
Fターム[3G005KA08]の内容
Fターム[3G005KA08]に分類される特許
1 - 20 / 54
可変ノズル機構を備えた可変容量型排気ターボ過給機
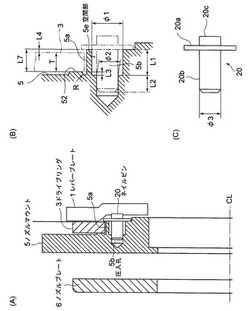
【課題】圧入ピンをノズルマウントの軸線方向に沿って圧入することによりノズルマウントのガイド部外周に生起される膨出部を抑制することにより、ドライブリングの内周面とガイド部の外周面との固着を防止して、可変ノズル機構を備えたターボ過給機の耐久信頼性の向上を図る。
【解決手段】ノズルマウント5に回動可能に支持される複数のノズルベーンと、アクチュエータに連動されノズルマウント5のガイド部5aに嵌合するドライブリング3と、一端をドライブリング3に、他端をノズルベーンに連結したレバープレートと、ドライブリング3の回動によりノズルベーンの翼角を変化せしめる可変ノズル機構とを備え、ガイド部5aの僅かに回転軸線寄りにノズルマウント5の軸線方向に沿って穿設された圧入孔5bにネイルピン20を圧入することによりガイド部5aの外周面に生起される膨出部を吸収する膨出抑制部5eを設けたとを特徴とする。
(もっと読む)
位置決め装置

【課題】翼車と支持軸との位置決め精度の向上を実現可能な位置決め装置を提供する。
【解決手段】支持軸と翼車とが一体的に嵌合された状態で両者の位置決めを行う位置決め装置であって、支持軸をその中心軸線が基準面に対して垂直となるように把持する把持装置と、支持軸の中心軸線が基準面に設定された装置原点を通過するように把持装置を移動させるワーク移動装置と、基準面内の装置原点で交わる3つの座標軸に沿って軸側接触子及び翼側接触子を移動させるアクチュエータと、ワーク移動装置を制御して支持軸の中心軸線が装置原点と一致するように把持装置を移動させた後、アクチュエータを制御して支持軸と各軸側接触子との接触位置と、翼車の開先円と各翼側接触子との接触位置とを計測し、その計測結果に基づいて支持軸の中心軸線上に翼車の重心点が位置するように翼車の位置決めを行う制御装置とを備える。
(もっと読む)
溶接装置及び溶接方法
【課題】ロータ軸の軸心と翼車の重心との位置合わせ精度を従来よりも向上させる。
【解決手段】支持軸の端面に翼車の背面の開先面を当接させて溶接する方法であって、翼車の重心位置を計測する重心計測工程S1と、支持軸の端面に翼車の背面に形成された開先面を当接させた状態で支持軸の中心軸線と翼車の中心軸線との位置関係を計測する位置計測工程S2と、位置計測工程S2によって中心軸線同士が位置合わせされた支持軸及び翼車について、翼車の重心位置及び支持軸周りの溶接開始位置に基づいて溶接変形による重心位置の変位方向及び変位量を特定する重心変位特定工程S3と、溶接変形後の重心位置が支持軸の中心軸線の延長線に最も近くなるように支持軸の中心軸線と翼車の中心軸線とを相対的に変位させる位置修正工程S4と、位置修正工程S4によって中心軸線同士が変位した支持軸の端面と翼車の開先面とを溶融接合する接合工程S5とを備える。
(もっと読む)
電動機内蔵過給装置のバランス調整構造とその方法
【課題】電動機内蔵過給装置の回転軸の回転バランスを調整する個所の増大(修正量の増大)を図り、高温状況下においても十分なモータ駆動力を維持できるようにすること。
【解決手段】電動機内蔵過給装置のバランス調整構造において、片端若しくは両端に設けた回転翼との間に、電磁鋼板51を積層した回転子鉄心5を介装して、積層した電磁鋼板51の端面、若しくは積層間に電磁鋼板51の板厚より厚い鉄製(磁気誘導部材)の回転バランス調整部材(センタリング52)を配設したこと。
(もっと読む)
ターボ過給機
