
Fターム[3F055BA01]の内容
Fターム[3F055BA01]の下位に属するFターム
Fターム[3F055BA01]に分類される特許
1 - 10 / 10
帯体の巻取り方法
【課題】 帯体が傾いて巻き取り長さに異同を生じさせ、帯体の巻装に歪みが生じて一定の方向に曲がりやすくなるのを抑制できる帯体の巻取り方法を提供する。
【解決手段】 巻取り用コア1の周面2にキャリアテープ10をトラバースして巻き取る帯体の巻取り方法であり、巻取り用コア1の一端部から他端部方向に向かうにしたがい周面2を半径外方向に傾斜させ、この周面2の傾きθを、0<θ≦2arctan〔キャリアテープの厚み/トラバースピッチ〕に基づくものとする。そして、巻取り用コア1にキャリアテープ10を巻き取る場合に、巻き取ったキャリアテープ10の側部にキャリアテープ10の側部を重ねて重ね巻きする工程と、巻き取ったキャリアテープ10の側部にキャリアテープ10の側部を重ねることなく巻き取る工程とを交互に繰り返す。
(もっと読む)
裁ち屑巻取装置

【課題】裁ち屑を破断しないように、かつ凹凸量が小さく適正な巻固さの巻取ロールとして巻取ることができる、構造が比較的簡素で占有空間が小さい裁ち屑巻取装置を得る。
【解決手段】固定ガイド8から巻枠7上の巻取ロールRtまでの裁ち屑Tの走行経路長さを、綾振りガイド9による裁ち屑Tの往復移動に関係なく略一定になるように補償するための補償ローラ10を備える。補償ローラ10の外周部を、固定ガイド8から綾振りガイド9までの裁ち屑Tの走行経路が最短になるときの当該補償ローラ10の裁ち屑Tとの係合箇所における外径を最大とし、その外径最大箇所から当該補償ローラ10の裁ち屑Tとの係合箇所が遠ざかるにつれ、固定ガイド8から綾振りガイド9までの裁ち屑Tの走行経路長さの増加分だけ綾振りガイド9から巻取ロールRtまでの裁ち屑Tの走行経路長さが減少するように当該補償ローラ10の裁ち屑Tとの係合箇所の外径を漸減させて形成する。
(もっと読む)
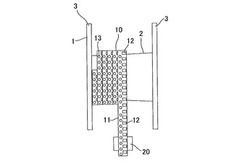
光ファイバテープ心線の巻取方法および巻取装置
【課題】高精度なトラバースの反転制御を必要とせず、鍔部との接触による伝送特性の悪化や巻崩れの生じない光ファイバテープ心線の巻取方法および巻取装置を提供する。
【解決手段】光ファイバテープ心線10を巻取ボビン11上に整列して巻取る方法および装置であって、光ファイバテープ心線10は、パイプ状のガイド部材14に挿通されて巻取ボビン11に対して相対的にトラバースされ、ガイド部材14の先端部を巻取ボビンの両側鍔部13の内壁面13aに当接するように配置して巻取る。なお、パイプ状にガイド部材14は円筒状で形成され、巻取ボビン11の両側鍔部の内壁部に、発泡ポリエチレン等の弾力性のあるシート部材が貼り付けられている。
(もっと読む)
帯状体の巻付け方法および装置
【課題】リボン状体22の成形ドラム24への巻付け時における浮き上がりや1周長の変化を効果的に抑制する。
【解決手段】成形ドラム24に供給される途中のリボン状体22を、その幅方向一端23aが幅方向他端23bより成形ドラム24に接近するよう傾斜させたので、リボン状体22の幅方向一側(巻付けの進行方向前側)に位置するオーバーハング部46は幅方向一端23aに向かうに従い成形ドラム24に接近するよう傾斜する。このため、該リボン状体22の半径方向外側に巻付けられるリボン状体22の幅方向他側部は前記傾斜したオーバーハング部46にほぼ沿って傾斜しながら重ね合わされ、半径方向に積み重ねられるようなことはない。
(もっと読む)
帯板の巻取装置及び巻取方法
【課題】内径が巻芯の外径に等しくかつ真円に近いトロイダルコアを得る。
