
Fターム[4E001QA01]の内容
Fターム[4E001QA01]に分類される特許
141 - 143 / 143
溶接トーチに従ってレーザユニットを制御するレーザ・アーク複合溶接のための装置と方法
本発明は、レーザ・アーク複合溶接方法並びに、レーザビーム(3)を発生するレーザユニット(2)と、アーク(5)を発生する溶接トーチ(4)と、レーザユニット(2)用の給電ユニット(6)と、溶接トーチ(4)用の給電ユニット(7)とを備えるレーザ・アーク複合溶接装置(1)に関する。エネルギーバランスを最適化すると共に、レーザ・アーク複合溶接法を夫々の条件に適合させるために、溶接トーチ(4)に従ってレーザユニット(2)を制御する制御装置(14)が設けられる。レーザ出力(PLaser)は、アーク出力(PArc)に適合させられると共に、閉制御回路によって制御される。 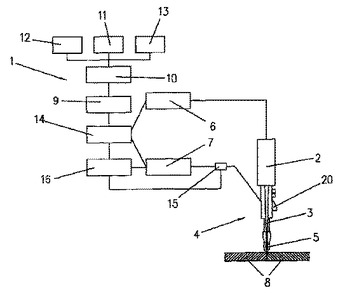 (もっと読む)
(もっと読む)
マルテンサイト系ステンレス鋼管円周溶接継手の製造方法
【要 約】
【課 題】 耐粒界応力腐食割れ性に優れた溶接熱影響部を有する鋼管円周溶接継手の製造方法を提案する。
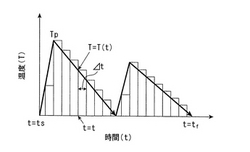
【解決手段】 マルテンサイト系ステンレス鋼管の端部同士を突き合わせ、円周方向に複数の溶接パスからなる溶接を施して円周溶接部を形成するに際し、少なくとも1回の溶接パスによる溶接熱サイクルにより鋼管内表層のピーク温度Tpで950℃以上に加熱されたHAZに、耐粒界応力腐食割れ性を向上させる熱サイクルが付与されるように、その後の溶接パスを調整して溶接する。具体的には、最終層の溶接パスを、1体積%以上のオーステナイト相が生成される下限の温度であるA1点超えとなる溶接パスとする。また、その後の溶接パスのうち少なくとも1回の溶接パスを、TpがA1点超えでかつ950℃以下の温度となる溶接パスとし、続く溶接パスをTpがA1点以下となる溶接パスとする。また、その後の溶接パスを、TpがA1点以下となる溶接パスとし、かつ該その後の溶接パスの総入熱パラメータPtotalが12500以下又は14500以上となる溶接パスとする。
(もっと読む)
変形推定方法、プログラムおよび記録媒体

【課題】 拘束下の溶接変形を推定することができる変形推定方法を提供する。
【解決手段】 ステップS7では、固有歪データベースに記憶されている実験等で求めた拘束下での固有ひずみの情報に基づいて、ステップS2で指定された板厚hと継手形式と溶接長L、ステップS3で指定された溶接法と溶接入熱Q0と材質、およびステップS6で算出された曲げ拘束度KBによって決まる、拘束下での固有ひずみ、つまり、横曲がり角変形固有歪θvが求められる。ステップS8では、拘束治具を解放した状態をモデル化して弾性有限要素解析を行う。このとき、ステップS9では、ステップS4で求められた縦収縮固有歪gx、横収縮固有歪gy、縦曲がり変形固有歪θx、およびステップS7で求められた横曲がり角変形固有歪θvに基づいて、溶接変形解析を行う。このようにして、ステップS10では、拘束の影響を考慮した溶接構造物の溶接変形を推定することができる。
(もっと読む)
141 - 143 / 143
[ Back to top ]