
Fターム[3J011AA11]の内容
Fターム[3J011AA11]に分類される特許
1 - 20 / 42
回転機器
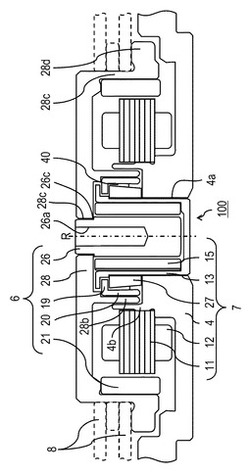
【課題】耐衝撃性を維持しながら軽量化または薄型化に好適な回転機器を提供する。
【解決手段】記録ディスク8が載置されるべきハブ28とシャフト26とを有する回転体6と、スリーブ15とハウジング13とベース4とを有する固定体7と、を備える。回転体6と固定体7とに連続して潤滑剤40が介在する。スリーブ15は焼結金属から形成される。ハウジング13は環囲壁部13aとフランジ部13cと底部13bとがプレス加工により一体に形成される。
(もっと読む)
流体動圧軸受装置及びこれを備えた軸流ファンモータ

【課題】軸部材の回転時に軸部材に軸方向の推力が加わる流体動圧軸受装置において、高速回転時においても軸部材のフランジ部とこれに対向する部材との接触を防止する。
【解決手段】軸部材2の回転時に軸部材2に下向きの推力Fが加わる場合、軸部材2のフランジ部2bを下向きに支持する第2のスラスト軸受部T2の支持力F2を、軸部材2のフランジ部2bを上向きに支持する第1のスラスト軸受部T1の支持力F1よりも小さくする。
(もっと読む)
ターボチャージャの軸受構造
【課題】軸受部材の第1、第2の両軸受部の内径面と回転軸との間の隙間に形成される油膜に起因する回転軸のホワール振動を抑制することができると共に、潤滑油の過剰流出を抑制することができるターボチャージャの軸受構造を提供する。
【解決手段】軸受ハウジング10に、回転軸20を回転可能に支持するセミフローティング形式の軸受部材30を備える。軸受部材30の内径面には、軸方向に所定の間隔を隔てる第1、第2の両軸受部35、36が形成される。第1、第2の両軸受部35、36の間と回転軸20の外周面との間には、潤滑油の油路38が形成される。軸受部材30には、油路38に潤滑油を供給するための貫通孔45が形成される。第1、第2の両軸受部35、36の内径面には、ホワール振動を抑制する単数又は複数の油溝40、41が形成される。油溝40、41は、軸方向に平行又は傾斜して形成されると共に、一部が閉塞されている。
(もっと読む)
流体膜軸受の不安定性制御方法
【課題】流体膜軸受と組み合わせた磁気軸受を用いて流体膜軸受の不安定性を制御する方法の提供。
【解決手段】流体膜軸受18が主耐荷軸受として作用し、磁気軸受アッセンブリ12がこの流体膜軸受の不安定性を制御する。この効果的な組み合わせによって、安定性の問題も信頼性の問題もなく高速で使用できる軸受が提供される。流体膜軸受の不安定性を制御する代替の方法は、軸方向におけるフローを妨害することである。例えば、スリーブ(ジャーナル)軸受は、軸受軸をシャフト軸に対して傾けて製造することができ、あるいは、可変ジオメトリの軸受は、軸受の角度ミスアラインメントを作るように製造することができる。
(もっと読む)
スラスト軸受
【課題】回転軸の軸方向への動きを十分に制限することができ、しかもスラストカラーの振動による傾きをより良好に吸収できるようにした、スラスト軸受を提供する。
【解決手段】回転軸1に設けられたスラストカラー4に対向して配置されるスラスト軸受3である。円環状の軸受板8と、軸受板8を支持する円環状のベース板9とを備える。軸受板8のスラストカラー4に対向する面には、ポンプイン形スパイラル溝が形成され、ベース板9の軸受板8に対向する面側と、軸受板8のベース板9に対向する面側との少なくとも一方には、周方向に沿って連続する凹部13が形成されている。凹部13の深さは、ベース板9又は軸受板8の半径方向において、その内周側から外周端に向かって連続的に深くなっている。凹部13には、凹部13を埋めた状態に第1弾性体10が設けられている。