【解決手段】本発明の帯板の巻取装置は、外周から内周に至り磁性帯板12が挿通可能なスリット13cを有し巻芯回転駆動機構20により回転して外周に帯板12を巻回する円筒状の巻芯13と、巻芯13に挿通されスリット13cに連通しスリット13cを通過した帯板12の先端部が進入可能な隙間26aが形成された係止棒26と、巻芯13に対して係止棒26を回転させ、スリット13cに対して隙間26aを移動させることにより磁性帯板12の先端部を咬持し、スリット13cに隙間26aを対向させることにより磁性帯板12の先端部を解放する係止棒回転駆動機構27とを備える。この帯板の巻取装置は、スリット13cが円筒状巻芯13の内面における接線に沿うように形成され、巻芯の外周面とスリットが交差する鈍角側角部13dに丸み付けが為されることが好ましい。
(もっと読む)
フィルムの巻取方法及び装置、並びにフィルムロールの製造方法
【課題】巻取後のフィルムロールに耳伸び及び巻きズレが生じないようにする。
【解決手段】フィルム13の巻取りを開始する前に、巻取情報入力部39にフィルム13の厚み、全巻取長などの巻取情報が入力される。切替時巻長特定部41は、巻取情報入力部39に入力された巻取情報とLUTメモリ40に記憶された巻取情報とを照合し、切替時巻長を特定する。フィルム13の巻き取りは、まず、側縁13aが揃うようにフィルム13を巻き取るストレート巻きから開始する。巻長が切替時巻長に達したときに、側縁13aを一定の振幅Woの範囲内でずらしながらフィルム13を巻き取るオシレート巻きに変更する。
(もっと読む)
細幅長尺テープの巻き取り製品及びその製造方法。
【課題】巻き幅Lwが例えば25.5mmと比較的短かい設定の中で、細幅長尺テープを1万〜3万メートルにも及ぶ極長尺に安定して巻き取ることができる巻取技術を提供する。
【解決手段】巻取りに際してテープ3に付与する張力Tと巻き取り速度Sとの組合せを適正に制御する。
巻取り張力は、初期設定の目標値T0を、T0=T1(W1/W+C)の式を満足させるものとし、途中の目標値Tを、T=T0(1−L/50,000)の式を満足させることを基準として設定する。
但し、T1・・・2.5mm幅テープの巻き始め時の適正張力(g/mm)
W・・・テープ幅(mm)
W1・・・2.5mm
C・・・W<2.5mmのとき、C=(W−W1)/W
W=2.5mmのとき、C=0
W>2.5mmのとき、C=0.10〜0.15
L・・・巻き取りテープ長さ(m)
巻き取り速度は、巻取りの進行に伴って漸減変化させる。
(もっと読む)
テープ巻体、その製造方法、およびテープ巻取り方法
【課題】離型紙付きのフィルムテープをトラバース巻きするときに巻き崩れやフィルムと離型紙の間の浮きが生じない
【解決手段】原反から巻き出され、スリッタによって4mm幅もしくは5mm幅に切りそろえられた離型紙付きのフィルムテープ10が、ガイドローラ111,112,113,114を介して巻取り部130で芯材に巻き取られる。この巻取り時に、線圧を1000〔g〕にし、巻取張力が36.5〜486〔g〕であり、かつ送り幅が0.1〜4.0〔mm〕で巻き取る。
(もっと読む)
粘着性極細幅長尺テープ捲回物の製造方法及び同装置
【課題】粘着性を有するテープ幅0.1〜2.0mmの極細幅テープの長尺捲回物を広幅のテープ素材からスリット分割巻取り法によって、高能率に、しかも素材の品質特性を損なうことなく製造可能なものとする。
【解決手段】粘着性原反素材1をスリッター機3によってスリット幅0.1〜2.0mmの極細幅にスリットして分割したのち、この分割された単位テープ10群を、前方の至近位置に配置した、多数本の離型性分離用ピン42を並列配置した捌き装置4の櫛状分離器40に扇形拡開状に導入したのち、ピンチローラユニット5を経てトラバース巻取機6によりボビン61に巻取る。
(もっと読む)
シート状物の巻き取り方法および巻き取り体
【課題】分散している炭素短繊維が樹脂および/または有機物の炭化物で結着されてなる炭素繊維シートを巻き取った際に巻き端面が揃っており、かつ巻き取り時に破断することのないシート状物の巻き取り方法およびシート状物の巻取り体を提供する。
【解決手段】分散している炭素短繊維が樹脂および/または有機物の炭化物で結着されてなる炭素繊維シート状物をロール状に巻き取るに際して、糸状物又はテープ状物に張力を付与しながら該糸状物又はテープ状物をシート状物と一緒に巻き取ることを特徴とするシート状物の巻き取り方法。
(もっと読む)
1 - 10 / 10
[ Back to top ]