
Fターム[4E001QA01]の内容
Fターム[4E001QA01]に分類される特許
101 - 120 / 143
固定管の円周溶接方法及び装置
【課題】先行トーチの溶接速度を変化させた場合でも、後行トーチによる溶着高さが常に一定になるように制御可能とする。
【解決手段】固定管の突合せ端部に沿って円周方向に配置された走行レール上を移動する台車に搭載された先行トーチ及び後行トーチを備えた溶接ヘッドにより、前記台車を走行レールに沿って円周方向に移動させながら、単位溶接長さ当りの溶着量が一定になるように、所定の溶接速度で前記突合せ端部をアーク溶接する際、前記後行トーチを固定管の円周方向にスライドさせる円周方向スライド機構を前記台車に設け、外乱位置で前記台車の円周方向の移動速度を変更して前記先行トーチの溶接速度を変化させる場合、前記円周方向スライド機構により前記後行トーチを、前記台車に対して速度変更分を相殺する相対速度でスライドさせ、該後行トーチを変更前と同一の溶接速度に維持する。
(もっと読む)
プラズマキーホール溶接方法

【課題】より早くキーホールを貫通させることができるプラズマキーホール溶接方法を提供すること。
【解決手段】 プラズマガスを初期流量Fgsで噴出させ、プラズマ電極と被溶接物との間に発生するプラズマアークにより、キーホールを形成、および貫通させる第1の工程と、上記キーホールが貫通した後に、上記プラズマガスを定常流量Fgnで噴出させ、上記プラズマアークにより、定常溶接を行う第2の工程と、を含むプラズマキーホール溶接方法において、初期流量Fgsの最大値は、定常流量Fgnよりも大きい。
(もっと読む)
溶接材料の選定方法及び発電用プラント
【課題】異材溶接継手での脱炭層形成有無を予測して、部材の組合せや使用部位に応じた最適な溶接材料を選定する方法を提供する。
【解決手段】一の金属母材の炭化物生成能パラメータと、一の金属母材と材質が異なる別の金属母材の炭化物生成能パラメータとの差の絶対値Δgを算出する。一の金属母材と別の金属母材とが溶接材料で溶接された部材の使用温度及び時間から、時効パラメータLを算出する。予め作成された、脱炭層が形成される条件の領域と脱炭層が形成されない条件の領域とを炭化物生成能パラメータの差の絶対値と時効パラメータとで表したグラフにおいて、算出されたΔgと、算出されたLとの交点が、脱炭層が形成される条件の領域にある場合に、溶接材料としてインコネル系溶接材料を選定する。交点が、脱炭層が形成されない条件の領域にある場合に、溶接材料としてフェライト系溶接材料を選定する。
(もっと読む)
四角形鋼管の製造設備
【課題】折り曲げが不安定で、直角状折曲げ部が鈍角または鋭角のいずれに折り曲げられているときでも、遊端部分を上下から正確に突き合わせできる四角形鋼管の製造設備を提供する。
【解決手段】四箇所を直角状に折り曲げて、三辺を定寸平板部4とし一辺を一対の半寸平板部5でその遊端部分2を突き合わせることで四角形状鋼管7としたのち、仮付け溶接8を施工し、駆動ローラコンベヤ32により形成した仮付け溶接ライン31上で突き合わせ部を横向きとして、仮付け作業部50に、外面矯正装置51と仮付け溶接機95を設け、外面矯正装置は、左右一対で相対的に接近離間自在な側部押え体55と、昇降自在な上部押え体67からなる。四角形状鋼管内において移動自在で、仮付け作業部の部分に停止自在な内面矯正装置100を設け、内面矯正装置は、本体101の前後方向の複数箇所にそれぞれ左右一対の内加圧体118を相対的に接近離間自在に設けた。
(もっと読む)
TIG溶接装置
【課題】アークの発生方向にタングステン電極が振動することにり、アーク圧が制御できて高溶着、高速溶接可能な安定したTIG溶接装置である。
【解決手段】ホットワイヤTIGアーク溶接において、タングステン電極(1)の先端を、10Hz以上の周波数でアーク発生方向に振動させて溶接することを特徴とし、また、タングステン電極(2)を先端に取り付けたトーチボディー(1)の外側をブッシュ(3)で支えたトーチボディー(1)全体をアーク発生方向に振動させて溶接するものであり、トーチボディー(1)をカム軸(6)と連結させ、モータ(7)でカム軸(6)を回転させることにより、10Hz以上の周波数でアーク発生方向に、タングステン電極(2)を振動させることを特徴とするTIG溶接装置である。