(もっと読む)
可撓パッド軸受
【課題】自励振動及び強制振動の減衰特性を高めることができる可撓パッド軸受を提供する。
【解決手段】回転軸1のラジアル荷重又はスラスト荷重を支持する可撓パッド軸受10が、回転軸の軸心を中心に回転する回転面11(円柱外面)に対向しこれから間隔を隔てて固定された固定部材12(外側シェル)と、固定部材から回転面方向に延びる複数の支持部14と、支持部の回転面側端部に一部が固定され回転面11に沿って延びる摺動面16a(円弧状内面)を有する複数の平板状のパッド16とからなる。パッド16は、摺動面16aからその背面16bまで貫通する貫通穴17を有する。
(もっと読む)
ステアリング装置
【課題】組み付け性を向上させるとともに、良好な操舵フィーリングを確保することができるステアリング装置を提供する。
【解決手段】ステアリング装置は、ラックハウジング21(エンドハウジング27)とラック軸5との間に介装されて該ラック軸5を摺動可能に支持するラックブッシュ23を備えた。このラックブッシュ23は、ラック軸5の軸方向への移動が規制されるようにしてラックハウジング21に設けられる設置部31と、ラック軸5を摺動可能に支持する支持部32と、設置部31と支持部32とを互いに連結する連結部33とを備えた。そして、連結部33を、軸方向の力が作用したときに、ねじれ変形することで軸方向に伸縮するように形成した。
(もっと読む)
時計輪列、および時計
【課題】軸部および軸受部において、摺動時の抵抗を効果的に低減可能な時計輪列、および時計を提供する。
【解決手段】時計は、軸部17を有する各番車と、各番車の軸部17を回転可能に保持する軸受部16とを備えた時計輪列を備える。そして、これらの番車の軸部17には、DLC膜が形成され、軸部17および軸受部16の間には、DLC微粉を拡散された潤滑油がある。
(もっと読む)
スイング型膨張機およびそれを用いた冷凍サイクル装置
【課題】軸受での摺動損失が低減されたスイング型膨張機を提供する。
【解決手段】スイング型膨張機100は、シリンダ15、シャフト13、ピストン19、ベーン21および軸受17を備えている。ピストン19は、シリンダ15内で回転するようにシャフト13に取り付けられている。ベーン21はピストン19と一体に形成されているとともに、シリンダ15に形成された溝15dに揺動可能に保持され、かつシリンダ15とピストン19との間の空間を吸入空間25aと吐出空間25bとに仕切っている。シャフト13の周方向に関するベーン21の位置を基準位置と定義する。軸受17の軸受面には、基準位置から見てシャフト13の回転方向に90°〜180°の範囲に凹部130が設けられている。
(もっと読む)
軸受装置
【課題】回転軸をフルフローティングベアリングにて支持する軸受装置において、2つフルフローティングベアリングの内径側クリアランスの差に頼ることなく、ホワール振動を抑制する。
【解決手段】一方のフルフローティングベアリング11が他方のフルフローティングベアリング12よりもタービン軸20から潤滑油を介してトルク伝達を受け易いように、前記一方のフルフローティングベアリング11の内周面112の表面粗さが前記他方のフルフローティングベアリング12の内周面122の表面粗さより粗くなっている。また、前記一方のフルフローティングベアリング11の外周面113の表面粗さが前記他方のフルフローティングベアリング12の外周面123の表面粗さより細かくなっている。
(もっと読む)
回転軸保持構造およびそれを用いたポンプ
【課題】クラウニング化した場合の問題点を解消する。
