
Fターム[3J059EA14]の内容
Fターム[3J059EA14]に分類される特許
1 - 20 / 107
防振装置
車両用シート
【課題】シートの部品点数の増加を極力抑えつつ、シート構成部材の振動を好適に低減することにある。
【解決手段】第一部材10と第二部材20のいずれか一方に第二筒部材44sを取付けるとともに、軸部材42を、第一筒部材44fに挿入しつつ一方とは異なる第一部材10と第二部材20のいずれか他方に取付けることにより、第一部材10と第二部材20を、制振機構40を介して連結する構成の車両用シートにおいて、第一部材10と第二部材20のいずれか一方に、第一筒部材44fに対面可能な当接部38を設けて、車室床面に対する第一筒部材44fの相対移動を、第一筒部材44fと当接部38の当接により規制する構成とした。
(もっと読む)
防振ユニットの製造方法

【課題】部品点数および製造時の作業工数の削減を図ることができる防振ユニットの製造方法を提供すること。
【解決手段】防振装置10のボス部材11を、第2ブラケット30の被圧入部35に圧入して固定する。よって、防振装置10のボス部材11を第2ブラケット30にボルトで固定(締結固定)する場合と比較して、ボルトを省略できる分、部品点数の削減を図ることができる。また、このように、ボルトが省略できれば、雌ねじ部を防振装置10のボス部材11に形成する必要がないので、その分、製造時の作業工数の削減を図ることができる。更に、防振装置10のボス部材11を化成処理する際には、雌ねじ部をマスキングボルトで保護する工程を行う必要がないので、マスキングボルトを着脱する作業を不要として、その分、製造時の作業工数の削減を図ることができる。
(もっと読む)
サスペンション構造、ブッシュ構造、サスペンション特性調整方法
【課題】旋回走行時の操縦安定性や操舵感を向上させる。
【解決手段】車体前後方向に並ぶ前側ロアリンク及び後側ロアリンクによって車輪と車体とを揺動可能な状態で個別に連結し、前側ロアリンク及び後側ロアリンク同士をコネクトブッシュによって連結する。また、後側ロアリンクに内筒71を連結し、前側ロアリンクに外筒81を連結する。そして、外筒81の内周面82には、内筒71の外周面72に向かって突出する凸部83を形成することで、弾性体91における車体上下方向に沿った径方向の厚みを、車幅方向に沿った径方向の厚みよりも薄くする。
(もっと読む)
サスペンション構造、ブッシュ構造、サスペンション特性調整方法
【課題】音振性能を向上させる。
【解決手段】ブッシュ23(24)は、内筒41(51)の外周面44(54)における軸方向の中央に、径方向外側に隆起させた隆起部46(56)を形成し、外筒42(52)の内周面45(55)には、隆起部46(56)に対向する凹面を形成する。また、内筒41(51)の外周面44(54)における軸方向の両端には、径方向外側に拡径させた拡径部47(57)を形成する。そして、ブッシュ24については、内筒51の外周面54のうち、軸方向における一端側の拡径部57を含む位置から他端側の拡径部57を含む位置までの範囲に、弾性体53を設けている。
(もっと読む)
防振装置の製造方法
【課題】外筒部材の絞り加工を省略できると共に、耐久性を確保できる防振装置を製造する防振装置の製造方法を提供すること。
【解決手段】ゴム状弾性体から構成されると共に軸方向に貫通孔31が貫通形成される防振基体230が接着された外筒部材220が、外筒部材保持工程により保持され、保持された外筒部材220と内筒部材210とが、内筒部材圧入工程により軸方向に相対移動される。その結果、貫通孔31に内筒部材210が圧入される。貫通孔31に内筒部材210が圧入されることにより貫通孔31は拡径され、防振基体230は内筒部材210と外筒部材220との間で圧縮される。外筒部材220と防振基体230との接着界面に圧縮力を作用させ、外筒部材220に絞り加工を行うことなく、外筒部材220と防振基体230との接着界面の引張ひずみを除去することができ、防振装置の耐久性を確保できる。
