
Fターム[3H013FA05]の内容
Fターム[3H013FA05]に分類される特許
1 - 20 / 23
配管端末構造及び配管端末構造の製造方法
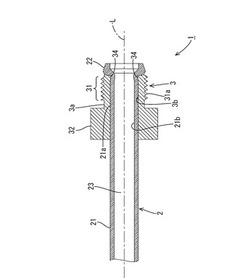
【課題】溶接技術を利用することなく、管状のパイプ本体部に筒状の螺着本体部を固定する技術の提供。
【解決手段】配管端末構造1は、管状の壁部21と、この壁部21の先端の外周縁が外側に向かって環状に隆起してなる隆起部22とを有するパイプ本体部2と、外周面に相手側と螺着されるネジ部31を有し、先端面3cが隆起部22の後端と密着すると共に内周面3bが壁部21の外周面21aと密着した状態でパイプ本体部2に外嵌される筒状の螺着本体部3と、螺着本体部3の先端の内周縁が内側に向かって環状に隆起してなると共に、壁部21にその外周面21a側から食い込んで螺着本体部3をパイプ本体部2に対して係止する係止部34とを備える。
(もっと読む)
再処理用配管継手およびこの再処理用配管継手を使用した再処理施設環境下における配管補修方法、再処理用機器

【課題】再処理施設の配管補修において、環境およびスペースの観点から人が作業することが難しく、遠隔によりロボットで補修する必要があった。
【解決手段】本発明に係る再処理用配管継手4は、再処理施設環境下で使用される2本の再処理用配管3の締結部に配置され、内面に耐硝酸性に優れた材料2を配設し、加熱により収縮する形状記憶合金で形成された形状記憶合金製リング1を有することを特徴とする。
(もっと読む)
継手部材、樹脂管、及び管接続構造
【課題】部品点数が少なく簡便な構成であり、しかも接続部分が嵩張らないようにする継手部材、樹脂管、及び管接続構造を提供すること。
【解決手段】樹脂製の円筒部2と、円筒部2の外周面に配置されたシール部3とを有し、樹脂管6の端部に円筒部2を外嵌した状態で、樹脂管6を金属管に挿入したとき、金属管7の内周面と樹脂管6の外周面との間を密閉する継手部材1。
(もっと読む)
かしめ管継手
【課題】視認によるかしめ完了状態の確認が確実になされることで、かしめ忘れが抑制され、液漏れ事故の防止に寄与することが可能な信頼性の高いかしめ管継手を提供する。
【解決手段】 かしめ管継手1は、スリーブ3に外嵌される視認用リング6を有し、スリーブ3は、周方向の間隔を隔てて軸心C方向にのびる複数のスリット30a〜30cと、各スリットの間に形成される複数の拡開舌片31a〜31cとを備え、視認用リング6には、複数のスリット30a〜30cに係合する複数の係止突起64a〜64cが内周に突設され、拡開舌片31a〜31cの拡開で拡径方向に付勢される環状の肉部60と、該環状の肉部60の周方向の引っ張り応力を小さくして裂け目を発生させるために軸心C方向にのびて環状の肉部60に食い込み形成された第1凹入部群65Xと第2凹入部群65Yとを備える。
(もっと読む)
抜止リング付管継手、抜止リングの取付け方法、並びに抜止リング取付け装置
【課題】抜止リングより管継手の方が熱膨張率が大きい場合であっても、管継手の端部の外周面に抜止リングを取付けた後で外れ難くすることができる抜止リング付管継手を提供する。
【解決手段】抜止リング付管継手1は、円筒状に形成された端部3を有する樹脂製の管継手2と、端部3の内周面に配置された金属製のブッシュ4と、端部3の外周面に取付けられた金属製の抜止リング5と、抜止リング5の内周面の少なくとも対向する2箇所に設けられ、管継手2の端部3に食い込むように形成された変形部6と、を備える。
(もっと読む)
管接続装置
【課題】拡径された合成樹脂管の管端部を抵抗無く管継手の内挿筒部に外挿可能で、かつ、その状態で拡径された管端部と内挿筒部との両中心が一致した状態で合成樹脂管の接続ができ、作業効率の良い管接続装置を提供する。
