
Fターム[3F029DA15]の内容
物品の積み重ね及び付属装置 (962) | 物品の載置体(受け体) (176) | 移動台車 (13)
Fターム[3F029DA15]の下位に属するFターム
底板が上昇するもの (1)
Fターム[3F029DA15]に分類される特許
1 - 12 / 12
袋物用パレタイザ
【課題】 変形しやすい袋物を傷めることなく安定した状態に積み付ける。
【解決手段】 複数の袋物aを搬送する搬送コンベヤ2と、搬送コンベヤ2上の袋物aを左右から押圧してカート8に積み付け可能な幅に寄せる幅寄せ装置3と、搬送コンベヤ2からの袋物aの載り移り地点とカート8上とを進退する移載板4と、移載板4に袋物aが載り移る際に後方から押して補助した後に移載板4とともにカート8上まで前進し且つ移載板4が後退する際に一時停止して袋物aの後方を押さえてカート8上に移載させた後に後退する押さえ板5と、移載板4と押さえ板5を前記タイミングで進退動作させる駆動装置と、カート8を袋物aが移載できる高さ位置に上昇させ且つ袋物aの積み付けの度に1段づつ降下させる昇降装置6と、カート8に積み付けた最上段の袋物aの上面を加振して水平に均す加振装置7とで構成する。
(もっと読む)
平面状可撓性部材スタッカー装置及び平面状可撓性部材スタッカー方法

【課題】例えば、マットやカーペット等の平面状可撓性部材群を人手を要さず、搬送ラックあるいは台車に積み替えることのできる平面状可撓性部材スタッカー装置及び平面状可撓性部材スタッカー方法を提供することである。
【解決手段】移動体4をマット群を載置する載置位置と、マット群をスタッカー位置に積替する積替位置との間を進退自在にして、搬送台車9近傍に配置し、移動体4にマット群を載置した状態で、前記積替位置まで前進させた後、移動体4の後部を封鎖片8により封鎖して、移動体4を前記載置位置まで後退させ、載置マット群を封鎖片8に当接させながら移動体4から分離して前記スタッカー位置に積替させる。
(もっと読む)
段積み搬出装置
【課題】 容器を、簡単な動作で効率良く搬出用の台車上に段積みする段積み搬出装置を提供することを課題とする。
【解決手段】
搬送されてくる容器を受け入れる受入台と;受入台に対して垂直方向に昇降し、容器を受入台上方に設定された支持位置まで持ち上げる持上装置と;容器の支持・解放が自在な支持手段を備えた支持搬送装置であって、支持位置にある容器を支持可能な状態になることができる第1位置とそれよりも上方の第2位置との間の昇降と、第2位置と第3位置との間の往復移動と、第3位置とそれよりも下方に設定された段積み位置との間の昇降を行う支持搬送装置と;段積み位置に対して垂直方向に昇降し、搬出台車を段積み位置まで上昇させ、また、搬出位置まで下降させる搬出台車昇降装置と;持上装置、支持搬送装置、搬出台車昇降装置の動作を制御する制御装置とを備えている段積み搬出装置を提供することによって、上記の課題を解決する。
(もっと読む)
板材自動仕分けシステム及び板材自動仕分け方法
【課題】次工程別かつオーダ別に仕分けるとともに、仕分けスペースを増大させない板材自動仕分けシステム及び板材自動仕分け方法を得る。
【解決手段】生産管理システム11の生産指示を受けて、製品積載位置決定機能2が製品情報データベース12を参照して、各板材製品ごとに集積エリア4に配置された各台車5の積載位置を示す積載位置情報を自動板取加工手段13に出力し、自動板取加工手段13の切断設備34によって切断された板材製品6を集積装置36によって吸着し、台車5の積載位置に積載するようにして、各積載エリアでは、異なる大きさの板材製品を積載するようにした。
