
Fターム[3F080CB02]の内容
物品のコンベア等への供給 (6,969) | 振動式物品供給装置 (600) | 型 (353) | ボウル型 (138)
Fターム[3F080CB02]に分類される特許
61 - 80 / 138
搬送通路板の部品送出部

【課題】 平板状の部品を重複させないで送出することのできる搬送通路板の部品送出部を提供する。
【解決手段】 搬送通路板14のガイド面18に平板状の部品1を受け止めて部品1を重複させないようにして搬送通路板14から送出するものであって、部品送出部16に平坦な基準ガイド面33がガイド面18を連続させた状態で形成され、この基準ガイド面33に部品1を密着させる吸引手段34、38が設けられ、この吸引手段によって生じる基準ガイド面33に対する部品1の摩擦力が、搬送通路板14の送出力を下回るように設定され、基準ガイド面33に連続した状態で基準ガイド面33に密着した部品1を通過させる送出管19が設けられている。
(もっと読む)
ワークの供給装置及びその供給方法

【課題】複数種類のワークを供給するワークの供給装置を小型化する技術を提供することを課題とする。
【解決手段】ワークの供給装置10は、種類の異なるワーク11、12をそれぞれ貯留する第1、第2の専用供給コンベア13、14と、ワーク11、12を整列して下流工程に供給する1個のパーツフィーダー15と、ワーク11、12を流動する1条の共用レール16と、ワーク11、12の種類を判別する判別機構17と、ワーク11、12を把持する把持機構18と、ワーク11、12を組立装置に流動する第1、第2の専用レール21、22と、異種ワークを第1、第2の専用供給コンベア13、14へそれぞれ返却する返却装置23と、制御部24とからなる。
【効果】複数種類のワークに対して、パーツフィーダーと共用レールを共通化したので、供給装置全体を小型化できる。
(もっと読む)
ボタン選別装置およびボタン選別方法
【課題】供給するボタンの変更時に、ボタンの形状に合わせて配置位置を調整したり変更する等の手間を省くことができ、多種多様な形状のボタンにつき、そのボタンの向きによって容易にボタンの選別を行う。
【解決手段】ボタン2を介して対向して配置され、ボタン2の表面2aおよび裏面2bに対して所定の角度をもって吹き付けられる空気流15を発生する一対のプレート9を設け、ボタン2の表裏方向の一方からボタン2に吹き付ける第1空気流15Aと、ボタン2の表裏方向の他方からボタン2に吹き付け、かつ第1空気流15Aと搬送経路におけるボタン2の搬送方向に略直交する方向のベクトル成分が逆向きの第2空気流15Bとを受けたボタン2の移動方向の違いにより、ボタン2の表面、裏面のどちらか一方が所定の方向に向いたものを搬送経路から除去してボタン2の表裏を選別する。
(もっと読む)
外観検査装置
【課題】重なりチップ部品を外観検査前に簡易にして確実に排除し、チップ部品の検査効率を大幅に向上することができる外観検査装置を提供する。
【解決手段】外観検査装置は、部品供給機構(2,4)から所定の搬送路(14)に順次供給されたチップ部品をカメラ(18a〜18f)により撮像してその外観を検査する外観検査装置であって、部品供給機構は、複数のチップ部品が上下に重なった重なりチップ部品を排除して搬送路への供給対象から除外する排除機構(32)を備える。
(もっと読む)
部品送出通路構造
【課題】 六角形プロジェクションナットの移送時の向きを一定の向きに維持することのできる部品送出通路構造を提供する。
【解決手段】 送出の対象とされる部品1は、六角形の本体部2の片側の角部に120度間隔で3つの溶着用突起4が形成された六角形プロジェクションナットであり、細長い平面で形成された送出通路6に2本のガイド突条7を平行に配置し、この送出通路6はその幅方向で見て片側が低くなるように傾斜させてあり、このガイド突条7の間隔が1つの溶着用突起4が両ガイド突条7の間に位置づけられ、2つの溶着用突起4が両ガイド突条7の外側に位置づけられる広さに設定されている。