【解決手段】管継手10は、内挿筒部2の外側に抵抗なく遊挿された拡径直後の管端部1aが自然縮径により内挿筒部2に密接するまでの間において、該拡径状態の管端部1aの中心と内挿筒部2の中心を一致させた状態で移動スリーブ6の移動による挟持を可能とすべく、内挿筒部2の外側に遊挿された拡径状態の管端部1aの先端側外周の周縁に配設され、管端部1aの外挿状態を位置決めるガイド部3を備えた。
(もっと読む)
パイプと被接合部材との接合方法
【課題】パイプと被接合部材との接合強度を向上させうるパイプと被接合部材との接合方法を提供する。
【解決手段】接合方法は、被接合部材15の挿通孔16内にパイプ11を挿通し、その後、パイプ11の中空部13内に配置されたダイ21の各ダイセグメント21aでパイプ11の挿通孔16内への挿通部分12aをパイプの半径外方向に押圧することにより、パイプ11の挿通部分12aをエキスパンド加工し、これによりパイプ11に被接合部材15を接合する方法である。被接合部材11の挿通孔16の内周面17に係合溝部18が設けられている。エキスパンド加工の途中において、被接合部材15の係合溝部18の両側部分19,19をパイプ11を介してダイセグメント21aでパイプ11の半径外方向に押圧することにより弾性的に拡開された係合溝部18に、パイプ11の係合溝部対応部分14を押し込む。
(もっと読む)
配管継手構造および配管継手方法
【課題】曲線部分と直線部分とを有するソケットを用いて、所望のかしめ強度および加工簡素化を達成することができる配管継手構造および配管継手方法を提供する。
【解決手段】エバポレータ1は、入口側冷媒流路10および出口側冷媒流路11と、入口配管14および出口配管15と、筒状のソケット12と、平板状の連結プレート13と、を含み、ソケット12の連結部121は、直線状の直線部分72と円弧状の曲線部分71とを有し、直線部分72と仮想直線L1とが成す角度θ2は、曲線部分71と仮想直線L1とが成す角度θ1より大きい。
(もっと読む)
継手構造
【課題】 配管用パイプに対する事前のカシメ作業を可及的に少なくした継手構造を提供する。
【解決手段】中央部に配置されている継手本体10の両側には、それぞれ接続用パイプ12a、12bが挿入されており、同各パイプ先端端面は、継手本体の内周中央部に形成された径小段差部の両側の各垂直壁面に当接している。パイプ外周部には、予め、リング状の抜け止め部材14a、14bが設けられている。継手本体の径大内周面に形成された溝には、シール用のO−リング16a、16bが配置され、取り付けられている。パイプの抜け止めのため、抜け止め部材の外側周辺を取り囲むように継手本体の端部分がパイプ外周面に向けて押し潰されている。
(もっと読む)
継手構造
【課題】 パイプに対する事前の加工が不要でカシメ作業も可及的に少なくした継手構造を提供する。
【解決手段】外径D0の継手本体10の内周中央部には内径がパイプ12a、12bと同じ径小部10dが形成され、その左右両側の垂直壁10eに続いて長さL2の径大部10fが形成されている。前記径小部、垂直壁および径大部により段差部が形成されており、この段差部にはパイプがそれぞれ挿入され、各垂直壁にその端面が当接している。前記径大部の内周面と各パイプの外周面との間(太い実線部)の薄い環状領域には、予め粒状の鋳鉄を混入した接着剤を介在させてある。そして、同接着剤が硬化する前に、矢視Fで示されるように、径大部がその外側から軸心に向け押し潰され、カシメられている。
(もっと読む)
管継手構造及び管接続方法
【課題】強固な引抜力を発揮し、かつ、密封性にも優れた管継手構造を提供する。