【解決手段】回転軸14は、外径が一定の回転軸ストレート部141と、この回転軸ストレート部141から軸方向に沿って砲弾状に外径が小さくなる回転軸縮径部142とを有し、回転軸ストレート部141と回転軸縮径部142は滑らかに繋がれている。回転軸ストレート部141は、ブッシュ15のストレート部151よりも軸方向長さが短く、且つブッシュストレート部151の内周側に配置されている。そして、破線で示すように、荷重により回転軸14が曲がった状態(すなわち、ブッシュ15に対して傾いた状態)では、回転軸縮径部142がブッシュストレート部151に当接して当接部が面当たりになるため、当接部の作用面圧を低減することができる。
(もっと読む)
モータおよびディスク駆動装置
【課題】ディスク駆動装置用のモータにおいて、高次の周波数の振動を低減させる。
【解決手段】ディスク駆動装置用のモータは、回転部と、静止部と、流体動圧を利用して前記回転部を前記静止部に対して回転可能に支持する軸受機構と、を備え、前記軸受機構が、断面が円形のシャフトと、前記シャフトが挿入されるスリーブと、を備え、前記スリーブの内側面に、前記シャフトの外側面との間にて流体動圧を発生する複数の動圧溝部が周方向に規則的に設けられ、前記外側面の起伏の周方向における周期成分の5次以上の次数のうち振幅が最大である次数と、前記複数の動圧溝部の数とが、1より大きい公約数を有する。
(もっと読む)
電動式パワーステアリング装置
【課題】部品点数を抑える事により低コストで、しかも、歯打ち音の如き不快な異音や振動が発生する事を防止でき、且つ、ウォーム軸6の先端部外周面と滑り軸受17の内周面との滑り接触部での発熱を十分抑えられる、電動式パワーステアリング装置を実現する。
【解決手段】ウォーム歯をウォームホイールに向け押圧する為の付勢部材10aとコイルばね11aとを、上記滑り軸受17に直接支持する。又、この滑り軸受17を構成する通孔21の内周面に、グリースを保持自在な複数の凹溝22を形成する。この様な構成により、運転時に、これら各凹溝22から上記滑り接触部に十分量のグリースを安定して供給する事ができて、上記課題を解決できる。
(もっと読む)
立軸ポンプおよび該立軸ポンプに用いられる水中軸受の監視方法
【課題】ポンプケーシングを分解することなく、信頼性の高い水中軸受の摩耗検知を行うことができ、かつ水中軸受の摩耗を正確に監視することができる機構を備えた立軸ポンプを提供する。
【解決手段】立軸ポンプは、羽根車10と、羽根車10に連結された回転軸6と、羽根車10および回転軸6を収容するポンプケーシング2と、回転軸6を回転自在に支持する水中軸受12と、回転軸6の径方向の変位を測定する変位測定器30と、変位測定器30の測定値に基づいて水中軸受の摩耗を監視する監視装置31とを備える。
(もっと読む)
ディスク駆動装置
【課題】回転軸を鉛直方向に限定せず使用してもその寿命を長く保つことができ、データの正常なリード/ライトを確保して信頼性を維持できるディスク駆動装置を提供する。
【解決手段】ある態様のディスク駆動装置においては、ラジアル動圧対応部RB1,RB2をスリーブ42の軸方向外側に向かって拡径する構造とし、ディスク駆動装置の回転駆動が停止されるときにシャフト28がラジアル動圧対応部RB1,RB2のそれぞれに面接触するように構成されている。また、ラジアル動圧対応部RB1,RB2にはヘリングボーン形状のラジアル動圧溝が形成されている。各ラジアル動圧対応部のラジアル動圧溝は、そのヘリングボーン形状の折り返し部より軸方向外側の長さが軸方向内側の長さより大きくなるように形成されている。
(もっと読む)
スピンドルモータ、及びディスク駆動装置
【課題】スピンドルモータに衝撃が加わっても回転部材からスラストワッシャが外れないようにする。
