
Fターム[3F080BE11]の内容
物品のコンベア等への供給 (6,969) | 反転 (65) | Z(搬送方向鉛直)軸回りの反転 (13)
Fターム[3F080BE11]の下位に属するFターム
Fターム[3F080BE11]に分類される特許
1 - 9 / 9
食品類の搬送方法及びその搬送装置
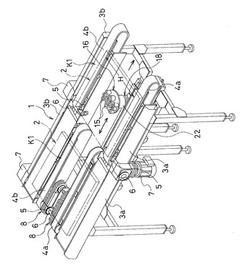
【課題】食品の製造工程において最終醗酵工程と焼成工程とを食品生地類を載置した展板に振動を与えずに、旋回し移載する食品類の搬送方法及びその搬送装置を提供する。
【解決手段】コンベヤ装置1は、パン製造工程の最終醗酵工程と焼成工程とを結ぶ搬送経路を、複数台の直線状の搬送コンベヤK1とカーブ状の搬送コンベヤとで構成し、接続部に、展板2の底面を接触または非接触で吸着保持し、展板2に上下の振動を与ずに先の搬送コンベヤから後の搬送コンベヤに移載する移載搬送手段8を設ける。搬送コンベヤに並列なコンベヤベルト4a,4bの間には、展板2の底面を接触または非接触で搬送コンベヤの上面と水平に保持する複数個の吸着保持手段15を表面に設けた昇降かつ旋回可能な円形状のターンテーブル16を設置し、このターンテーブル16の裏面側中心部に設けた支持軸をスライド搬送手段18上に立設する。
(もっと読む)
搬送位置決め装置及びラベル貼着装置

【課題】簡単な構造にて容易かつ効率的に対象物を回転及び搬送経路に従って搬送することが可能な搬送位置決め装置及びラベル貼着装置を提供する。
【解決手段】軸線周りに回転可能とされる対象物Wを搬送経路に従って搬送する搬送位置決め装置2であって、前記軸線が通過する軌跡に沿う接触部を有する第1周回ベルト31Aと、前記軌跡に沿う接触部を有し、前記軌跡を挟んで前記第1周回ベルト31Aと反対側に配置される第2周回ベルト32Aと、を含む回転方向調整部30と、回転方向調整部30に接続される制御部40とを備え、前記第1周回ベルト31Aと前記第2周回ベルト32Aは、前記対象物Wを挟むように構成され、前記制御部40は、前記第1周回ベルト31Aと前記第2周回ベルト32Aとを、相対速度差を設けて前進、停止、後退可能に構成されていることを特徴とする。
(もっと読む)
無振動型パーツフィーダ
【課題】 従来からパーツフィーダは、ボウルに収納されているワークを振動によって逐次移動させ、ガイドに沿わせ整列させ、個別に摘出する方法が一般的に用いられている。しかし、この様な振動を伴う搬送のものでは、お互いに接触し擦り合うため、ワークの破壊に至り、また長時間の振動にて静電気を誘発するなど、精密な部品の搬送には大きな問題と成って居た。
【解決手段】 ホッパー5に収納されているワークを、上部から吊るした吸着グラブ1で吸着し、回転ステージ12の上に拡散配置する。次にワークをカメラにて撮像し、画像処理技術を用いて位置や傾き等を検出認識し、個別にP&P機構を用いて整列搬送する、無振動型のパーツフィーダである。
(もっと読む)
ラックへの試験管準備装置
【課題】ラックへの試験管の準備を自動的に行うことができる試験管準備装置の提供を目的とする。
【解決手段】汎用されているトレイへの試験管準備装置などを利用して、ラベルを貼着した試験管を準備し、ラベル貼着後の試験管の向きを検出して底部が先になるようにターンテーブルを利用して揃えると共に、試験管の軸心線を搬送方向と一致させる。そして、搬出コンベアの終端側に設けた投入シュートで搬送中の試験管を水平状態から垂直状態となるようにし、垂直姿勢のまま投入シュート下方で待機するラックの保持孔へ立てた状態で試験管を供給するようにしている。
これにより、試験管の選択、試験管へのラベルの貼付及びラベル貼着後の試験管のラックへの供給を全て自動的に行うことが可能である。
(もっと読む)
配送物姿勢変換装置及び配送物自動供給装置
【課題】配送物自動供給装置や配送物自動区分機におけるレイアウトの自由度を高めるとともに、配送物の搬送姿勢を適正化して集積不良を防止する。