【解決手段】被接続パイプPが内挿される孔部3を有する金属製外嵌筒部2を備え、該外嵌筒部2の外周面に凹周溝5が形成され、該凹周溝5の溝底面5aが縮径作業具の押圧力を受ける受圧面とし、該溝底面5aに対応する上記の孔部3にパイプPを内挿し、外嵌筒部2の外周面に形成した凹周溝5の溝底面5aを、縮径作業具の押圧力にて、押圧して、パイプPと共に縮径して、連結する。
(もっと読む)
パイプの仮固定方法およびこの方法を用いたエジェクタ装置の製造方法
【課題】薄肉の固定対象部材に適用することができ、治具により仮固定しないでろう付けを行うことができるパイプの仮固定方法を提供する。
【解決手段】パイプ30を圧縮荷重を加えてボディ21に仮固定するパイプの仮固定方法は、ボディ21の内面形状に沿う外面形状を備えた受け部材をボディ21の内部に設置し、パイプ30を接続するためにボディ21に形成された接続口21aにパイプ30を挿入して軸方向に移動させパイプ30の挿入側端部を荷重受けコマの球面37aに押し付けて線接触させ、さらにパイプ30を軸方向に押し込むことにより圧縮荷重が働き、パイプ30の挿入側端部がボディ21の内部で半径方向外方に広がって変形するとともに、パイプ30がボディ21の外側で接続口21aよりも半径方向外方に膨出するように変形し、パイプ30をボディ21に仮固定するものである。
(もっと読む)
補強糸層付ゴム配管および配管の製造方法
【課題】ホースを拡径する為のマンドレルを不要にするとともに、配管製造時の工程数の削減を行う。
【解決手段】ホース1とパイプとをニップル3にて連結した配管を製造する際、ニップル3の形状を、ホース1の流路孔10に挿入することによってホース1の流路孔10を拡げる形状にし、ニップル3をホース1の流路孔10に挿入した状態でホース1の加硫を行う。このようにすれば、マンドレルを不要にすることができる。また、ホース1にマンドレルを挿入する工程およびマンドレルを引き抜く工程を廃止することができる。
(もっと読む)
パイプ取付け部品および該取付け部品を使用したパイプカップリング組立品
【課題】パイプの取付け部品、およびパイプカップリング組立品を提供する。
【解決手段】パイプ等に固定的に取り付けられる取付け部品であって、パイプ上に同軸状に設置されるインナーリングおよびアウターリングを含む。該インナーリングおよびアウターリングは、該インナーリングとアウターリング間を一方向に前進させるラチェット機構により接続されていることが好ましい。該インナーリング上を該アウターリングが前進すると、該インナーリングを半径方向に圧縮し、該パイプをスエージングする。該パイプの半径方向の圧縮により、該取付け部品は所定の位置にロックされ、該取付け部品と該パイプ間の軸方向の移動を防止する。該アウターリングを該インナーリング上で前進させる様々な装置が設けられている。突合わされているパイプ間で連結を形成する取付け部品を使用したカップリング組立品が設けられている。  (もっと読む)
(もっと読む)
ロードヒーティングの配管接続構造、それに用いる防蝕スリーブおよびそれによる接続方法
【課題】融雪効率(燃費)、施工性および設備寿命を向上させ、放熱回路に完全な防蝕対策を施して、なお長寿命を実現したロードヒーティングの配管接続構造。
【解決手段】適宜長さに接続して埋設された金属管に熱媒を循環させる放熱回路を構成するロードヒーティングの配管接続構造であって、前記金属管の外周に樹脂被覆を施した複数の樹脂被覆金属管と、前記樹脂被覆金属管の接続部に係る片側端どうしを両側から嵌入し液密の継ぎ手を形成する樹脂スリーブと、前記樹脂スリーブの外周を被覆して堅固に圧着保持する金属スリーブと、前記金属スリーブを被覆する熱収縮チューブと、を備え、前記樹脂スリーブの中で両端からそれぞれ嵌入され対峙する双方の前記片側端を所定間隔だけ離間して保持する構成であることを特徴とするロードヒーティングの配管接続構造。