【解決手段】ベース部材13とカバー部材12とからなるハウジング11を備えたディスク駆動装置1に用いられるスピンドルモータであって、上下に延びる中心軸9に沿って配置された静止シャフト33と、前記静止シャフト33の外周面と対向する内周面を有し、前記静止シャフト33に対し回転する回転部材4と、前記静止シャフト33の上部に位置し前記静止シャフト33から径方向外方に延びるとともに、前記回転部材4の内周面より大径であり、前記カバー部材12と接触するスラストワッシャ34とを備える。
(もっと読む)
バランサシャフトの支持用軸受装置
【課題】クランクシャフトの駆動歯車からバランサシャフトの従動歯車に作用する衝撃荷重を滑り接触部で受けてころ軸受を保護することができるバランサシャフトの支持用軸受装置を提供する。
【解決手段】内燃機関のクランクシャフト10に配設された駆動歯車11と噛み合う従動歯車35が軸上に配置されたバランサシャフト30がハウジング20のシャフト支持部21にころ軸受40によって回転可能に支持される。バランサシャフト30とハウジング20との間には、従動歯車35の軸方向両側部のうち、少なくとの片側に接近する位置に、従動歯車35に作用する衝撃荷重をバランサシャフト30の弾性的な撓みの範囲内で受ける受け面51を有する荷重受け部50が配設されている。
(もっと読む)
軸受装置およびこれを備えるタービン
【課題】軸受に大きなスラスト力が発生しても、軸受内輪と球面座との接触点の降伏を防止するとともに軸受本体の軸方向の過大な移動を防ぐことで、タービン内部でのロータの接触を防止し、タービンの信頼性を向上させる軸受装置を提供する。
【解決手段】球面座13の内球面の縁部に、軸受本体の軸方向の移動を制限する軸方向移動制限手段を設ける。例えば、内球面を部分的に2つの径からなる球面を構成し、球面座13の中央部分は、半径Roからなる径により構成し、内球面の縁部のみ、内輪球面11の半径Riと同径の半径Riを持つ縁部球面16を設け、この縁部球面16を軸方向移動制限手段とする。このとき、半径Ro>半径Riの関係を満たす。軸受本体10がスラスト力により、過大な移動をした際、内輪球面11が縁部球面16に接触することで、内輪球面11と球面座13とが点接触でなく面接触となる。
(もっと読む)
浮動式すべり軸受装置及びこれを備える内燃機関のターボチャージャ
【課題】装置本体の全長を短くすることのできる浮動式すべり軸受装置を提供する。
【解決手段】この浮動式すべり軸受装置は、流体が供給される油室42を有するベアリングハウジング41と、同ベアリングハウジング41の油室42に挿入されるロータシャフト35と、これらベアリングハウジング41及びロータシャフト35の間に設けられるフローティングメタル51と、ベアリングハウジング41に対するこのフローティングメタル51の移動を規制する固定ピン61とを備え、ロータシャフト35とフローティングメタル51との間に形成される流体の膜を介してロータシャフト35を支持する。そして、固定ピン61によりロータシャフト35の軸方向の移動が規制される。
(もっと読む)
流体動圧軸受、流体動圧軸受の製造方法、回転機器およびディスク駆動装置
【課題】樹脂化したフランジを一体成形したシャフトを含む流体動圧軸受の回転精度を安定化させることができる流体動圧軸受及びその製造方法を提供する。
【解決手段】流体動圧軸受は、樹脂製のフランジ40がインサートモールドにて固着されたシャフト38を含む。フランジ40をシャフト38にインサートモールドで固着する工程は、下型54のシャフト配置部54aに配置されたシャフト38の少なくとも一部が冷却パイプ60を循環する冷却水で冷却しながら樹脂を上型56を介して下型54の充填部54bに注入してシャフト38に固着形成されたフランジ40を成形するフランジ形成工程を含む。
(もっと読む)
1 - 20 / 42
[ Back to top ]