
Fターム[3H111EA03]の内容
Fターム[3H111EA03]に分類される特許
1 - 12 / 12
筒型繊維強化樹脂成形品の製造方法および繊維強化樹脂層付き塩化ビニル製継手
【課題】 インフュージョン成形法を使用して、表面性の良好な成形品を得ることができる筒型繊維強化樹脂成形品の製造方法およびこの製造方法によって得られる繊維強化樹脂層付き塩化ビニル製継手を提供する。
【解決手段】 成形型と同一形状のプリフォーム成形型に強化繊維を積層してバインダー樹脂および硬化剤を塗布することによって、筒状のプリフォーム5を予め形成しておく。このプリフォーム5を強化繊維層4に離型布7を介して積層した状態として気密性フィルム16内に収容し、マトリックス樹脂を注入する。
(もっと読む)
波形合成樹脂管の接続構造、及び該接続構造に用いる波形合成樹脂管、並びにその製造方法

【課題】部品点数の少ない簡易な構造で、かつ強固な素材や高い精度を必要とすることなく十分な耐水・耐圧性並びに良好なシール性を備えており、軽量化・低コスト化を図れるとともに現場での接続作業を簡便に行うことができ、製造も容易な波形合成樹脂管の接続構造及びそれに用いる管を提供せんとする。
【解決手段】第1の波形合成樹脂管1Aの対面する端部10に、少なくとも該端部外面側の波形状を形成している凹部2aを埋める合成樹脂層5を被着することにより筒状の挿し口部3を設け、第2の波形合成樹脂管1Bの対面する端部11に、該端部外面側に被着され且つ軸方向外側に筒状に延出された合成樹脂よりなる受口部4を設け、第1の波形合成樹脂管1Aの挿し口部3を第2の波形合成樹脂管1Bの受口部4に挿着して互いに接続する。
(もっと読む)
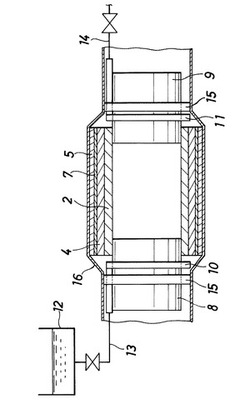
繊維強化樹脂製配管材の製造方法
【課題】管端に差口を有するパイプ継手を、インフュージョン成形法を用いて生産性よく製造することができる繊維強化樹脂製配管材の製造方法を提供する。
【解決手段】成形型1の型面に沿う筒状をした強化繊維層2を、気密性フィルム5で覆い、この気密性フィルム5と成形型1との間に形成される気密空間S内に収容し、気密空間S内を大気圧より減圧したのち、強化繊維層2の端部を気密性フィルム5の外側から接続される他の配管材の管端部の内径と略同じ内径をした外径規制型7を装着して外径規制し、減圧状態を保ちながら気密空間S外からマトリックス樹脂を気密空間S内に供給して強化繊維層2に含浸させ、含浸完了後、含浸されたマトリックス樹脂を硬化あるいは固化させるようにした。
(もっと読む)
ゴムホースの製造方法、補強コード層の形成方法、及び補強コード層の形成装置
【課題】帯状のプライを精度よく巻き付けて複数の補強コード層を形成することのできるゴムホースの製造方法の提供。
【解決手段】先端ロール17a、17bの間にプライ8を通して、マンドレル11の周りの内面未加硫ゴム13に導く。マンドレル11を回転させつつ一側に移動させる。プライ8が一側の先端ロール17aに掛かって一側に傾斜する。プライ8が内面未加硫ゴム13に螺旋状に巻き付いて補強コード層6aを構成する。マンドレル11を同じ方向に回転させたまま他側に移動させる。プライ8が他側の先端ロール17bに掛かって他側に傾斜する。プライ8が螺旋状に巻き付いて外側の補強コード層6bを形成する。所望回数のプライ8の巻き付けによって複数の補強コード層6a、6b、6c、6dを連続して形成する。外面未加硫ゴムを形成し、内面未加硫ゴム及び外面未加硫ゴムを加硫成形する。
(もっと読む)
樹脂管及び樹脂管を用いたポンプ装置、並びに、樹脂管成形用内型の組立方法及び樹脂管の製造方法
【課題】所定の曲げ強度を確保しながらも、煩雑な製造工程を招くことなく、製造コストを低減することができる樹脂管及び樹脂管の製造方法を提供する。
【解決手段】複数の平板1、2を軸心方向に沿って環状に組み合わせて断面形状が多角形となる管体用内型3を形成するとともに、管体用内型3の端部にフランジ用型4を取り付けるフランジ型取付工程と、形成された管体用内型3及びフランジ用型4の表面にマトリックス樹脂を含浸した強化繊維10を積層して樹脂管を形成する積層工程と、樹脂が固化した後にフランジ用内型3及び管体用型4を離脱させる型外し工程を備え、前記内型の外面または内面に形成される角部を基準に、樹脂管のフランジ部に設ける接続手段の位置が決定される。
(もっと読む)
繊維強化樹脂製円筒成形品の製造方法
【課題】 脱型が困難な円筒状の成形品を、簡易な構成の成形型によって容易に成形し、成形品形状の制約を受けることなく、寸法精度が高く、強度に優れた成形品を得ることを可能にする繊維強化樹脂製円筒成形品の製造方法を提供する。
【解決手段】 抜き勾配を有しない円筒成形型1の外周面に、その肉厚方向の弾性を備えて成形品からの脱型性を高める脱型用緩衝材2を巻回しておき、この脱型用緩衝材2の外周に、成形品5と脱型用緩衝材2との離型性を高める離型シート3を巻回し、この離型シート3の外周に樹脂を含浸させた強化繊維基材を巻き付けて強化繊維基材層4を形成する。そして、硬化した円筒成形品5から円筒成形型1を脱型用緩衝材2の弾性を利用して脱型し、脱型後の円筒成形品5の内周の脱型用緩衝材2および離型シート3を除去することにより円筒成形品5を得る。
