
Fターム[4D075AC05]の内容
流動性材料の適用方法、塗布方法 (146,046) | 噴霧、浸漬以外の手段 (16,716) | 押し出し、噴出、溢流、押し付け (4,270) | スリットより (732) | エクストルージョン (142) | バックアップロールがあるもの (64)
Fターム[4D075AC05]に分類される特許
1 - 20 / 64
塗工方法
【課題】基材上の塗工膜にスジ状欠陥が形成されることを抑制して塗工品質を向上させることができる塗工方法を提供すること。
【解決手段】搬送される基材20の表面に塗工ダイ11により塗工液21を吐出して塗工膜21aを形成する塗工方法において、塗工膜21aにスジ状欠陥が発生した場合、塗工ダイ11の吐出口11aと基材20との間に形成される塗工ギャップを、一定時間だけ通常の塗工位置における塗工ギャップより小さくする。
(もっと読む)
塗布装置及び塗布方法

【課題】 スジムラ故障や泡欠陥のないエクストルージョン型ダイヘッドを用いた塗布装置及び塗布方法を提供する。
【解決手段】 塗液を外部に吐出するスリット17とこのスリット17と連通し塗液を供給するマニフォールド18とを内部に有するエクストルージョン型ダイヘッド1を使用して被塗布物上に塗液を塗布する塗布装置であって、マニフォールド18の壁面に気泡捕集部19としてV字溝を設ける。
(もっと読む)
紐状フィラー含有塗布物の製造方法
【課題】バックアップローラに巻き掛けられて走行するウェブと塗布ヘッド先端との間のクリアランスに塗布液ビードを形成して塗布する塗布装置を用いて、ナノサイズの紐状フィラーを含む塗布液をウェブに塗布しても塗布スジ故障が発生しない。
【解決手段】バックアップローラ20に巻き掛けられて走行するウェブ12と塗布ヘッド先端18Aとの間のクリアランスdに塗布液ビード22Aを形成して塗布する塗布装置を用いて、金属ナノワイヤー26Aを多数本含む塗布液22をウェブ12に塗布する塗布工程と、塗布された塗布層22Bを乾燥する乾燥工程とを少なくとも備えた紐状フィラー含有塗布物の製造方法において、塗布工程では、塗布液22のウエット膜厚をhとし、クリアランスをdとしたときに、h<d≦3hを満足するようにクリアランスを設定する。
(もっと読む)
塗布装置及び多層膜付きフィルムの製造方法
【課題】低い粘度の塗布液を使用しても良好に製膜可能な塗布装置及び多層膜付きフィルムの製造方法を提供する。
【解決手段】ダイ先端部の空間を減圧するための吸引装置と、前記塗布液を貯留するためのポケットと、を備え、前記ポケットは、塗布点よりも下の位置に配置され、下流リップと、前記ウエブと、の最短距離をd1とし、隣接リップと、前記ウエブと、の最短距離をd2とし、前記隣接リップの前記走行方向の幅をL2とし、最上層の膜厚をh1とし、最上層を除く全ての膜の総膜厚をh2としたとき、式1〜式4の全てを満たすように前記ブロックが設置されて前記ダイが構成された塗布装置。
10μm≦(d1−d2)≦200μm 式1
d2≦3×h2 式2
50μm≦L2≦200μm 式3
dP/dX>0 式4
(もっと読む)
塗布膜付きフィルムの製造装置及び製造方法
【課題】風ムラ状のスジやひも状のスジ、面荒れを防止することができる塗布膜付きフィルムの製造装置及び製造方法を提供する。
【解決手段】連続走行する帯状支持体11の表面に塗布液を塗布する、塗布位置と待機位置との間で進退移動させる進退移動機構を有する塗布ヘッド14と、前記帯状支持体の塗布面裏側を支持するバックアップローラ13と、からなる塗布装置と、塗布装置直後に設けられるケーシングからなる乾燥装置16と、からなり、乾燥装置16には、塗布ヘッド14から乾燥装置16までの間のウェブ11の端面側とウェブ11の塗布面裏側を覆うケーシングと一体の遮風部分28と、塗布ヘッド14から乾燥装置16までの間のウェブ11の塗布面側を少なくとも覆う可動式のカバー24と、塗布ヘッド14には、塗布ヘッド14から乾燥装置16までの間のウェブ11の端面側を覆う塗布ヘッドに固定された遮風板26と、を設ける。
