
Fターム[4E001QA01]の内容
Fターム[4E001QA01]に分類される特許
41 - 60 / 143
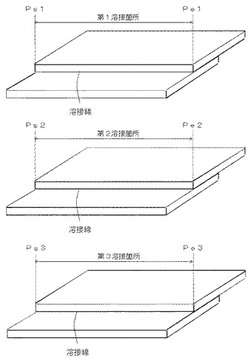
アーク溶接制御方法
【課題】 直流パルスアーク溶接において、磁気吹きによるビード外観の悪化を抑制する。
【解決手段】ピーク期間中のピーク電流及びベース期間中のベース電流から形成される溶接電流を通電して直流パルスアーク溶接するアーク溶接制御方法において、ベース期間中の溶接電圧の上昇によって、複数の溶接個所の中から磁気吹きが発生した溶接個所Ps2−Pe2を判別して記憶する直流パルスアーク溶接によるテスト溶接を行い、実施工時に、記憶された磁気吹き発生溶接個所以外の溶接個所Ps1−Pe1、Ps3−Pe3を溶接するときは前記直流パルスアーク溶接によって溶接し、記憶された磁気吹き発生溶接個所Ps2−Pe2を溶接するときは溶接法を直流パルスアーク溶接から交流パルスアーク溶接に自動的に切り換えて溶接を行う。交流パルスアーク溶接は磁気吹きによるアーク切れが発生しにくいので、ビード外観を良好に保つことができる。
(もっと読む)
溶接方法および被溶接体

【課題】溶接金属に欠陥が発生するのを抑制すること。
【解決手段】鋼材2同士を互いに突き合わせてMAG溶接する溶接工程を有する溶接方法であって、溶接工程の際、(1)式で示される溶接金属の表面張力推定値γが、1.26以上で、かつ(2)式を満たすように鋼材2同士をMAG溶接する溶接方法を提供する。
[数1]
ただし、(1)式中のSは、溶接金属M中の硫黄の含有比率(重量%)を表すとともに、(1)式中のOは、溶接金属M中の酸素の含有比率(重量%)を表し、S>0.001、かつO>0.01とする。
(もっと読む)
ホットワイヤ溶接方法
【課題】ホットワイヤ溶接における送給ワイヤの母材衝突による負影響を機器的手法を導入して回避又は緩和し溶接状態を安定化維持する。
【解決手段】本発明方法を実施するためのホットワイヤ溶接装置Xが、溶接トーチ1とワイヤトーチ2との連結部3に、弾性的なスライド機構Sを付設して該ワイヤトーチ2を可動保持している。弾性的なスライド機構Sは、コイルばねその他の付勢手段〔図示省略〕を有しており、加熱不足ワイヤ(W)の母材衝突による反力又は衝撃負荷を吸収して反動的に母材Mから遠ざかる後退動作と、除荷後の定位置へ戻る弾性復帰動作をおこなうものとしている。これにより、硬い加熱不足ワイヤ(W)が溶融プールPに突入して母材衝突した際にワイヤトーチ2を応動させ、適正溶融状態を確保するようにしている。
(もっと読む)
2ワイヤ溶接制御方法
【課題】消耗電極アークにフィラワイヤを送給して溶接する2ワイヤ溶接方法において、消耗電極と溶融池との短絡に起因する溶接状態の不安定を抑制する。
【解決手段】消耗電極と母材との間にアークを発生させて溶融池を形成し、フィラーワイヤを溶融池に送給しながら溶接する2ワイヤ溶接制御方法において、消耗電極と溶融池とが短絡状態Tsになり、この短絡状態Tsが初期期間Ti以上継続しているときは、フィラーワイヤの送給速度Fwを定常フィラーワイヤ送給速度Fcから減速フィラーワイヤ送給速度Fdへと減速させ、消耗電極と溶融池との間がアーク状態になると(t43)、フィラーワイヤの送給速度Fwを定常フィラーワイヤ送給速度Fcに戻す。これにより、短絡に伴って溶融池の温度が低下しても、それに応じてフィラワイヤの送給速度Fwが減速されるので、溶接状態が不安定になることを抑制できる。
(もっと読む)
多電極ガスシールドアーク自動溶接装置
【課題】湯だまりの不安定化による溶接欠陥の発生を防止するとともに、ガスシールドアーク溶接の自動化に適合する多電極ガスシールドアーク自動溶接装置を提供することにある。