(もっと読む)
フレキシブルチューブ
【課題】補強層の補強線材に用いる金属を増加させなくとも、補強層の編み目から中間層の弾性材料が外部に押し出されることのないフレキシブルチューブを提供する。
【解決手段】補強層3を、金属からなる第1の補強線材3aと、有機繊維からなる第2の補強線材3bとを編み組みすることによって形成したので、補強層3を隙間なく高密度に編み組みした場合でも、金属からなる第1の補強線材3aを増加させることがない。従って、補強層3を金属の補強線材のみによって高密度に編み組みしたり、或いは金属の補強層を二層にする場合に比べ、柔軟性の低下、重量の増加、振動吸収性の低下、大径化などの不具合を生ずることがなく、中間層2による耐圧補強及び摩耗防止の効果を確実に維持することができる。
(もっと読む)
樹脂製のコルゲート管の製造方法と樹脂製コルゲート管の製造用金型
【課題】接続対象となる他のホースの抜止に対処可能なコルゲート管の新たな製造手法を提供する。
【解決手段】コルゲート管10の型成形に用いる金型30は、その中央のキャビティ32の回りに、型転写のための端部金型面34とフランジ金型面36と凹凸金型面38を備え、端部金型面34に、凹状の環状溝とされた複数のリブ転写用環状凹所45を陥没形成して備える。エアー吸引のための環状溝の吸引用開口49はリブ転写用環状凹所45に一致して形成されていることから、この吸引用開口49を経由したエアー吸引による転写で形成されるコルゲート管10の環状リブ18は、その形状精度が高まる。
(もっと読む)
耐火性排水集合管の製造方法及び製造用金型
【課題】 非耐火物で形成された管の周囲をセメント質耐火物層で被覆した水平排水管を、同様に非耐火物管の周囲を耐火物層で被覆した垂直管に合流させる排水合流管において水平排水管の方向、高さ、及び全高を異にする各種型式の排水合流管の耐火物被覆層のモールド成型を容易にする。
【解決手段】所定の全高を有し、上下端にそれぞれ垂直排水管との接続筒2、3を有し、中間に水平排水管との所定方向の接続筒を有する一連のキャビティ20を有する金型を、水平方向の切断面によって上端接続部、中間接続部、第1に方向を向いた水平排水管接続部、中間部、第2の方向を向いた水平管接続部、中間筒部、下端接続部に分断し、これら分断金型の所望形状及び寸法のものを組合せて耐火物被覆層をモールド成型する。
(もっと読む)
エラストマー製ダクトの形成方法
課題 例えば自動車エンジンのエアダクトとして用いられ、その長さ方向の一部にアンダーカットとして蛇腹部を設けたダクトの形成方法に関し、弾力性に乏しい樹脂製のダクトであっても、容易にコア型から脱型させることができるエラストマー製ダクトの形成方法を提供する。解決手段 ダクト外面を形成するキャビティ型とダクト内面を形成するコア型とで形成されるキャビティにエラストマー材料を射出成形して形成され、かつ長さ方向の一部に蛇腹部を有するダクトを形成する方法であって、コア型として、軸方向に2分割され、少なくとも蛇腹部を含むダクト部分を形成するコア型Aと、蛇腹部を含まないダクト部分を形成するコア型Bとからなる分割コア型を用い、キャビティ型を型開きした後、少なくとも蛇腹部をエア注入により拡径しながら、コア型Aより蛇腹部を含むダクト部分を脱型する工程を含むことを特徴とする。  (もっと読む)
(もっと読む)
多層耐圧チューブ
【課題】 従来よりも破裂し難い多層耐圧チューブを提供しようとするもの。
【解決手段】 内層側の樹脂層1と外層側の樹脂層2との間に補強糸3が介在せしめられ、前記補強糸3としてモノフィラメントが用いられると共に、前記内層側の樹脂層1と外層側の樹脂層2とが接触する部分は相互に固着せしめられている。内層側の樹脂層と外層側の樹脂層との間に補強糸が介在せしめられ前記補強糸としてモノフィラメントが用いられているので、接続した管継手内においてチューブの端面から流体が内層と外層の相互間のモノフィラメントより成る補強糸を伝わってチューブ内へ浸透することはない。
(もっと読む)
推進管製造方法、推進管製造装置および推進工法用推進管
【課題】高精度、高耐久、高品質の推進工法用推進管を能率良く安価に製造できる推進管製造方法および推進管製造装置を提供する。
【解決手段】中心線を上下方向に設定した円筒形で複数に分割可能な外型枠11と、外型枠11の内側に同心状に配置した円筒形で縮径可能な内型枠12との下部間に、推進管本体の後端部外周面に装着する継手カラー54を外型枠11の内周面に沿って設置するカラー固定受台52を配置する。外型枠11と内型枠12とカラー固定受台52との間に高流動コンクリートを打設して、カラー固定受台52上に推進管本体を成形する。外型枠11を分割するとともに内型枠12を縮径させて、カラー固定受台52上で継手カラー54が一体化した推進管本体を脱型する。
(もっと読む)
1 - 12 / 12
[ Back to top ]