
Fターム[4E001DG05]の内容
Fターム[4E001DG05]に分類される特許
41 - 48 / 48
温水容器
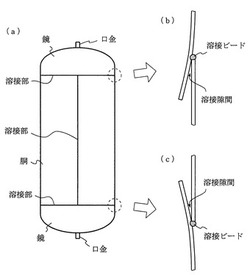
【課題】溶接隙間部での耐食性に優れ、かつ水道直結タイプとしての使用に適した溶接部の強度を有する温水容器を提供する。
【解決手段】質量%で、C:0.025%以下、Si:0.6超え〜2%、Mn:1%以下、P:0.045%以下、S:0.01%以下、Ni:0.6%以下、Cr:17〜23%、Mo:0.5〜1.7%、Nb:0.05〜0.5%、Ti:0.05〜0.3%、Cu:0.6%以下、Al:0.02〜0.3%、N:0.025%以下、残部Feおよび不可避的不純物であるフェライト系ステンレス鋼板部材の溶接接合により構築され、その溶接部の温水に接触する部位に隙間構造をもつ温水容器。特にその溶接部が「溶接まま」の状態で使用されるものが好適な対象となる。
(もっと読む)
プラズマ切断装置及びプラズマ切断方法

【課題】 アークの収束度を高め、作業効率及び切断面品質を向上して、従来よりも経済的に切断でき、しかも切断可能な切断対象材の厚み領域を広げることが可能なプラズマ切断装置及びプラズマ切断方法を提供する。
【解決手段】 プラズマ切断装置10は、内部に電極13を備え、アーク放電によりガスをプラズマ化して噴射させ、このアーク11に周囲から水を吹き付けて収束させるトーチ12を有し、更に純水化手段28が設けられ、純水化手段28によって水の電気伝導率を5μs/cm未満にして、アーク11に吹き付けている。
(もっと読む)
疲労特性に優れる溶接継手の作製方法
【課題】疲労特性に優れる溶接継手の作成方法を提供する。
【解決手段】溶接継手を作成する際、鋼板表面上において、ビード止端部が形成される個所を予測し、予め、Siを30質量%以上含んだ物質を、少なくとも前記個所を含むように、塗布もしくは固定した後、溶接し、(1)止端形状を改良し、(2)最終パスを除く溶接金属の特性の確保し、(3)ソリッドワイヤなどへのSi添加の回避により硬化を防止し、疲労特性を向上する。
(もっと読む)
溶接トーチの整備装置
【課題】 溶接ワイヤに形成された球状部分を2枚の切除刃により切除する場合に、刃先が互いに位置ずれするのを抑制してメンテナンスの頻度を低くし、溶接作業の効率を向上させる。
【解決手段】 第1切除刃10をケーシングの閉塞部材6の下側に配置する。第1切除刃10にアクチュエータ12を連結する。第2切除刃11を第1切除刃10の下側に配置する。第2切除刃11を支持部材27で下側から支持し、第1切除刃10の刃先10bと第2切除刃11の刃先11bとが厚み方向に離れないようにする。刃先10b、11bに切欠部10c、11cを形成する。アクチュエータ12の動力を歯車により第2切除刃11に伝達する。アクチュエータ12により、第1切除刃10及び第2切除刃11の相対位置を、溶接ワイヤセット用の隙間29が形成される位置と、セットされた溶接ワイヤの球状部分を切除する位置とに切り替える。
(もっと読む)
溶接用アフターシールド冶具
【課題】チタン材等の溶接における溶接部のガスシールド(空気絶縁)を図るアフターシールド冶具に屈曲,変形性(可撓性)を具備させて、冶具の使用範囲の拡大,ガスシールドの作業性並びに確実性を向上させる。
【解決手段】トレーラー2を薄肉金属片にて底面開放の半割筒体形状に形成して変形可能となし、トレーラー2内に,薄肉金属片にて筒体形状に形成して変形可能となした不活性ガス放射パイプを可動可能に配設するとともに不活性ガス拡散用の金属製繊維屑5を配置し、トレーラー2の底面開放部に金網4を取り付ける。
(もっと読む)
配管の溶接方法及び装置
【課題】 配管の厚さが大きい配管同士の溶接による接続において、配管内面の溶接金属部分に軸方向の圧縮残留応力を与え、耐食性を向上する。
【解決手段】 配管のルートパスだけを溶接した後、配管内面に冷却水を流して内面を冷却しながら、配管外面において、溶接を行うトーチの後方で、溶融金属が凝固した直後の高温の段階で冷却水を吹付けて表面を急冷し、配管の外面側に圧縮応力を発生させることにより、配管の周方向の収縮変形の発生を抑制し、配管内面の軸方向残留応力として圧縮残留応力を発生させる。
(もっと読む)
ステンレス鋼配管およびステンレス鋼管の接合方法
【課題】ステンレス鋼配管における接合部の内面にデッドスペースが生じることがなく、しかもヒュームに基づく金属微粒子による汚染が極めて少く、供給するガスが不純物で汚染されることがなく、接合部の耐食性が極めて良好なステンレス鋼配管を得る。
【解決手段】接合すべきステンレス鋼管の端部を突合わせて、管内をバックシールドガス雰囲気下、又は真空環境下として溶接して接合する際、管の壁の外側部分のみを溶融して溶融接合部Wを形成して接合する。バックシールドガス雰囲気下、又は真空環境下での酸化性ガスの含有量が10ppm以下とし、鋼管の端部の表面粗さを30μm以下とすることが好ましい。鋼管の肉厚tが1mmを越える場合、溶融接合部の溶け込み深さtwを、t−0.7≦tw<t(mm)とし、肉厚tが1mm以下の場合、溶融接合部の溶け込み深さtwを、t>tw≧0.3t(mm)とすることが好ましい。
(もっと読む)
パイプなどの金属板部材を特に排気システム用のハウジングポートなどの金属鋳物部材に接合する方法
金属板部材(3)を金属鋳物部材(5)に接合するための方法が開示されている。本発明の方法によれば、金属板部材(3)と他の部材(5)はパルス溶接プロセスで互いに溶接される。前記方法は特に金属板のパイプ(3)が金属鋳物ハウジング(13)のポート(12)に溶接されることを可能にする。前記利点は排気マニホールド(3)及び、ターボチャージャ(5)などの排気ユニットを備えた排気システムのために用いることができる。 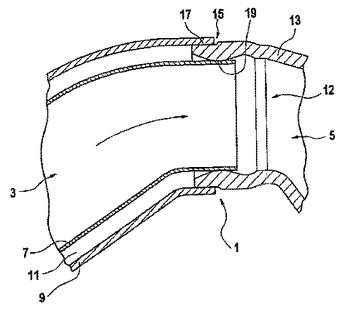 (もっと読む)
(もっと読む)
41 - 48 / 48
[ Back to top ]