(もっと読む)
防振装置
【課題】外筒部材の絞り加工を省略できると共に耐久性を確保できる防振装置を提供すること。
【解決手段】筒状に形成される内筒部材10及び外筒部材20と、それらの間に設けられたゴム状弾性体から構成される防振基体30とを備える防振装置1において、筒部12が貫通孔31に圧入されることにより貫通孔31は拡径され、防振基体30は筒部12と外筒部材20との間で圧縮される。これにより外筒部材20の内面と防振基体30との接着界面に圧縮力を作用させ、外筒部材20に絞り加工を行うことなく、外筒部材20と防振基体30との接着界面の引張ひずみを除去することができ、防振装置1の耐久性を確保できる。
(もっと読む)
防振装置
【課題】外筒部材の絞り加工を省略できると共に耐久性を確保できる防振装置を提供すること。
【解決手段】振動発生側および振動受け側に取着される2つのブッシュを互いに連結する防振装置1において、ブッシュは、外筒部材20の内面にゴム状弾性体から構成される防振基体30が接着される。防振基体30は軸方向に貫通形成される貫通孔31を有し、内筒部材10の筒部12は貫通孔31に圧入される。貫通孔31に筒部12が圧入されることにより貫通孔31は拡径され、防振基体30は筒部12と外筒部材20との間で圧縮される。これにより外筒部材20の内面と防振基体30との接着界面に圧縮力を作用させ、外筒部材20に絞り加工を行うことなく、外筒部材20と防振基体30との接着界面の引張ひずみを除去することができ、防振装置1の耐久性を確保できる。
(もっと読む)
防振装置
【課題】縦ばね定数を低減しても、重量やコストの増大を抑えつつ、内筒部材および弾性体のブラケット部材に対する軸線方向の位置ずれを抑制し、制振性能を向上させる。
【解決手段】弾性体13は、内筒部材11の軸線Oを径方向に挟む両側に各別に配置された一対の脚部15を有し、各脚部は、先端部17がブラケット部材12の内周面に圧接する一対の脚片18と、これら一対の脚片同士を周方向に連結し、かつブラケット部材の内周面に圧接する連結壁20と、を備え、一対の脚片同士の周方向の隙間は、径方向の内側から外側に向かうに従い漸次大きくなり、ブラケット部材の内周面には、一対の脚片の各先端部に、互いに対向する周方向の内側と反対の外側から圧接する支持突部21と、脚部の連結壁の外周面に配設された被係合部22が係合する係合部23と、が配設されている。
(もっと読む)
防振装置
【課題】外筒フランジの突出基部への損傷の発生を効果的に防止できる技術を提供する。
【解決手段】樹脂材料からなる外筒1と、該外筒1の筒状部1aの内周面に接合させた筒状の弾性体2とを具え、外筒1の筒状部1aをブラケットの筒状部分の内周側へ縮径姿勢で圧入して、外筒1の筒状部1aの外周面を、ブラケットの筒状部分の内周面に摩擦係合されるものであって、外筒1の筒状部1aの圧入方向の後端に、ブラケットの筒状部分の端面に当接するフランジ1bを設けるとともに、該フランジ1bの突出基部で、外筒1の筒状部1aに、全周にわたって連続する薄肉部5を設けてなる。
(もっと読む)
防振装置
【課題】樹脂成形時に注入された樹脂材料により防振脚部が押圧されることを抑制して、樹脂バリの発生を抑制することができる防振装置を提供すること。
【解決手段】第1成形体5100には、ゴム切欠き5050が形成されているので、かかる第1成形体5100を樹脂成形金型400に設置してインサート成形する際には、注入ゲートから樹脂成形金型400内に注入された樹脂材料の流動圧をゴム切欠き5055により逃がすことができ、かかる樹脂材料により外側部材5060(第1壁覆設ゴム52)が押圧されることを抑制できる。これにより、防振脚部50の位置ズレや第1壁覆設ゴム52の変形によるシール不良を引き起こし難くして、樹脂バリが形成されることを抑制することができる。
(もっと読む)