(もっと読む)
高速溶接装置及びその溶接方法
【課題】この発明は、溶接の進行方向により、ホットワイヤを後方挿入して、母材の溶融プールにホットワイヤを安定して供給出来る、安価で高速溶接が可能な、高速溶接装置及びその溶接方法を開発・提供する事にある。
【解決手段】ワイヤを加熱するワイヤトーチの供給部から母材間の任意位置のワイヤ温度を温度センサ等の検出装置で測定して、溶融プールに入るワイヤ温度を一定に保持するようにワイヤ過熱電流を制御するものである。
(もっと読む)
Zn含有物質被覆材料の溶接方法及びレーザ・アークハイブリッド溶接装置
【課題】Zn含有物質被覆溶接母材をレーザ・アークハイブリッド溶接する場合に、Zn含有物質がレーザ・アークハイブリッド溶接に影響を及ぼすことが抑制されるZn含有物質被覆材料の溶接方法及びレーザ・アークハイブリッド溶接装置を提供すること。
【解決手段】溶接トーチ11と、ワイヤ送給部12と、電源部13と、レーザトーチ23と、レーザ発振器21と、前記レーザ発振器21で生成されたレーザ光を前記レーザトーチ23に伝送するレーザ光伝送手段22と、を備えたレーザ・アークハイブリッド溶接装置1であって、前記溶接母材Wのビード形成予定部Bの光反射率を測定する光反射率測定手段27を有し、前記溶接トーチ11及びレーザトーチ23が通過する前に前記光反射率に基づいてビード形成予定部BのZn含有物質の残留量を確認するように構成されていることを特徴とする。
(もっと読む)
加工トーチの冷却装置
【課題】 加工トーチ100から効率よく冷却水を除去する。これを自動的におこなう。
【解決手段】 トーチ内に、冷却液槽の冷却液を循環供給するポンプ200を備える冷却装置において、加工トーチの内部の冷却液を吸引排出する吸引手段;および、加工トーチが加工を停止している間に前記吸引手段を駆動するための強制排液制御手段500;を備えることを特徴とする。前記冷却用ポンプは、ロータの正転により液体を吸入ポートから吸入して吐出ポートから吐出し、ロータの逆転により流体を前記吐出ポートから吸入して吸入ポートから吐出する可逆ポンプであり;前記吸引手段は、前記吐出ポートを前記加工トーチの給液管に接続し、前記吸入ポートを前記冷却液槽からの給液管路に接続した前記可逆ポンプであり;前記強制排液制御手段は、前記可逆ポンプを正転駆動する「冷却設定」と、前記可逆ポンプを逆転駆動する「強制排液設定」と、を選択設定する。
(もっと読む)
溶接鋼管の製造方法
【課題】石油や天然ガスの採掘および輸送に使用される高強度高靱性な溶接鋼管、特にシーム溶接部の余盛高さが低く均一な溶接鋼管の製造方法を提供する。
【解決手段】両幅端に開先加工を行った板厚15mm以上の鋼板を幅方向に筒状に冷間加工し、その突合せ部に仮付け溶接を行った後に、内外面1層ずつの多電極サブマージアーク溶接によってシーム溶接する溶接鋼管の製造方法において、内面側溶接、外面側溶接の少なくとも一方のシーム溶接を行う前に、開先断面積を全長に渡って連続測定して平均値を求め、当該平均値をもとに、または溶接直前において求めたものをもとに、溶接ビードの余盛高さが0.1mm以上3.0mm以下になるように溶接する。
(もっと読む)
溶接装置
【課題】適切に溶接ヒュームを回収し、溶接ビート面等を観察し、溶接時に発生する可聴音を計測し、環境を考慮した最適な溶接を行う溶接装置を提供することにある。
【解決手段】図1に示す消耗性電極を有する溶接トーチ18を用いてアーク溶接を行う制御機構を備えた溶接用アーム1と、溶接する溶接トーチ18と、溶接ヒューム12を吸引する溶接ヒューム吸引ノズル管16と、溶接時の溶融金属を観察するCCDカメラ19と、溶接時に発生する可聴音を計測する可聴音センサー20を備えた溶接用トーチ機構2と、前記溶接トーチ機構2から撮像された溶融金属を画像解析する画像解析装置8と、溶接時の可聴音を解析する装置(可聴音解析装置)9、溶接ヒューム12を回収する装置(溶接ヒューム回収装置)10と、溶接トーチ18におけるアーク電流を制御するアークセンター信号変換装置11を備えたことを特徴とする溶接装置である。
(もっと読む)
プラズマ切断装置
【課題】被切断材をプラズマトーチによって切断する過程で、垂直切断に対応するプログラムを判別して上縁を曲面状に切断する。