【課題】ホイールとシャフトとの接合部分に発生する応力集中を従来より低減することが可能なターボ過給機を提供する。
【解決手段】回転軸線CL回りに回転自在に設けられるシャフト2と、複数のブレード4を有するとともにシャフト2と同軸に設けられるタービンホイール3とを備え、タービンホイールに設けられて回転軸線CL上に形成された穴部5にシャフト2に設けられて回転軸線CL上に配置された挿入部6が嵌め込まれ、穴部5の入口外周にて溶接されてタービンホイール3とシャフト2とが一体化されているターボ過給機1Aにおいて、挿入部6の先端の中央には、軸線方向CL内側に凹む凹部11が設けられている。
(もっと読む)
Ni基超合金に対する鉄鋼材料の溶接方法及び溶接継手
【課題】Ni基超合金に対して異種金属である鉄鋼材料を溶接により接合するに際して、両者を溶け合わせた金属とNi基超合金との境界に割れの無い健全な溶接継手を得ることが可能であるNi基超合金に対する鉄鋼材料の溶接方法及び溶接継手を提供する。
【解決手段】Ni基超合金であるタービン翼車4と、鉄鋼材料であるロータ軸2とを各々の境界部で溶接により互いに溶け合わせて接合するに際して、タービン翼車4のNi基超合金及びロータ軸2の鉄鋼材料を溶け合わせた溶接金属6と、タービン翼車4との境界部分に対して、電子ビームEBを周期的に偏向させつつ照射する。
(もっと読む)
Ni基超合金に対する鉄鋼材料の溶接方法及び溶接継手
【課題】Ni基超合金に対して異種金属である鉄鋼材料を溶接により接合するに際して、両者を溶け合わせた金属とNi基超合金との境界に割れの無い健全な溶接継手を得ることが可能であるNi基超合金に対する鉄鋼材料の溶接方法及び溶接継手を提供する。
【解決手段】Ni基超合金であるタービン翼車4と、鉄鋼材料であるロータ軸2とを各々の境界部で溶接により互いに溶け合わせて接合するに際して、電子ビームEBの照射位置を制御して、タービン翼車4のNi基超合金とロータ軸2の鉄鋼材料との境界部で互いに溶け合わせて成る溶接金属6の混合比を0.5〜0.8とする。
(もっと読む)
軸付回転体
【課題】軸付回転体において、溶接時の位置決めが容易であり且つ耐疲労特性を向上させることのできる軸付回転体を提供すること。
【解決手段】ターボチャージャのロータ軸2に第1の環状突出部2a及び凸部2bを形成し、タービン翼車4に第2の環状突出部4a及び凹部4bを形成して、当該凸部2aを凹部4bに嵌入することで位置決めを行いつつ、当該位置決め部分と空間8を隔てた第1の環状突出部2a及び第2の環状突出部4aの突き合わせ部分を溶接する。
(もっと読む)
リンク部品及び過給機
【課題】リンク部品及び過給機において、リンクピンの摩耗を抑制すると共にリンクピンの機械強度を向上させる。
【解決手段】リンクピン200が、つば部201と、当該つば部201よりも硬度の高い材料からなると共に周面が摺動領域とされる円柱部品202とを有する。
(もっと読む)
タービンローターの製造方法
【課題】コストを低減できるとともに、振動特性の悪化を防止できるタービンローターの製造方法を提供する。
【解決手段】電子銃10を用いて嵌合部21を溶接するタービンローターの製造方法であって、嵌合部21を一回転させる中で、嵌合部21の位相に対応する電子ビーム12を電子銃10より嵌合部21に複数回照射して、タービンシャフトの周方向において等間隔に配置されるとともに、複数の溶融部を嵌合部21に形成する溶融部形成工程と、溶融部形成工程の後に、溶融部形成工程で形成される溶融部の幅と同じ幅、あるいは溶融部の幅よりも小さい幅だけ嵌合部21を回転させる回転工程と、を含み、溶融部形成工程および回転工程は、複数の溶融部が嵌合部21の全周にわたって連続して形成されるまで繰り返される。