(もっと読む)
パレットを用いたパネルの積取装置
【課題】 パレットを用いたパネルの積取作業において、作業性の向上を図るとともに、機能的な作業空間の利用が可能なパネルの積取装置を提供すること。
【解決手段】 パネル受入部2、受け入れたパネル1を搬送するパネル搬送部3、パレット受入部6、受け入れたパレット5を搬送するパレット搬送部7、パレット5に所定数のパネル1を搭載するパネル搭載部8、およびパネル1を搭載したパレット5を搬出させるパレット搬出部10を有するパネルの積取装置において、パレット搬出部10がパレット受入部6の上方に配置され、かつ、パレット受入部6とパレット搬出部10が同一方向に対向することを特徴とする。
(もっと読む)
パレタイザーのためのハンドリングロボット
本発明によれば、ハンドリングロボットは垂直伸縮マスト(11)を含み、垂直伸縮マスト(11)は、垂直に固定されたベース(20)及び同期された動作の複数のセクション(21〜23)を備え、前記動作は速度及び加速度が制御され且つ重力伸長動作及び動力退避動作を含み、それぞれのセクションは個々に駆動され、最後のセクション(23)はパレットに載せられる製品(3)を把持するためのヘッド(13)を担う。該ロボットは、異なるセクション(21〜23)を動かすための共通の駆動シャフト(30)を含み、前記シャフト(30)は、それらがそれぞれ伝達部材を経由して操作するセクション(21〜23)の移動に適した直径を有するホイールを含む。ホイール(31、32)及びそれらのセクション(21、22)の間の伝達部材は、対応するホイール上に巻き付くベルトから構成される。把持ヘッドを担う最後のセクション(23)に関しては、伝達動作がチェーンにより実行される。ハウジング(46)は、各動作伝達チェーンの自由端を受容して、格納し、それぞれ曲がったらせん経路を規定するノッチを備えたブロックの形態で作られる。 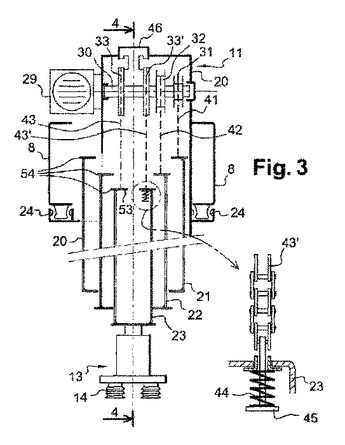 (もっと読む)
(もっと読む)
容器スタッカー装置および容器スタッカー方法
【課題】容器を搬送しながら反転することにより反転装置を不要とし、反転不良や落下時の騒音をなくす。
【解決手段】入口コンベア1と、入口コンベア1へ搬入された各々の容器Aを上方へ持ち上げるリフティング装置2と、リフティング装置2の上方に上流端部を位置させ容器Aを個々に搬送しながら反転させる容器反転搬送装置3と、容器反転搬送装置3の下流端部の下方に位置する容器位置決め装置4と、容器位置決め装置4の下方位置に設けられるとともに順次下方へ移動可能な容器段積み装置と、容器段積み装置に段積みされた容器ASを排出する容器排出コンベア6とを有する容器スタッカー装置による。
(もっと読む)
板材加工システム
【課題】 板材加工機によって切り取られた複数の製品板材を、コンパクトに集積することができ、次工程への運搬が容易な板材加工システムを提供する。
【解決手段】 素材板材W0から複数の製品板材を切り取る板材加工機1と、切り取られた製品板材を積載する板材集積台車3と、板材加工機1から板材集積台車3へ製品板材を搬出する板材搬出装置2とを備える。板材集積台車3は、製品板材を積層状に積み重ねて積載する平面置き部32と、製品板材を立て掛けて積載する立掛け部31とを有する。板材搬出装置2は、走行可能な走行体13と、この走行体13に設けられた製品保持具20と、前記立掛け部31の角度に合わせて製品保持具20を傾動可能な傾動機構と、製品板材を板材集積台車3の平面置き部32または立掛け部31に仕分けて積載するように走行体13、製品保持具20、および傾動機構を制御する搬送制御装置とを有する。