【解決手段】プラズマ切断装置Aは、制御装置21が、切断条件記憶部21bと、形状情報記憶部21cと、被切断材の上縁を曲面切断するためのプラズマトーチの角度範囲を指定する入出力部21fと、平面形状に於ける切断面の角度とR切断するためのプラズマトーチの角度範囲とを比較して判別する判別部21eと、R切断する領域に対応して切断条件記憶部21bに記憶した切断電流及び切断速度及びプラズマトーチの高さ及びプラズマトーチの角度及びプラズマガス流量からなる切断条件の中から少なくとも一つの条件を読み出してプラズマトーチの電極に印可する切断電流及びプラズマガス流量及びプラズマトーチの移動速度及びプラズマトーチの被切断材からの高さ及びプラズマトーチの被切断材に対する傾斜角度を制御する制御部21aを有する。
(もっと読む)
タングステン−不活性ガス溶接法によって2つの金属部分を結合するための方法ならびに該方法を実施するための装置
【課題】全自動的な溶接に基づいて高い経済性が達成されるような、極めて高い品質の、容積の少ないシームを形成するための溶接方法を提供する。
【解決手段】結合させたい両金属部分1,2を、第1のステップでまずセンタリングオフセット7によって、両金属部分の間にナロウギャップ4が形成されかつシームベース範囲に負荷軽減範囲8が生じるように互いに対して位置決めし、第2のステップで目標溶融個所9の形成下に、両金属部分の、ナロウギャップを画定する側縁5,6を、ナロウギャップを満たす溶接ビード10により互いに結合する形式の方法において、ナロウギャップ4が、一貫して一定の幅aを有しており、しかも該幅aを、重なり合って位置する溶接ビード10がそれぞれナロウギャップ4の全幅aにわたって延びるように設定しておき、ナロウギャップ4全体を全自動的に溶接ビード10で満たす。
(もっと読む)
アーク溶接方法およびアーク溶接のための装置
本発明は電気アーク溶接方法に関し、溶接棒アセンブリ100が、可溶性を有して連続し、ワーク10に電気アークを介して溶融池12を生じさせる、少なくとも二つの溶接棒110,112,114,118を具備し、少なくとも二つの溶接棒110,112,114,116,118は、溶接方向30に関して連続した順番に、そして互いに横に引き離されて配置され、溶接棒アセンブリ100のそれぞれの溶接棒110,112,114,116,118の少なくとも一つの安定性パラメータStab_parを監視し、溶接棒アセンブリ100の一つの溶接棒116が安定性基準Critを違反していないか確認し、一つの溶接棒116の安定性基準Critの違反が検知されたときに、安定性基準Critに違反した一つの溶接棒116を、一つ以上の隣り合う溶接棒110,112,114,118から少なくとも一時的に引き離すステップが行われる。 (もっと読む)
管の機械加工方法
本発明は、コンピュータ制御された管の機械加工、特に、レーザによる管の切断のための方法に関する。上記方法は、以下のステップを備えている。
−或る長さの管を供給するステップと、
−コンピュータ制御された機械加工ステーションに上記供給された管を配置するステップと、
−上記供給された管を機械加工するために、上記機械加工ステーションを制御するためのプログラムを実行するステップと、
−上記コンピュータ制御された機械加工ステーションに上記管を配置する前に、上記供給された長さの管の寸法を計測するステップ。 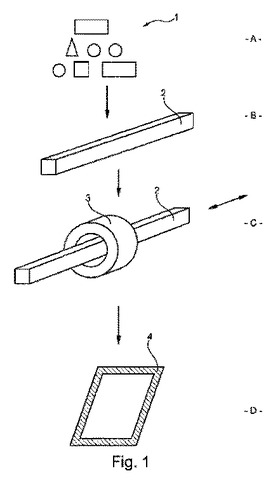 (もっと読む)
(もっと読む)
配管の亀裂箇所の点検修理方法
【課題】 配管の亀裂箇所の点検修理を容易に、かつ確実に行うことができる点検修理方法を提供する。
【解決手段】 配管1の亀裂箇所3の点検修理方法であって、前記配管1の亀裂3aを超音波探傷検査により検出し、該超音波探傷検査により検出した亀裂箇所3の近傍に前記配管1を貫通する点検修理用孔4、5を設け、該点検修理用孔4、5内に撮像手段10及び修理手段12を挿入し、前記撮像手段10により前記亀裂箇所3を目視しながら、前記修理手段12により前記亀裂箇所3の修理を行い、この後に、前記撮像手段10及び前記修理手段12を前記点検修理用孔4、5から抜き出し、前記点検修理用孔4、5を閉塞手段で閉塞する。
(もっと読む)
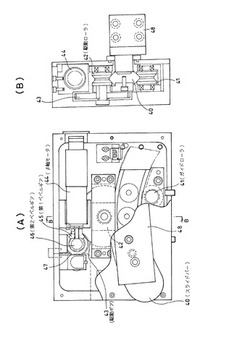