(もっと読む)
プロジェクションナットの通路部材およびパーツフィーダ
【課題】 溶着用突起がねじ孔の直径方向に張り出したナットを確実に排除できるプロジェクションナットの通路部材およびパーツフィーダを提供する。
【解決手段】 通路が少なくとも底面6と両側に起立している横内面7から形成され、底面6に正規寸法以下の過小プロジェクションナット1を転落させる排出口8が形成され、片側が低くなるように底面6が傾斜させてあり、この傾斜の低い側における横内面7と底面6との交叉部位に、本体部2からねじ孔3の直径方向に張り出している溶着用突起4の通過凹部17が通路の長手方向に沿って形成されている。
(もっと読む)
部品供給装置
【課題】供給対象とする部品の大きさが変わっても安定した達成率および供給能力が得られる部品供給装置を提供する。
【解決手段】トラック(螺旋状搬送路)6の途中に設けられた部品判別部の部品判別ブロック11に、上下方向に延びるスリット形状のエア吹出口12aを有するエア吹出部材12を取り付け、この縦長のエア吹出口12aからエアがほぼ均等に吹き出すようにすることにより、供給対象とする部品の大きさに合わせてエア吹出口の上下方向位置を変えるための部品判別ブロックの交換を不要とし、対象部品変更時の姿勢判別精度の低下を防止して、常時安定した達成率および供給能力が得られるようにした。
(もっと読む)
パーツフィーダと対をなす部品送出装置
【課題】パーツフィーダと部品送出装置を最小スペースのもとに配置し、部品送出装置の機能を十分に発揮することができるパーツフィーダと対をなす部品送出装置を提供する。
【解決手段】部品を送出する部品送出装置100が、長尺な導入通路部材7から細長い外箱内6に導入された部品を、移送部材によって送出通路部材17側へ移送し、この移送された部品を空気噴射で送出通路部材17内へ送出する形式のものとされ、パーツフィーダ14の送出部15が導入通路部材7に接続され、前記パーツフィーダ14は導入通路部材7と外箱6によって区画された空間部51に配置されている。これにより、パーツフィーダ14の外側面に導入通路部材7と外箱6が寄り添うように配置されて、所要スペースを最小化できる。
(もっと読む)
リング整列収納装置
【課題】互いに絡み合ったリング部材を分離した状態で大量に供給することができ、リング部材自体を損傷させることがなく、その歩留りや生産性、レイアウト性に優れたリング整列収納装置を提供する。
【解決手段】C字状リングの塊状集合体が供給される振動ボウルフィーダ12の内周面に螺旋状に形成されるリング誘導路14と、リング誘導路終端のリング落口手前側に圧縮空気を噴出させるエアノズル部と、落下するC字状リングの開口部が挿入されるレール状ガイド16の終端側に延設されC字状リングが整列収納されるパーツマガジン17と、を備えるようにリング整列収納装置10を構成する。
(もっと読む)
振動式部品供給装置
【課題】振動式部品供給装置において搬送中の部品姿勢の判別精度を向上させることである。
【解決手段】ボウル4の部品判別部8のトラック6に部品寸法よりも小さい吸気口11を開口させ、部品判別部8に搬送されてきた部品Pが吸気口11から吸引力を受け、吸気口11に吸い付けられて安定した姿勢で判別されるようにすることにより、部品判別部8で部品Pの姿勢を従来よりも精度よく判別できるようにしたのである。
(もっと読む)
ボタン供給装置
【課題】裏向きのボタンと不良ボタンを識別して縫製効率の低下を抑制すること。