(もっと読む)
ロータの製造方法
【課題】接続後のロータのアンバランス量を低減でき、回転翼における重心位置の調整作業を軽減でき、さらにロータの不良率を抑制できるロータの製造方法を提供する。
【解決手段】本発明は、回転翼と支持軸とが一体的に接続されるロータの製造方法であって、計測により得られた回転翼の重心位置と支持軸の中心軸とを中心軸と直交する方向で位置決めする位置決め工程と、回転翼と支持軸とを位置決め工程での位置決めを行った状態で保持しつつ回転翼と支持軸とを一体的に接続する接続工程とを有する、という方法を採用する。
(もっと読む)
ロータ及び過給機
【課題】製造コストを削減できるロータ及び該ロータを備える過給機を提供すること。
【解決手段】本発明に係るロータ5は、回転翼7と支持軸6とが一体的に接続されたロータであって、支持軸6はその軸方向での端面61に形成された嵌合凹部62を有し、回転翼7は耐熱合金を用いて成形されると共に軸方向で突出する嵌合凸部71を有し、嵌合凸部71は嵌合凹部62に嵌合しているという構成を採用する。
(もっと読む)
過給機及び過給機の製造方法
【課題】過給機においてアブレダブルシールの取付後の後加工を行うことなく、アブレダブルシールのコンプレッサインペラとの対向領域における面精度を確保する。
【解決手段】アブレダブルシール7が、コンプレッサハウジング41に当接することにより径方向の位置決めを行う径方向位置決め手段7bと、コンプレッサハウジング41が備える基準面Sに対して面一に配置されることにより軸方向の位置決めを行う軸方向位置決め手段7cとを有し、コンプレッサハウジング41に接着剤8を介して取付可能とされている。
(もっと読む)
排気ガスターボチャージャーのウェイストゲートバルブなどの弁機構用の作動機構
本発明は例えば排気ガスターボチャージャーのウェイストゲートバルブなどの弁機構用の作動機構(10)に関し、この作動機構は、レバー部材(12)と、該レバー部材を介して移動操作される弁体部材(14)とを備え、前記弁体部材は流通開口を閉塞するための閉塞面(16)を有し、前記レバー部材(12)と前記弁体部材(14)とは少なくともそれら部材の各々に設けられた当接面(20、22)を介して互いに協働するようにしてあり、それら当接面の各々は、少なくとも前記弁体部材(14)の軸方向(18)に対して直交する平面から湾曲した湾曲面として形成されており、以上において、前記湾曲した当接面(20、22)は互いに同心的に配置され、それら当接面に共通する中心点(30)が、少なくとも実質的に前記弁体部材(14)の前記閉塞面(16)の表面の高さ位置に位置するようにした。 (もっと読む)
ターボチャージャ及びそのホイールハウジング
【課題】第1構造体及び第2構造体を互いに接合する構造を採用したうえで、ガス通路においてガスの流れに乱れが生じることを抑制することのできるターボチャージャのホイールハウジング及びターボチャージャを提供する。
【解決手段】このターボチャージャのタービンハウジング11は、各別に形成されたスクロール体30及びベース体50が互いに接合されるものであり、スクロール体30とベース体50との間に排気通路60が形成される。そして、スクロール体30とベース体50との接合部には、排気通路60に面するスクロール体30の内周面33Aと排気通路60に面するベース体50の外周面53Aとにより内側角部Cが形成される。この内側角部Cには、スクロール体30の内周面33Aに沿う排気の流れの方向をベース体50の外周面53Aに沿う方向に変化させる形状の内側フィレット71が設けられる。
(もっと読む)
ロータ軸及び過給機
【課題】回転体の剛性を高くして危険速度を高くすることができ、さらに加工の作業効率を向上することもできるロータ軸及び過給機を提供する。