溶接制御
溶接装置(100)は、2つのワークピース(P1,P2)が互いに機械的に連結されるようにワークピース(P1,P2)間に溶接材料を適用する。溶接装置(100)は、溶接頭部(110)および主要な要素(120)を備える。溶接頭部(110)は、ワークピース(P1,P2)間の動作方向に沿って、移動中に溶接行為を行う。2つの補助センサ部材(SR,SL)は、動作方向(OD)に対して、溶接頭部(110)の上流にある主要な要素(120)に配置される。センサ部材(SR,SL)は、溶接材料が適用される、ワークピース(P1,P2)間の間隙(G)の幾何学的特性を記録する。各センサ部材(SR,SL)は、2つのワークピース(P1,P2)のそれぞれの壁(W1,W2)と接触を維持しつつ、一方で主要な要素(120)と隣接する壁との間にある横方向の距離(dR,dL)の変化を受入れるように構成される。これは、動作方向(OD)に対して本質的に垂直に配向された少なくとも1つのピボット軸(P)を介して主要な要素(120)に旋回可能に取り付けられたセンサ部材(SR,SL)により達成される。 (もっと読む)
高品質の内側フィーチャおよび輪郭を切断するための方法および装置
プラズマアークトーチシステムを使用して複数の穴フィーチャを切断するための自動化された方法を、コンピュータ数値制御装置で実現することができる。自動化された方法は、a)穴フィーチャの直径に基づいたリードインコマンド速度を使用して穴フィーチャに関するリードイン(110)を切断するステップと、b)穴フィーチャに関する対応するリードインコマンド速度より速い周縁コマンド速度を使用して穴フィーチャに関する周縁(160)を切断するステップを含むことができる。自動化された方法は、同じ直径または異なる直径を有する追加の穴フィーチャごとに、ステップa)およびステップb)を繰り返すステップc)も含むことができる。 (もっと読む)
可変シールドガス組成を使用した高品質の穴切断
【課題】大きなフィーチャ(feature)または輪郭に関する生産性および切断の質を維持しながら、小さな内側部分のフィーチャまたは穴に関する切断の質を大幅に改善することにある。
【解決手段】輪郭を切断している間、シールドガス流れが第1のシールドガス組成を含み、穴を切断している間、シールドガス流れが第2のシールドガス組成を含むように、ノズル、電極、およびシールドガス流れの組成を制御する制御ユニットを含むプラズマトーチ先端構成を有するプラズマトーチシステム用の方法および装置。
(もっと読む)
再熱割れ感受性の判定方法
【課題】溶接された領域を含む少なくとも一つの材料のサンプルの再熱割れ感受性を判定するシステム及び方法を提供する。
【解決手段】サンプルの長さを測定するステップと、サンプルに第1の応力を印加して、サンプルの所定の伸びを実現するステップと、伸びを達成したサンプルに所定の熱処理を施すステップと、サンプルが少なくとも2つの異なる断片に破断するまでサンプルに第2の応力を印加するステップと、破断したサンプルの再熱割れ感受性を判定するステップとを含む。
(もっと読む)
短絡アーク溶接プロセスの間に溶接入熱を増加する方法及びシステム
アーク溶接プロセスの間に溶接入熱を増加するための方法及びシステム。前進する溶接電極(191)と金属ワークピース(199)との間に、電気アークパルスを発生させるように電気溶接波形(100)を生成することが可能な電気アーク溶接システムを使用して、1連の電気アークパルスが発せられる。電気溶接波形のサイクルは、上昇するピンチ電流レベル(121)を供給するピンチ電流段階(120)、ピーク電流レベル(130)を供給するピーク電流段階、低下する導出電流レベル(141)を供給する導出電流段階(140)、及びバックグラウンド電流段階(111)を供給するバックグラウンド電流レベル(110)を含む。そのサイクルの少なくとも1つの加熱電流段階(150)が生成され、加熱電流レベル(151)をバックグラウンド電流段階の間に供給し、その加熱電流レベルは、バックグラウンド電流レベルの上にある。該少なくとも1つの電流パルスを持つ電気溶接波形のサイクルは、アーク溶接プロセスが完了するまで、繰り返されてもよい。  (もっと読む)
(もっと読む)
101 - 120 / 143
[ Back to top ]