防振装置
【課題】ブラケットを樹脂材料にて形成することによって、軽量化を実現した防振装置において、樹脂ブラケットの耐久性の低下を招くことなしに、ブラケットの内側で、ブッシュを十分強固に保持させて、ブラケットからのブッシュの抜け出しや、ブラケット内でのブッシュのがたつきを確実に防止することができる防振装置を提供する。
【解決手段】樹脂製ブラケット2の内周面に、ブッシュ1の外筒4を取り囲む内周面から突出形成されて、ブラケット2の周方向に延びる弾性係合部10と、ブラケットの内部に埋め込み配置される埋設固定部11とを連結してなるブッシュ保持部材9を設け、ブッシュ保持部材9の、弾性係合部10および埋設固定部11の相互を連結する連結部分12を、ブラケット2の内周面の半径方向線分に対して傾斜させて延在させるとともに、前記ブッシュ1を、ブラケット2の周方向の複数個所に存在する前記弾性係合部10の内側に弾性係合させる。
(もっと読む)
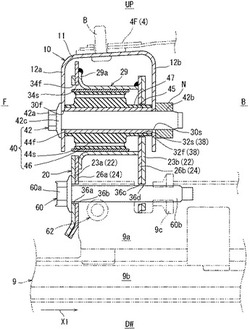
車両のエンジンマウント
【課題】車両が衝突などにより急挙動をする場合でも、車体側に対するエンジンの支持が、より確実に維持されるようにする。
【解決手段】車両のエンジンマウントは、車体2側に支持され、上方に向かって開口する凹部18が形成された下部ブラケット15と、軸心21が上下方向に延びる円柱形状をなし、下部22aが凹部18に嵌入され、上部22bがエンジン8に突設されたブラケットアーム25の突出端側を支持するゴム製の緩衝体22と、ブラケットアーム25の突出端側と緩衝体22とをその上方から跨いで車体2側に支持され、凹部18に対し緩衝体22が上方に向かって相対移動しようとするとき、ブラケットアーム25を当接させて緩衝体22の相対移動を規制する上部ブラケット44とを備える。凹部18の底板18aに上方に向かって突出する係合突起38を形成すると共に、緩衝体22の下面に係合突起38を弾性的に圧入させる係合凹部39を形成する。
(もっと読む)
車両のエンジンマウント
【課題】車体側に支持された下部ブラケットの凹部と、凹部に嵌入されてエンジンを支持する緩衝体との間に水や砂などの異物が入り込まないようにする。
【解決手段】車両のエンジンマウントは、車体2側に支持される凹部18が形成された下部ブラケット15と、下部22aが凹部18に嵌入され、上部22bがエンジン8に突設されたブラケットアーム25の突出端側を支持するゴム製の緩衝体22と、ブラケットアーム25の突出端側と緩衝体22とをその上方から跨いで車体2側に支持され、凹部18に対し緩衝体22が上方に向かって相対移動しようとするとき、ブラケットアーム25を当接させて緩衝体22の相対移動を規制する上部ブラケット44とを備える。軸心21回りの緩衝体22の外周面にシールリブ54を形成し、シールリブ54の下部54aが凹部18の開口縁部の内周面に弾性的に圧接するようにした。
(もっと読む)
防振装置
【課題】ブラケット部材の寸法精度が緩和された防振装置を得る。
【解決手段】収容前状態では、軸方向Sからみて、外側取付部材20の第1上端部22A、第2上端部22B、第1下端部24A、及び第2下端部24Bは、ブラケット部材14に構成される収容凹部16Aの軸方向Sと直交する方向の断面の内周位置16Ainよりも外側に突出している。すなわち、収容前状態では、軸方向Sからみて、上分割片22は第1上端部22A及び第2上端部22Bが先端に向かって離れるように開き、下分割片24は第1下端部24A及び第2下端部24Bが先端に向かって離れるように開いている。また、第1上端部22Aと第1下端部24Aは離間され、第2上端部22Bと第2下端部24Bも離間されている。
(もっと読む)
防振ブッシュ
【課題】本体ゴム弾性体のゴムボリュームを確保してばね特性のチューニング自由度を大きく確保しながら、軸方向での小型化を実現することができる、新規な構造の防振ブッシュを提供する。