(もっと読む)
塗工方法
【課題】塗工幅CLを早期に目標値へと安定させることにより、準備段階における破棄製品を減少させることができる塗工方法を提供すること。
【解決手段】搬送される基材1の表面に塗工ダイ11により塗工液2を吐出して塗工膜を形成する塗工方法において、塗工ダイ11と塗工液2のタンク24との間で塗工液2を循環させる循環回路19、20内の塗工液2の圧力P1及び流量F1を検出すること、検出した圧力P1及び流量F1に基づいて、塗工液2の粘度V1を推定すること、推定した粘度V1と塗工ダイ11の塗工幅CLとの相関関係に基づいて、塗工幅CL1を目標値とするのに必要な、塗工ダイ11の吐出口と基材1との間の塗工ギャップGの初期値GL1を決定すること、塗工ギャップGを初期値GL1に設定して、塗工ダイ11への塗工液2の供給を開始すること、を特徴とする。
(もっと読む)
ステンレス鋼製部材の製造方法及び塗布フィルムの製造方法
【課題】ステンレス鋼にシャープエッジを形成する際にバリが根元から折れてシャープエッジが欠けてしまうことを防止することができるステンレス鋼製部材の製造方法及び塗布フィルムの製造方法を提供する。
【解決手段】ステンレス鋼を研削することで幅150μm以下のシャープエッジを有する部材を製造するステンレス鋼製部材の製造方法であって、ステンレス鋼のシャープエッジを形成する面を、シャープエッジの長さ方向に研削するステップと、シャープエッジの長さ方向に接する両側面を、シャープエッジの長さ方向に研削しつつ、シャープエッジの非先端面からシャープエッジ先端方向に向けて研削するステップと、前記シャープエッジを形成する面を、研磨手段30をシャープエッジの長さ方向に動かすことで研磨するステップと、を有する。
(もっと読む)
熱遮蔽装置
【課題】乾燥炉から熱が漏れるのを防止するとともに、ペーストが塗布されたシートの振動を防止する。
【解決手段】シート21にペースト22が塗布されたペースト付きシートを乾燥する乾燥炉10とともに用いられる熱遮蔽装置11であって、ガスを送り出し、ペースト付きシートが通過する乾燥炉の開口部10aをガスの層によって塞ぐガス供給口11aを有する。ガス供給口は、ペーストが塗布されたシートの表面に沿った方向G1にガスを送り出す。
(もっと読む)
間欠塗工装置及び間欠塗工方法
【課題】間欠塗工装置における間欠塗工時にスロットダイの刃先と基材間の距離を狭めたとしても液ダレを発生させることなく正常な面状を確保できる技術の提供を課題とする。
【解決手段】塗液貯蔵手段と、塗液を吐出して基材上に塗膜を形成するスロットダイと、前記塗液貯蔵手段と前記スロットダイとを結ぶ送液経路と、前記塗液貯蔵手段から前記スロットダイへ前記送液経路を介して塗液を送る送液手段(ポンプ)と、前記貯蔵手段から前記スロットダイへの塗液供給を中断することができる間欠機能を備え、前記スロットダイの刃先と前記基材との間に塗工時に形成されるビードの上流側が、当該ビードの下流側よりも気圧を高く保つことのできる加圧機能を備えていることを特徴とする間欠塗工装置とする。
(もっと読む)
塗工装置及び電極箔の製造方法
【課題】電極の塗工開始終了端の湾曲を抑制するに好適に塗工装置及び電極箔の製造方法を提供する。
【解決手段】シート状基材20が巻掛けされたバックアップローラ8と、該バックアップローラ8上を搬送されるシート状基材20に電極スラリー21を塗り付けるダイコーター10とを少なくとも備えた塗工装置2に関する。そして、前記バックアップローラ8のうち、巻掛けられたシート状基材20の幅方向の両端部を支持する外側領域の外径を、当該外側領域間に挟まれる中央領域の外径より、大きい凹形状8Aとした。