【解決手段】一通ずつに分離された薄物メールMを水平状態で搬送する搬送経路にて、薄物メールMの姿勢を変換する配送物姿勢変換装置1であって、水平状態の薄物メールMを搬入する入口搬送部10と、搬入された薄物メールMを、水平状態を維持しながら所定の角度だけ回転させる配送物回転部20と、回転された薄物メールMの位置を整える整位部30と、整位された薄物メールMを、入口搬送部10による搬入方向に対し、搬送方向を変換して搬出する出口搬送部40とを備える。
(もっと読む)
円形ワーク送出装置
【課題】摩擦係数が大きく、詰まりを生じ易いゴム製の円形ワークを、ズムーズに、かつ、一定送出ピッチにて、送り出して、検査装置等に送ることを目的とする。
【解決手段】ゴム等の弾性材の円形ワークWをパーツ供給手段101 から受け取ってパーツ移送手段102 に送り出す送出装置に於けるものである。ラジアル外方向に開口する凹周溝5を有する回転円盤6と、回転円盤6の凹周溝5を略閉じるように配設した円弧状の外周ガイド部材16とを、具備する。さらに、外周ガイド部材16の下流寄りにて凹周溝5内の円形ワークWを回転円盤6のラジアル方向へ押圧して円形ワークWを自転させつつ回転円盤6の周端縁部の周速R6 の約2分の1の送り速度Vに減速して1個ずつ送り出すワークころがし手段19を備えたものである。
(もっと読む)
ワーク供給方法およびワーク供給装置
【課題】ワークの吸着固定およびその解除の動作を速やかに行わせることが可能で、複雑な構造を必要とせずにワークの高速供給に対応することが可能なワーク供給方法およびワーク供給装置を提供する。
【解決手段】ワーク1を連続して供給する第1供給機構部2と、第1供給機構部2から供給されたワークが搬送されるワーク搬送路14と、第1供給機構部2から供給され、列をなして搬送されるワーク1のうちの任意のワーク1(1b)を、静電吸着ヘッド3により吸着固定して、吸着固定されたワーク1(1b)以降のワーク1を堰き止める分離供給機構部4と、分離供給機構部4で吸着固定された位置より先にあるワーク1(1a)のみを取り込んで次工程に供給する第2供給機構部5とを備えた構成とする。
また、静電吸着ヘッドを分離供給機構部のワーク搬送路の上方に配置する。
(もっと読む)
容器整列装置
【課題】 容器整列装置において、単位時間あたりの容器処理数を増加させ処理効率を向上させるに際し、その装置を大型化せず、従って設置スペース及びコストの増加率を低く抑えることのできる容器整列装置を提供することを課題とする。
【解決手段】 傾斜している傾斜回転円盤10の上から整列させたい容器1を投入し、その傾斜回転円盤10の外周方向へ沿って容器1を傾斜上部へ移動させ、そこで一旦その外周にある円環状の水平回転ガイド20上に設けた容器ポケット部21へそれらの容器を搭載させ、水平回転ガイド20に複数M列の同心円上に複数N個の容器ポケットを搭載するように構成し、コンベア110に複数同時に正立させて整列させることを特徴とする容器整列装置。
(もっと読む)
給送装置
パッケージ機からパッケージ6を給送する装置が、第1、第2、第3、及び第4のパッケージ押進部2〜5を備える。押進部2〜5は、パッケージ6を給送入口位置7から給送出口位置8へ搬送方向Tへ搬送するように構成されている。押進部は、複数の対になって共通中心軸Cに関して互いに正反対位置で向かい合い、共通中心軸Cの周りを回転可能なように構成されている。パッケージ機からパッケージを給送する方法は、給送入口位置7でパッケージを第1と第2の押進部2、3の間に受け取るステップと、押進部2〜5を回転させることによって給送出口位置8へパッケージ6を搬送するステップと、パッケージ6が給送出口位置8に到達したとき、第1の押進部2を給送入口位置7に戻し、且つ第4の押進部5が給送入口位置7へ前進するように第2の押進部3を前進させるステップであって、第1及び第4の押進部2、5が次のパッケージ6を受け取る用意ができるステップとを含む。 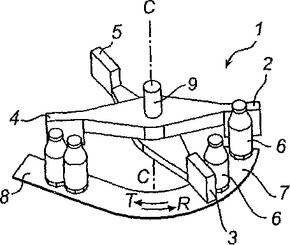 (もっと読む)
(もっと読む)
1 - 9 / 9
[ Back to top ]