【解決手段】フィーダーボウル2と、搬送体4と、を備えるボタン供給装置1において、戻しガイド5と、第1の蓋体7と、第1の駆動手段8と、第2の蓋体9と、第2の駆動手段10と、撮像手段6と、縫製に用いるボタンの表向きの撮像画像データが予め記憶された記憶手段と、撮像画像と記憶された撮像画像データとを比較して、ボタンの正常又は不良、及びボタンの表裏を認定する認定手段と、ボタンが裏向きであると認定された場合に第1の駆動手段を駆動させて搬送体と戻しガイドとを連通させ、ボタン不良であると認定された場合に第1の駆動手段及び第2の駆動手段を駆動させて搬送体と戻しガイドとを連通させるとともに戻しガイドの内部と外部とを連通させる制御手段と、を備える。
(もっと読む)
創薬用キャップ整列装置
【課題】保管ラックと同じピッチを有する整列プレートに短時間で創薬用マイクロチューブのキャップを整列させる創薬用キャップ整列装置を提供する。
【解決手段】整列プレートを収容する所定の深さを有する整列プレート装着部112と未整列のキャップが滞留するキャップ滞留部114とが併置されている上面が開放された振動ボックス110と、振動ボックス110の整列プレート装着部112側の床面裏に装着された整列プレートに振動を与える振動機構と、振動ボックス110を整列プレート装着部112とキャップ滞留部114とが交互に上下するように揺動させる揺動機構とを有していることにより上記課題を解決する。
(もっと読む)
部品検査装置における搬送ユニット
【課題】単位時間当たりの検査処理量を増加、安定させることができる部品検査装置における搬送ユニットの提供。
【解決手段】
本発明は、供給シュート4bを通じて回転する回転ディスク5に棒状ワークPを供給し、この棒状ワークPを回転ディスク5に連設されて回転する分離ディスク6外周のスリット6aに導入して、検査シュート7に分離供給するものである。回転ディスク5は、棒状ワークPが滑落しながら外周へ寄っていく速度で回転し、これによって棒状ワークPを分離ディスク6連設部分に移行させる。また、回転ディスク5の接線方向に延びて設けた移行ガイド部11aで分離ディスク6に棒状ワークPを案内するようになっており、分離ディスク6の外周部分は面取りにより徐々に薄く構成され、回転ディスク5と移行ガイド部11aとの尖状の空隙を通過できるようになっている。
(もっと読む)
振動式部品供給装置
【課題】簡単な構造で、搬送路の途中で詰まった部品を効果的に排除できる振動式部品供給装置を提供することである。
【解決手段】直進フィーダ2のシュート6の下流部に位置する姿勢保持部10の入口直前に第1の排除部11を設け、姿勢保持部10の入口で部品詰まりが生じたときには、第1の排除部11だけでなく、その上流側に位置する表裏選別部9も第2の排除部として部品Pの排除を行うようにして、詰まった部品Pが後続部品Pから押圧される状態となっていても、表裏選別部9で後続部品Pの一部を排除して詰まった部品Pが受ける押圧力を軽減することにより、第1の排除部11で詰まった部品Pを効果的に排除できるようにしたのである。
(もっと読む)
薬剤包装装置の自由形状錠剤の自動排出器及び錠剤供給方法
多様な形状の錠剤を自動包装させ、錠剤供給を清潔で正確に投与するようにし、迅速に錠剤供給を行える薬剤包装装置の自由形状錠剤の自動排出器及び錠剤供給方法に関するものである。薬剤包装装置の自由形状錠剤の自動排出器は、内部に錠剤が収容される空間部が設けられ、空間部に収容された錠剤の移送をガイドするものであって、上向きに形成された案内トラックを備える本体と、本体の空間部に収容された錠剤が、案内トラックに沿って上部に移送されるように、本体を振動させる駆動部と、を備えることを特徴とする。 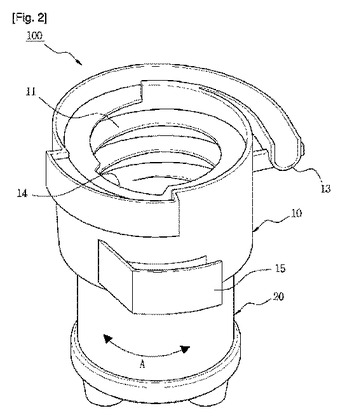 (もっと読む)
(もっと読む)
パーツフィーダの部品送出部および分別部材
【課題】 平板状の部品を重複させないで送出することのできるパーツフィーダの部品送出部および分別部材を提供する。