【解決手段】中間電極5と被溶接材料1との間の電圧を検知する電圧検知手段18と、前記電圧検知手段18により検知した電圧が入力され、短絡か否かを判定する短絡判定手段19と、電流値信号が外部より入力されるとともに、前記短絡判定手段19が短絡と判定した場合は、第1電流値I1を示す電流値信号を電流値設定信号として前記中間電極用直流電源Mに出力し、前記短絡判定手段19が短絡でないと判定した場合は、前記第1電流値I1より小さい第2電流値I2を示す電流値信号を電流値設定信号として前記中間電極用直流電源Mに出力する中間電極用電流設定手段20と、速度制御手段32と、電極送給手段27と、を備えることを特徴とする。
(もっと読む)
溶接方法及び溶接装置
【課題】高いアスペクト比の溶接部が形成できるアーク溶接装置を提供する。
【解決手段】本明細書に開示するアーク溶接装置は、一方の電極11と、他方の電極12と、一方の電極11と他方の電極12に接続された母材20との間に形成されるアーク領域13の母材側の部分の周囲からアーク領域13の中心部に向かって第1シールドガスを流し、アーク領域13の中心部の圧力とアーク領域外の圧力との比を70以上5000以下にする第1ガス供給部15と、を備える溶接装置。
(もっと読む)
2ワイヤ溶接制御方法
【課題】アーク長を周期的に変化させて溶接する2ワイヤ溶接方法において、高速溶接性を向上させる。
【解決手段】ピーク期間中のピーク電流及びベース期間中のベース電流を1パルス周期として繰り返して溶接ワイヤ1に通電し、切換信号Stcに同期してアーク長Laを第1アーク長HLaとそれよりも短い第2アーク長LLaとに周期的に切り替えて溶融池2を形成し、フィラーワイヤ6を溶融池2に送給して溶接する2ワイヤ溶接制御方法において、フィラーワイヤ6の送給速度Wsを、第1アーク長HLaのときは第1フィラーワイヤ送給速度LWsに設定し、第2アーク長LLaのときは第1フィラーワイヤ送給速度LWsよりも高速の第2フィラーワイヤ送給速度HWsに設定する。アーク長が短いときのフィラーワイヤの送給速度が高速になるので、溶融池の冷却効果が増大し、高速溶接性が向上する。
(もっと読む)
パルスTIG溶接ロボットの制御方法及び制御システム
【課題】パルスTIG溶接において、ベース電圧を利用した倣いができない。
【解決手段】
外部パルス信号受信判別器52はパルス信号のピーク電圧区間及びベース電圧区間を判定する。電圧抽出器53は設定された指定電圧区間における実溶接電圧V1をサンプリング周期毎に抽出する。差電圧算出器56は抽出した実溶接電圧V1の平均電圧値とアーク基準電圧との差を算出し、トーチ動作方向判定器57及びトーチ動作方向判定器57により、溶接トーチ11の動作方向とトーチ動作量を得る。ロボット制御装置20は溶接トーチ11とワークW間の距離を制御して倣い制御する。ピーク電圧区間だけでなく、ベース電圧区間を利用して倣い制御ができ、溶接環境に適応した倣いを行うことができる。
(もっと読む)
アーク溶接方法およびアーク溶接システム
【課題】 幅の均一なビードを形成できるアーク溶接方法およびアーク溶接システムを提供すること。
【解決手段】 消耗電極15と母材Wとの間にアークa1を発生させつつ消耗電極15から母材Wへ溶滴151を移行させる溶滴移行期間T1と、母材Wに形成された溶融池を冷却する冷却期間T2とを繰り返すアーク溶接方法であって、各溶滴移行期間T1中に、ピーク値ipで電流を流すピーク期間Tpとピーク値ipよりも小さいベース値ibで電流を流すベース期間Tbとを含む単位パルス波形の電流を、消耗電極15から母材Wへ繰り返し流す工程と、各冷却期間T2中に、溶接進行方向に、消耗電極15を母材Wに対し母材Wに沿って移動させる工程と、各溶滴移行期間T1におけるピーク期間Tpの回数が設定数に達したとき、当該溶滴移行期間T1を終了する工程と、を備える。このような構成によれば、各溶滴移行期間T1に母材Wに形成される各溶接痕の大きさを均一にすることができる。したがって、幅の均一なきれいなビードを形成することができる。
(もっと読む)
プラズマミグ溶接のアークスタート制御方法
【課題】アークスタートにおいて、ビード表面の黒い煤(スマット)の発生を抑制する。