(もっと読む)
多層フィルムの製造方法
【課題】 各層にそれぞれ粒子を含む多層フィルムにおいて、層間における粒子の凝集、およびそれに伴う層間の混合を防ぐことができる多層フィルムの製造方法を提供する。
【解決手段】
所定の搬送速度で走行するウェブWに形成された粒子径1〜100nmの第1の粒子32を含む第1の塗膜30に、粒子径1〜100nmの第2の粒子42を含む第2の塗布液23を供給する。第2の塗布液23の、第1の膜面垂直方向の吐出速度成分V(m/s)を調整し、第1の粒子32と第2の粒子42の凝集力を超える反発力を与え、第1の塗膜30と第2の塗膜40で構成される多層構造を形成する。多層構造を乾燥し、多層膜を有する多層フィルムを製造する。
(もっと読む)
塗膜付き金属箔の製造方法及び塗布装置
【課題】金属箔上に均一な厚さの塗膜を形成する。また、金属箔上に塗膜を断続的に形成する場合において、非塗布領域に不所望な塗料が付着するのを防止する。
【解決手段】帯状の金属箔10をバックアップロール30で支持しながら走行させ、金属箔のバックアップロールとは反対側の面に塗料25を塗布する。このとき、金属箔がバックアップロールの外周面に接触し始める地点Pを含み、且つ、地点Pよりも金属箔の走行方向の上流側の金属箔とバックアップロールの外周面とで形成された空間を減圧しながら塗料を塗布する。
(もっと読む)
塗膜形成方法、および塗膜積層体の製造方法
【課題】スロット塗布による塗膜形成において、ダイと基材との間隙の許容範囲を大きく取ることができる塗膜形成方法、および塗膜積層体の製造方法を提供する。
【解決手段】直径D(mm)のロール上にシート状の基材を配置し、ロールを回転させ、ロールに追随して回転する基材表面にダイから塗布液を供給して塗膜を形成する方法であって、ダイは、基材との間に塗布液を保持可能な面である上流側リップ面と、上流側リップ面よりも回転の方向下流側に配置され、基材との間に塗布液を保持可能な面である下流側リップ面と、を有し、上流側リップ面と下流側リップ面との間には塗布液が吐出する間隔が形成されており、上流側リップ面の、ロール回転方向の長さが2.0(mm)以上、0.02D(mm)以下であるものとする。
(もっと読む)
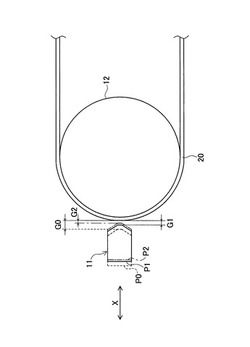
塗布方法
【課題】50m/minを越える高速時においても安定的に膜厚精度の高い間欠形状を実現する塗布方法を見出すこと。
【解決手段】バックアップロールに巻きつけて搬送される金属箔からなる基材にダイヘッドの先端を近接させ、乾燥膜厚が100μm以上、塗工速度が50m/min以上で間欠状に電極用活物質層を形成する間欠塗工において、ダイヘッドをコーティングロールの重力方向最下部とコーティングロール中心とを結ぶ半径とダイヘッド先端の近接点とロール中心を結ぶ半径のなす角度を0°以上で15°以内の位置に設置することである。
(もっと読む)
塗布方法及び塗布物
【課題】塗布装置と基材の間隙によって塗布膜厚が決定される塗布方法において、基材やバックロールに微小な異物が付着しても塗布欠陥が発生しない塗布方法を提供し、また、その塗布方法で均一塗布された塗布層形成物を提供する。
【解決手段】内接したバックロールに張着保持された塗布基材表面に、該塗布基材表面と塗布装置との間隙(クリアランス)を調整して塗布液を塗布する塗布方法において、前記塗布基材の裏面側にヤング率が0.03〜1.5GPaの緩衝層を有した状態で塗布が行われる。また、塗布液が塗布された塗布層形成物において、前記塗布基材はその裏面側に、ヤング率が0.03〜1.5GPaの緩衝層を有する。
