、密封注出口の突き刺し開封時に開封性が良好なロンデル成形体を製造し、それを用いたチューブ容器を提供する。
【解決手段】
少なくとも、外側から未延伸熱可塑性樹脂層、金属箔保護層、金属箔層、アンカーコート層、及び熱可塑性樹脂層からなるロンデル成形体用積層体であって、前記アンカーコート層が、不飽和カルボン酸、又はその無水物を0.01〜5質量%の範囲で含有し、かつ、数平均粒子径が1μm以下のポリオレフィン共重合樹脂粒子を分散し、不揮発性水性化助剤を実質的に含まない水性分散液を塗布、乾燥して形成されており、前記ロンデル成形体用積層体を深絞り成形することにより、ロンデル成形体を製造する。
(もっと読む)
ロンデル成形体用積層体、その製造方法、ロンデル成形体、及びそれを用いたチューブ容器
【課題】
深絞り成形加工に対する追随性が良好で、層間剥離やピンホールが生じることがなく、成形性に優れるロンデル成形体用積層体、および、ガスバリア性に優れ、密封注出口の突き刺し開封時に開封性が良好なロンデル成形体を製造し、それを用いたチューブ容器を提供する。
【解決手段】
截頭円錐状の肩部と、該肩部に連接した円筒状の頭部と密封注出口から構成され、前記密封注出口が突起物によって破壊可能であるロンデル成形体用の積層体であって、前記積層体は、少なくとも、外側から未延伸熱可塑性樹脂層、金属箔保護層、金属箔層、接着樹脂層、及び熱可塑性樹脂層からなることを特徴とし、前記ロンデル成形体用積層体を深絞り成形することにより、ロンデル成形体を製造する。
(もっと読む)
薄肉容器
【課題】 胴部の下端部に残留した内容物の取り出しを容易にして、残量の減少化を図った薄肉容器を提供する。
【解決手段】 左右一対の薄板11の前後両側と上下両側とのそれぞれの側縁部を接着し、該接着部の上端一部を開口して、該開口を閉塞板14で閉塞することで胴部10を形成して、前記閉塞板14へ口筒部20を貫設させ、排出による残量の減少で胴部が左右内方向へ変形して胴部の左右両面が密着可能な薄肉容器において、前記胴部内面に複数の突部15を設けて、該胴部の左右両面密着時に、該左右両面間に内容物流出用の隙間が形成可能に設けた。
(もっと読む)
小型容器、小型包装製品、および、吐出部材
【課題】蒸気圧を有する内容物を保存する容器であって、その部品数を少なくし、かつ、高いシール性を有する小型容器を提供する。
【解決手段】有底筒状の容器本体11と、その上部外周に取り付けられるリング状の固定部材12と、容器本体を閉鎖するスパウト13とからなる小型容器10。容器本体11の開口部19を固定部材12に巻き込むように(外巻き)、つまり、固定部材12とスパウト13の間に容器本体の開口部の先端が狭圧されるようにしてスパウト13を容器本体11に押圧しながら取り付ける。
(もっと読む)
接着剤類収容パウチおよびその製造法
【課題】金型精度およびそれらのセットアップ精度の要求度合いを低くすることができ、それでいて 熱可塑性合成樹脂膜の破れや接着不良などが生じない気密度の高い熱接着が容易に可能であり、また熱接着後の筒体の引き抜きも容易に行うことが可能な接着剤類収容パウチの製造法とパウチを提供する。
【解決手段】ガスバリア性シートを丸め、オーバーラップ部分を熱接着して筒体1を作製する一方、天壁上部に吐出用筒部、下部に周側壁21を有する合成樹脂製台座を接着した天蓋2を作製し、該周側壁を筒体の上部に嵌合して熱接着するにあたり、筒体を嵌装するマンドレル4として先端に向うほど径小となったテーパー面40を有するものを用い、熱接着型5として開口部に向けて広がるテーパー面50を設けたものを用い、前記熱接着型とマンドレルを相対移動させ、前記テーパー面同士を押圧して周側壁内面と筒体上部外面を加熱融着する。
(もっと読む)
金属製押出チューブ、その製造方法及びその用途
【課題】緻密でピンホールが殆ど存在せず、破断点伸び率に優れ、しかも折曲げ等の変形に起因する亀裂(クラック)等が生じない樹脂製被膜がその内壁面に形成された金属製押出チューブおよびその製造方法を提供することを目的としている。
【解決手段】塑性変形が容易であり、かつ一端が閉塞された金属製胴部と、該胴部の他端に連続する肩部および口頸部と、胴部内壁面に、熱硬化性樹脂層からなる下塗り層及び当該下塗り層上に、金属接着性熱可塑性樹脂からなる球状微粒子ディスパージョンをスプレーコートし、次いで該粒子を加熱・融着させて形成された金属接着性熱可塑性樹脂層からなる上塗り層からなる樹脂被膜と、を備えることを特徴とする金属製押出チューブを提供する。
(もっと読む)
可撓性包袋容器及びこれからなる包装体
【課題】 接着剤等の流動性の極性化合物等の充填及び吐出に用いた場合に、デラミネーションや内容物の外部への透過による漏洩等がない可撓性包袋容器を提供する。
【解決手段】 内層フィルムと外層フィルムとが空気層を介して互いに接する二重構造を備えた可撓性包袋容器であって、前記内層フィルムは、複数の層が熱接着により積層されたガスバリア性の複合フィルムであり、前記外層フィルムは、前記内容フィルムより高いガスバリア性を有する複合フィルムである。
(もっと読む)
容器の溶接方法
本発明は、プラスチック容器の製造方法であって、中空ボデー(1)の内面にわたって湾曲面を形成する平坦でフレキシブルな部品(5)の端面を把持する段階を含んでいるプラスチックコンテナの製造方法に関するものである。本方法は、前記部品(5)の前記端面が前記中空ボデーの前記内面に接触して位置決めされている段階と;前記部品(5)の前記端部を前記中空ボデーの前記内面に対して当接させるような半径方向の力を前記部品に発生させるように、前記部品に対して前記部品の表面に直交する方向にスラスト力又は引張力を作用させる段階とを;含んでいる。  (もっと読む)
(もっと読む)
1 - 12 / 12
[ Back to top ]