【解決手段】本発明に係る過給機は、排気ガスの供給によりタービン翼車11を回転させるタービン1と、タービン翼車11と同軸に連結された羽根車21により空気を吸入するコンプレッサ2と、を備えた過給機において、タービン翼車11に接合されるとともに、端部に羽根車21が挿入されて固定されるロータ軸3を有し、ロータ軸3は、羽根車21の根元部分Rを支持する第一支持部31と、羽根車21の中間部Mを支持する第二支持部32と、羽根車21の端部Tを支持する第三支持部33と、を備えている。
(もっと読む)
インペラ取付構造及び過給機
【課題】ロータ軸9の被締結部分に過大な引張応力が発生することを防止しつつ、車両用過給機1の性能向上を図ること。
【解決手段】
前記ロータ軸の一端側に縮径して形成され、前記コンプレッサインペラにおけるコンプレッサホイールの中央部に形成した貫通穴に嵌挿可能であって、先端側に雄ねじ部が形成され、前記ロータ軸の一部を構成する取付軸と、
取付軸43の雄ねじ部43sに、コンプレッサインペラ17をロータ軸9の段差部B側へ押圧する締結ナット47が螺合して設けられ、締結ナット47は、コンプレッサホイール19の円形の嵌入凹部49に嵌入されかつ内側に取付軸43の雄ねじ部43sに螺合可能な雌ねじ部51sが形成されたナットスリーブ51と、ナットスリーブ51の先端側に一体形成されかつ取付軸43の先端部を覆うナットヘッド53とを備えている。
(もっと読む)
タービンロータ及びタービンロータの製造方法
【課題】電子ビーム装置を1台使用することでシャフトとタービンホイールの電子ビーム溶接が可能であり、しかも従来の電子ビーム溶接によって生じていたシャフトの溶接変形を低減することが可能なタービンロータ及びタービンロータの製造方法を提供する。
【解決手段】タービンホイールと、棒状に形成されたシャフトとを電子ビーム溶接により接合するタービンロータの製造方法において、前記シャフトのタービンホイールとの接合部は、シャフト中心側から順に少なくとも平面部と溝部を有しており、前記タービンホイールのシャフトとの接合部の平面に、前記シャフトの平面部を対面して接触させて面当て部を形成し、前記タービンホイールとシャフトの外周側から前記溝部が存在する深さまで電子ビーム溶接を行って、周方向に前記溝部まで溶接部を形成する。
(もっと読む)
排ガスターボチャージャー
【課題】
外側ハウジング(2)を有する排ガスターボチャージャーであって、この外側ハウジング(2)中にローターハウジング(5)が配置されており、この外側ハウジング(2)が、排ガスターボチャージャーのタービンウィール(4)の軸受ハウジングへの固定のために設けられた軸受フランジ(3)と溶接されている排ガスターボチャージャーを提供することである。
【解決手段】
軸受フランジ(3)が、外側で周囲を巡るウェブ(13)を備えており、このウェブ(13)を介して外側ハウジング(2)が軸受フランジ(3)と溶接されており、このウェブ(13)が、その自由な端部と向かい合った側に広がった基礎部分(19)を有していることにより解決される。
(もっと読む)
ノズルベーン及びターボチャージャ
【課題】製作の手間及びコストを抑制できるノズルベーン及びターボチャージャを提供すること。
【解決手段】本発明におけるノズルベーン8は、翼64と、該翼64の端面64bから突出するノズル軸66とを備えるノズルベーンであって、ノズル軸66に設けられ圧入寸法に形成された圧入部86と、圧入部86の少なくとも一部を欠落させた形状を備えた非圧入部87とを有するという構成を採用する。
(もっと読む)
1 - 20 / 54
[ Back to top ]