(もっと読む)
塗布装置および塗布方法
【課題】スジやムラなく均一に塗布することができる混合装置および混合方法を提供することを目的とする。
【解決手段】少なくとも3つのブロック32a、32b、32cからなるエクストルージョン型ダイコータ30と、バックアップロール20とを有し、ウエブ22上に塗布液を塗布する塗布装置10において、ブロック32を組み合わせることにより形成されたスロットの各々のスロット34a、34bから吐出した各塗布液を、塗布ビード40にて混合することを特徴とする塗布装置10および塗布方法である。
(もっと読む)
塗布物の製造方法及び塗布装置
【課題】スジ、ムラ等の塗布故障のない塗布膜を備える塗布物の製造方法及び塗布装置を提供することを課題とする。
【解決手段】マニホールドの側面部に前記マニホールドに塗布液を供給するための給液口と、前記給液口が形成されている前記マニホールドの反対側の側面部に前記マニホールドに供給された塗布液を排出するための排液口を備えるダイヘッドに対し、少なくとも粒子を2.5wt%以上含む塗布液を用い、前記ダイヘッドの給液口を通じて断面積がSである前記マニホールド内に流量Q1で塗布液を供給し、前記リップ先端から流量Q2で塗布液を吐出し、さらに、前記排液口から流量Q1−Q2であり、且つ、式(1)(Q1−Q2)/S ≧ 3.0(mm/sec)を満たすように塗布液を排出することにより、支持体上に塗布液を連続的に塗布し塗布膜を形成することを特徴とする塗布物の製造方法とする。
(もっと読む)
重層塗布方法及び平版印刷版並びにその製造方法
【課題】上層の塗布手段として非接触方式の塗布コータを使用して複層を逐次重層塗布する場合に、塗り付け不良や液はじき、あるいは塗布スジ等の塗布欠陥が発生しないように安定塗布することができる。
【解決手段】続走行するウェブ12上に、ロッド塗布装置14で塗布した感光層保護層(A)L1が未乾燥状態にあるうちにエクストルージョン塗布装置16で感光層保護層(B)L2を重ねて塗布する逐次重層塗布の際に、感光保護層(B)L2の湿潤塗布量をW(cc/m2)、ウェブ12の走行速度をU(m/分)、感光層保護層(B)L2の動的表面張力をγ1(mN/m)、感光層保護層(A)L1の静的表面張力をγ2(mN/m)としたときに、次式W/[U(γ1−γ2)]≧0.018…(A1)を満足する。
(もっと読む)
塗布物の生産方法、光学用フィルム及び反射防止フィルム
【課題】実際の塗布時の状況に合わせ、塗布ヘッドに対して高度の加工技術を必要とせず、被塗布物の幅方向の塗布液膜の厚み分布ムラを防止した塗布物の生産方法の提供。
【解決手段】塗布ヘッドの被塗布物移動方向に対して上流側を減圧状態に保ちながら連続的に移動する被塗布物に、前記塗布ヘッドの塗布液吐出部より塗布液を吐出し形成された湿潤状態の塗布膜を乾燥し得られる塗布物の生産方法であって、前記塗布液吐出部と前記被塗布物との間隙は、間隙調整手段により、予め、前記間隙を一定にして塗布を行い、前記塗布物の幅手方向の膜厚分布の計測の結果に基づき、前記塗布ヘッドを移動して前記間隙を調整し、塗布を行うことを特徴とする塗布物の生産方法。
(もっと読む)
塗布装置及び塗布方法
【課題】 塗布ダイの先端リップとウエブとのクリアランスを安定的に均一にする。
【解決手段】 移動しているウエブ上に、架台に固定された塗布ダイの先端リップから塗布液を塗布する塗布装置において、前記塗布ダイと接合される架台の接合面の接合領域に、前記架台にボルトにより固定されたシムを複数配置し、配置された前記シムの各々の厚さを調整することにより、塗布ダイの先端リップにおける真直度を調整することを特徴とする塗布装置を提供することにより上記課題を解決する。
(もっと読む)
1 - 20 / 64
[ Back to top ]