
Fターム[3F111DD02]の内容
Fターム[3F111DD02]に分類される特許
1 - 8 / 8
線状体貯線装置
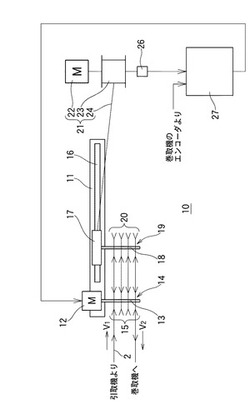
【課題】巻取機による線状体の巻取速度の変化に応じて線状体貯線装置の出側における線状体の張力、ひいては線状体貯線装置の出側及び入側における線状体の張力をそれぞれ一定に保つことができる線状体貯線装置を提供すること。
【解決手段】線状体貯線装置10は、回転駆動される固定シーブ支持軸13に軸受を介して回転自在に支持された固定シーブ14と、固定軸18に軸受を介して回転自在に支持されるとともに、前記固定シーブ14に対して近接・離隔自在に設けられた移動シーブ19と、前記移動シーブ19を前記固定シーブ14に対して離隔する方向に牽引する牽引ユニット21と、巻取機6による線状体2の巻取速度の変化に応じて前記固定シーブ14と前記巻取機6間の線状体2の張力を一定に保つように、前記巻取機6による線状体の巻取速度V2に基づいて前記固定シーブ支持軸13の回転数を制御する制御手段25〜27とを備える。
(もっと読む)
巻糸装置

【課題】簡易な構成で、各糸条部材に均等にテンションを付与し続けることができる巻糸装置を提供する。
【解決手段】2本の糸条L1,L2を個別に巻き取る巻糸装置は、各糸条L1,L2にそれぞれテンションを付与する複数のローラからなるローラ群10と、並列的に配置され、ローラ群10全体に引張力を作用させる複数のバネ部材21、22を有する引張装置20と、各糸条L1,L2の異常を検知する異常検知センサ91とを有する張力付与装置1を備える。この巻糸装置は、異常検知センサ91により糸条L1,L2の異常が検知された場合、少なくとも一つのバネ部材21又は22の引張力を喪失させる。
(もっと読む)
弾性糸供給装置
【課題】オーバーエンド解舒によって引き出された弾性糸を加工ラインに供給する場合において、引き伸ばし倍率のばらつきに起因する製品の品質不良をさらに確実に抑制できる弾性糸供給装置を提供する。
【解決手段】弾性糸供給装置100は、弾性糸パッケージPから引き出された弾性糸THに作用する応力を制御するテンションコントローラ130と、テンションコントローラ130から繰り出した弾性糸THを加工ライン30に供給する駆動ロール140とを備える。駆動ロール140は、ウエブWの搬送速度v1よりも遅い供給速度v2で動作し、搬送速度v1の増減に応じて供給速度v2を増減する。
(もっと読む)
フィラメントワインディング装置におけるテンション装置
【課題】糸条に対して滑りを生じることなく的確にテンションを付与でき、しかもテンション付与過程で糸条がしごかれて傷付くのを一掃できるテンション装置を提供する。
【解決手段】糸条を間に挟んで対向配置される、第1挟持構造と第2挟持構造とでテンション装置を構成する。第1挟持構造は、複数個のベルトプーリーと、ベルトプーリーに巻き掛けられる搬送ベルトと、搬送ベルトの移行トルクを所定値に規定するトルク調整構造とを含んで構成する。ベルトプーリーは、トルク調整構造を兼ねるトルクローラーで構成する。以て、テンション装置を通過する糸条を、第1挟持構造の搬送ベルトと前記第2挟持構造とで波形に挟持した状態で移行案内して、糸条に所定のテンションを付与する。
(もっと読む)
速度張力制御装置
【課題】 糸巻ビームの現時点での巻径値が不明でも、その時点における糸巻ビームを含む制御区間にある糸に作用する糸張力を目標糸張力に一致するように調整することができる糸搬送装置の速度張力制御装置を提供することにある。
【解決手段】
この速度張力制御装置によれば、糸張力偏差に基づいて糸巻ビームの巻径を仮想的に調整するための仮想操作量が演算され、その仮想操作量が糸巻ビームの仮想巻径の補正値に換算され、その補正値を前回使用した糸巻ビームの仮想巻径に加算することで新たな仮想巻径が演算出力され、その仮想巻径をD1c[m]、制御区間の糸の基準速度をV0[m/min]としたときに、糸巻ビーム駆動手段への回転数指令N1*[rpm]が、次の第1式、即ち、
N1*=V0/(πD1c) ……… (第1式)
を満たすように演算出力される。
(もっと読む)
糸弛み取り装置及びそれを備える紡績機
【課題】糸に掛かる張力を紡績機の稼動時において制御可能な糸弛み取り装置を提供する。
【解決手段】糸弛み取り装置12は、電動モータ25と、弛み取りローラ21と、糸掛け部材22と、電磁石36と、制御部と、を備える。弛み取りローラ21は、電動モータ25によって回転駆動される。糸掛け部材22は、弛み取りローラ21に対して同心で相対回転自在に取り付けられる。電磁石36は、糸掛け部材22に作用させる磁界を生成する。前記制御部は、前記糸掛け部材22の前記弛み取りローラ21に対する相対回転に抗する抵抗トルクを前記磁界によって発生させるとともに、前記電磁石36への入力制御によって前記抵抗トルクを制御する。
(もっと読む)
糸巻き掛け装置
【課題】糸の巻き掛け時間を短縮化して生産性を向上させることができ、各部の振動を生じにくくすることができる糸巻き掛け装置を提供する。
【解決手段】ボビン3と、糸1を繰り出す回転駆動部Mと、糸1の先端部1Aを保持する保持部4と、張力付与部5と、一対の円筒状部材101,102を支持するテーブル29と、糸挿通部6を一対の円筒状部材101,102の周りに回転させて糸1を一対の円筒状部材101,102に巻き掛ける糸巻き掛け機構7と、張力検出手段8と、回転駆動部Mを制御する制御手段9とを備え、糸挿通部6は円運動しながらを糸1を巻き掛け、張力付与部5は第1テンションローラ21と第2テンションローラ22とを備え、第1テンションローラ21がボビン3の上方Uに位置し、第2テンションローラ22がノズル6の上方Uに位置している。
(もっと読む)
線条材料の巻取方法及び心線の巻取方法
【課題】線条材料の送出方向に沿って並設される一のプーリの周速度に、他のプーリの周速度を良好に追従させられる線条材料の巻取方法を提供することにある。
【解決手段】線条材料の送出方向の上流側に配置される第1ボビンから前記線条材料を引き出し、前記送出方向の下流側に配置される第2ボビンによって前記線条材料を巻き取る、線条材料の巻取方法において、上流側に引出プーリを下流側にテンションプーリを設ける。テンションプーリに第2エンコーダ12aを設け、これにより検出されるテンションプーリの回転を、引出プーリの軸部に接続される第1サーボモータ3に送信する。このようにして、テンションプーリの周速度と、引出プーリの周速度と、を揃える。
(もっと読む)
1 - 8 / 8
[ Back to top ]