【解決手段】 部品送出部16に平坦な基準ガイド面33が形成され、この基準ガイド面33に部品1を密着させる吸引手段34,35,38が設けられ、この吸引手段によって生じる基準ガイド面33に対する部品1の摩擦力が、パーツフィーダ9の送出動作による送出力を下回るように設定され、少なくとも2つの部品1が吸引手段によって基準ガイド面33に密着しながら両部品1の外周部8が突き当たった状態で送出されて行くように構成し、平板状の部品1を重複させないようにしてパーツフィーダ9から送出する。
(もっと読む)
振動式部品供給装置
【課題】一方向に長く延びる形状の部品を安定して整列供給することができる振動式部品供給装置を提供することである。
【解決手段】ボウル4の搬送用V字溝11の途中で、その内側傾斜面11aの噴出口12から圧縮空気を噴き出して、長手方向を搬送方向に向けて内側傾斜面11aに沿う姿勢で搬送されてきた部品Pを外側傾斜面11bの側へ反転させる部品反転部7に、外側傾斜面11bから突出し、搬送方向と平行な面内で回転しようとする部品Pと当接して部品Pの回転を規制する姿勢安定片13を設けることにより、部品Pが長手方向を搬送方向に向けたまま外側傾斜面11bに沿う姿勢に揃えられて下流側へ送り出されるようにして、部品反転部7の下流側で搬送路から排除される部品Pの数を大幅に減少させたのである。
(もっと読む)
部品供給装置
【課題】搬送路の複数箇所に部品選別部を設けても、各部品選別部で不良と判定された部品を安定して高速で排除できるようにすることである。
【解決手段】搬送路の複数箇所に設けた各部品選別部における部品センサの検出出力に基づくエアノズルの作動を、これらの各部品選別部毎にそれぞれ個別のマイクロプロセッサMPU1、MPU2、MPU3を用いて制御することにより、各部品センサの検出出力が入力されてからエアノズルを作動する制御出力が出力されるまでの時間の遅延とばらつきをなくし、部品選別部を搬送路の複数箇所に設けても、各部品選別部で不良と判定された部品を安定して高速で排除できるようにした。
(もっと読む)
部品搬送装置
【課題】部品に油等が付着している場合であっても、部品を部品搬送部に沿って確実に搬送することができ、油等の除去作業を不要にして部品の搬送作業の作業性を向上させることができる部品搬送装置を提供すること。
【解決手段】有底円筒状の容器2と、容器2の底部から上部に向かって螺旋状に延在する搬送路8とを備え、加振装置3によって容器2に振動させることにより、容器2内に投入された部品7を搬送路8の底面から上部に向かって搬送するようにした部品搬送装置1において、容器2の内部に押出機構4を設け、押出機構4は、容器2の上下方向に沿って延在し、容器2内に挿入された回転軸12と、回転軸12を回転駆動する駆動モータ13と、回転軸12に取付けられ、回転軸12の延在方向と略直交する方向に延在するスプリング15a、15bとを備え、スプリング15a、15bは、回転軸12が回転するのに伴って部品7を搬送路8上の搬送方向に沿って押し出す。
(もっと読む)
振動式部品供給装置
【課題】搬送中の部品を吸引して減速させ、各部品間に搬送方向の隙間を付与する機構を備えた振動式部品供給装置のコスト削減を図ることである。
【解決手段】ボウル4の外壁4aに、上端がエア配管13を介してエアポンプ(図示省略)に接続され下端が開放された垂直な空気路12を設け、この空気路12の途中に、ボウル4のトラック6に開口する吸気口11を斜め上方から接続して、エアポンプから空気路12に供給された空気が吸気口11内の空気を引き込んで空気路12下端へ流れるようにすることにより、搬送中の部品Pが常時負圧のかかった吸気口11の位置で吸引されて減速し、各部品P間に搬送方向の隙間が生じるようにした。この構成では、従来用いられていた部品吸引用の真空ポンプが不要となり、真空ポンプとエアポンプとのコスト差分だけ装置全体のコストを削減することができる。
(もっと読む)
61 - 80 / 138
[ Back to top ]