(もっと読む)
配管部材の製造方法
【課題】
製造コストを低減する。耐久性を高める。使用されるパイプの形状が制約されず配管の自由度が確保される。
【解決手段】
圧力流体が流通する熱交換系におけるエバポレ−タ,膨張弁の間に配設され、パイプ1,2の接続端11,21が板形の継手部品3,4に貫通された配管部材を製造するものである。パイプ1,2の接続端11,12付近にプレス加工で外側へ膨出したフランジ部13,23を形成した後、パイプ1,2に継手部品3,4を嵌合させてフランジ部13,23に当接させた状態とし、再びプレス加工でパイプ1,2の継手部品3,4を介した反対側に外側へ膨出したフランジ部12,22を形成する。
(もっと読む)
配管継手構造
【課題】配管のシール部のシール性や熱交換器等の外観特性の低下を防止しつつ、配管と熱交換器等とを炉中において加熱でき、低コストで製造可能な配管継手構造を提供する。
【解決手段】配管と、該配管が挿通される挿通孔と該挿通孔の深さ方向の端部の周縁に配管の径方向に突出する環状突部が当接される凹部とを有するフランジとからなる配管継手構造において、前記凹部の側壁と環状突部との間に外部に開放された隙間を形成したことを特徴とする配管継手。
(もっと読む)
パイプの固定構造およびパイプの固定方法
【課題】構造が簡単で一定以上の固定力が確保できるパイプの固定構造およびパイプの固定方法を提供する。
【解決手段】パイプ2が固定されるエジェクタ1に対して、パイプ2を軸方向に押圧する力をかけることにより、パイプ2を変形させて固定するパイプの固定構造において、エジェクタ1内にパイプ2が軸方向に挿入可能でパイプ2の外径寸法より大きく形成された拡径部1aを形成し、パイプ2の内周部に薄肉部2aを形成し、押圧する力によりパイプ2の薄肉部2aを塑性変形して形成される第1突出部(6)を備え、この第1突出部6は拡径部1aに合致することにより、パイプ2はエジェクタ1に固定されるパイプの固定構造とする。
(もっと読む)
パイプの接続構造
【課題】 固定部材の通路に対して他の通路や他の部材を近接配置できるパイプの接続構造の提供を図る。
【解決手段】パイプ30と固定部材21とを備える。パイプ30は、パイプ本体30aと、パイプ本体30aの先端部30bから径外方向に突設された円鍔部31と、を有する。固定部材21は、パイプ30の先端部30bが挿入される通路22と、通路22の開口端23に形成され前記パイプ30の円鍔部31を収容する凹部24と、凹部24の周壁部の少なくとも一部であって内周側に変形加工されることで円鍔部31に圧着する圧着部26とを有する。圧着部26は、通路22の中心C1に対して非対称であり、圧着部26からの圧着力を総和した力Faの方向へ向けてパイプ先端部30bがずれることを防止するズレ防止手段31bを備える。
(もっと読む)
継手部付き管部材およびその製造方法
【課題】 継手部の厚さ寸法の縮小化、および貫通穴の加工費の低減を可能とする継手部付き管部材およびその製造方法を提供する。
【解決手段】 貫通穴121が設けられた板状の継手部120を有し、管部材110の端部が貫通穴121に挿入され、端部が拡径されることで貫通穴121内面にかしめられる継手部付き管部材において、管部材110が拡径される拡径部111と、拡径されない非拡径部112とを繋ぐ段差部113が、継手部120の外部に形成されるようにする。
(もっと読む)
1 - 20 / 23
[ Back to top ]