(もっと読む)
成形円筒ダクトの自動積載装置
【目的】 本発明は、繰出し成形した円筒ダクトの積載用台車内への積載を自動化して運び出しが迅速に行われるようにした成形円筒ダクトの自動積載装置を新規に提供することを目的とするものである。
【構成】 本発明は、繰出し成形する長短および大小径の円筒ダクトを順次傾斜台,掛け上げコンベアを経て水平に上動したガイド板上に案内し、該円筒ダクトを前記ガイド板の下降回動または水平下動により直下の積載用台車内に自動積載し、該積載円筒ダクトを該積載用台車にて運び出しするようにしたことを特徴とする成形円筒ダクトの自動積載装置にある。
(もっと読む)
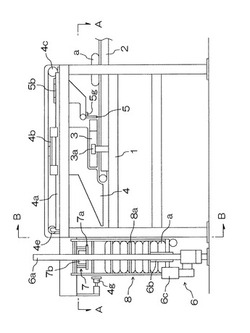
物品積み付け装置
【課題】構成の簡素化を図りながら、物品を物品収納体に積み付けることができる物品積み付け装置を提供する点にある。
【解決手段】サイズ又は重量が異なる複数種の物品1を物品積み付け箇所Aに搬送する搬送手段2と、搬送手段2にて物品積み付け箇所Aに搬送されてきた物品1を把持して物品収納体3に積み付ける物品移載手段4と、物品移載手段4の作動を制御する積み付け制御手段5とが設けられ、物品1に装備された情報記憶タグ13に記憶された物品1のサイズ又は重量を示す物品情報を読み取る読み取り手段14が設けられ、積み付け制御手段5が、読み取り手段14にて読み取られた物品情報、及び、予め設定された積み付け予定パターンに基づいて、積み付け予定パターンにて物品1を積み付けるべく、物品移載手段4の作動を制御するように構成されている。
(もっと読む)
パレット交換装置
【課題】パレット交換時、フォークリフトによって交換すべきパレットを取りに行ったり、パレットを所定位置に定位させたりする必要がない、パレット交換装置を提供する。
【解決手段】作業部P1に位置する第1のテーブル20上に荷が積まれたパレットが載せられる。第1のテーブル20を作業部P1からパレット回収部P2へ移動させ、これに荷支持板30を追随させる。積荷は第1のストッパー5に突き当たることでパレットが抜き取られる。積荷は第1のテーブル20上から荷支持板30上へ乗り移る。パレット供給機構8により第2のテーブル40上にパレットが供給される。第2のテーブル40を作業部P1に位置する荷支持板30の下方に移動させる。荷支持板30を作業部P1からパレット供給部P3へ復帰動作させるとき積荷が第2のストッパー6に突き当たることで荷支持板30上から第2のテーブル40上のパレット上へ乗り移る。
(もっと読む)
仕分けシステム
【課題】 本発明は、ケースを利用して、商品の容器単位の仕分けを自動化でき、省スペースおよび低コストを実現できる仕分けシステムを提供することを目的とする。
【解決手段】 荷崩れの発生し易い食品が収納され、入荷された入荷ケース11は、第1ルートと第2ルートの2つのラインに仕分けられ、一方はアソート設備21で、入荷ケース11より食品が店舗および通路ナンバー単位の仕分けケース29に仕分けられ、この仕分けケース29は自動倉庫設備22へ搬送され、また入荷ケース11は他方、直接、自動倉庫設備22へ搬送され、入荷ケース11と仕分けケース29は、店舗および通路ナンバーの単位毎に自動倉庫の物品保管部(区画収納空間)に段積みして保管され、すなわち自動倉庫設備22において、店舗および通路ナンバーの単位に仕分けが実行されて保管される。
(もっと読む)
1 - 12 / 12
[ Back to top ]