【解決手段】装着孔42に対して一方の側から嵌め入れられる第一の筒状部26と第一の筒状部26の軸方向一端側に形成された第一のフランジ部28とを備えた第一のアウタ分割体22と、装着孔42に対して他方の側から嵌め入れられる第二の筒状部36と第二の筒状部36の軸方向他端側に形成された第二のフランジ部38とを備えた第二のアウタ分割体24とによって、アウタ筒部材14が構成されており、第一のアウタ分割体22の第一の筒状部26によって本体ゴム弾性体16の外周面が全体に亘って覆われていると共に、第一の筒状部26の軸方向他方の端部が小径の組付筒部34とされて組付筒部34に対して第二のアウタ分割体24の第二の筒状部36が外挿配置されている。
(もっと読む)
免震装置の試験方法、免震装置、及び免震装置の製造方法
【課題】免震装置の温度測定を正確に行なう。
【解決手段】免震装置10では、積層体100の積層方向の両端を積層方向と直交する方向に相対変位させても、測定用鋼板110は変形しない。よって、測定用鋼板110に形成された測定用穴112に挿入された温度センサ114には力がかからない、又は力がかかったとしても小さいので、温度センサ114の抜け出しや断線が防止又は抑制される。また、プラグ140を分断する測定用鋼板110を設けているので、プラグ140の中央部分の温度測定が可能になる。したがって、積層体100がせん断変形してプラグ140が塑性変形することによるプラグ140の温度上昇を、正確に測定することができる。
(もっと読む)
防振ブッシュとその製造方法
【課題】本体ゴム弾性体に固着されるインナ軸部材の本体部を大径化することなく、インナ軸部材の軸方向両側に設けられた取付部及び本体ゴム弾性体の形状等を自由に設定可能とされた、新規な構造の防振ブッシュとその製造方法を提供すること。
【解決手段】インナ軸部材12とその外周側に離隔配置したアウタ筒部材14とを本体ゴム弾性体16で連結すると共に、インナ軸部材12の軸方向両側にそれぞれ取付部34を設けた防振ブッシュ10の製造方法であって、インナ軸部材12における各取付部34をインナ軸部材12の軸方向中央を構成する本体部18から別体とすると共に、取付部34として本体部18の外径寸法よりも大きな最大幅寸法を有するものを採用し、本体部18の外周面に本体ゴム弾性体16を加硫接着した後、本体部18の軸方向両側にそれぞれ取付部34を固着した。
(もっと読む)
防振装置の製造方法
【課題】すぐり穴を加硫成形するための加硫金型の強度を確保しつつ、ストッパ部に十分な予圧縮を付与することができる防振装置の製造方法を提供すること。
【解決手段】加硫成形体A1は、外筒部材20が楕円形状に形成され、この外筒部材20に絞り加工を施す絞り工程は、外筒部材20の長軸方向における縮径量を、外筒部材20の短軸方向における縮径量よりも大きくするので、内筒側ストッパ部32と外筒側ストッパ部33の間の隙間が大きくても、これら両ストッパ部32,33を互いに押し潰させて、十分な予圧縮を付与することができる。よって、すぐり穴31を加硫成形するための加硫金型の厚みを大きくできるので、その分、下流金型の強度を確保することができる。
(もっと読む)
防振装置
【課題】本体部材を筒状部の内側に圧入しやすく、本体部材をブラケットに容易に組み付けることができることを目的とする。
【解決手段】振動発生部および振動受部のうちの何れか一方に取り付けられると共に水平方向に延在する筒状部22を有するブラケット2と、振動発生部および前記振動受部のうちの何れか他方に取り付けられる取付部4に弾性体5が接合された本体部材3と、を備えており、本体部材3が筒状部22の内側に圧入することでブラケット2に組み付けられた防振装置1において、筒状部22の軸方向端部には、筒状部22の外周側に突出すると共に筒状部22の壁部に対して鈍角に連設された斜めフランジ30が設けられている。
(もっと読む)
1 - 20 / 107
[ Back to top ]