【解決手段】溶接ワイヤを母材と一旦接触させた後に後退送給して引き離すことによって初期アーク電流が通電する初期ミグアークを発生させ、後退送給を継続してアーク長を長くすることによってプラズマアークを発生させ、それ以降は前進送給に切り換えると共にミグ溶接電流を通電して定常ミグアークへと移行させる。初期アーク電流の値を、初期ミグアークの発生時点からアーク長Laが第1基準距離Lt1に達するまでの期間t3〜t31中は第1初期アーク電流値Ii1に設定し、それ以降の期間t31〜t4は第2初期アーク電流値Ii2に設定する。Ii1>Ii2である。Ii1が通電するアークによって溶接ワイヤが溶融してアーク長Laは急速に長くなる。このために、ミグアークが単独で発生している期間を短縮することができるので、スマットの発生を抑制できる。
(もっと読む)
可鍛コロ製造装置及び方法
【課題】ガイドレールに設置しなおすことなく、直交方向も複数トーチで切断できるポータブル型溶断機を提供する。
【解決手段】ガイドレールに沿って移動する走行台車(移動体)に複数の溶断トーチを支持させているポータブル型溶断機の切断方向に対して切断対象の向きを切り替えるための回転軸を設ける。縦ガイドレールと横ガイドレールを切替えるためのレール切替接続用の回転軸を設けたり、切断対象の支持台を回転軸により回転させたりする(長いものはさらに長さ方向へのスライドも可能としてよい場合もある)。エネルギーや時間の効率のため、切断トーチの出力、移動体の移動速度、各切断トーチのオフセット位置を自動制御する。
(もっと読む)
プラズマミグ溶接のアークスタート制御方法
【課題】プラズマミグ溶接のアークスタートにおいて、タクトタイムを短縮し、ミグアークのアーク長が長くなり過ぎるのを抑制する。
【解決手段】溶接ワイヤを前進送給して母材と一旦接触させた後に後退送給して引き離すことによって初期ミグアークを発生させ、後退送給を継続し初期ミグアークのアーク長を次第に長くしてプラズマ電極と母材との間の空間にプラズマ雰囲気を形成することによってプラズマアークを発生させる。後退送給の送給速度を、初期ミグアークのアーク長Laが第1基準距離Lt1に達するまでは高速の第1後退送給速度Fb1に設定し、それ以降は低速の第2後退送給速度Fb2に設定する。これにより、後退送給速度が、アーク長Laが短いときは高速になるのでタクトタイムが短縮し、長くなると低速になるのでアーク長が長くなり過ぎることがない。
(もっと読む)
突き合わせ溶接方法及び突き合わせ溶接装置
【課題】開先幅が変化したとしても、開先内に高さがほぼ一様な溶接ビードを形成したり、溶接金属を肉痩せなく盛ったりすることができる突き合わせ溶接方法及び突き合わせ溶接装置を提供する。
【解決手段】一対の鋼板W,Wの端面Wa,Wa間に形成される開先Wb内に溶接ワイヤ2を突出させる溶接トーチ3と、溶接トーチ3を開先Wbに沿って移動させる走行台車5と、溶接電源6と、制御部10を備え、溶接ワイヤ2に電源を供給して溶融させつつ走行台車5とともに溶接トーチ3を移動させて、開先Wb内に溶接ビードBを形成する突き合わせ溶接装置1において、制御部10に、溶接を行っている際の実行溶接電流値を計測する電流計測手段11を設けて、この電流値計測手段11で得られる実行溶接電流値と目標値の厚みの溶接ビードBが得られる設定電流値とを比較して、溶接ビードBの厚みを一定に保つべく、走行台車5の走行速度を決定する。
(もっと読む)
板状材料の溶断システム及び溶断方法
【課題】溶断後のノロ取りのための労力を軽減することが出来て、溝切断加工における溶断開始点及び溶断終了点における加工精度を向上すると共に、溶断するべき板状材料の曲がりや反りにも対処することが出来るような板状材料の溶断システム及び溶断方法の提供。
【解決手段】ガストーチを備えたガス溶断ユニット(2)と、プラズマトーチ(31)を備えたプラズマ溶断ユニット(溝切断ユニット3)と、板状材料(W)における溶断するべき位置(X方向位置、Z方向位置)を検出する計測装置(センサ5)と、プラズマトーチ(31)の位置(X方向位置、Z方向位置)及び垂直軸に対する傾斜角度を調節する調節装置(例えば、多軸ロボット6)と、制御装置(10)を備えている。
(もっと読む)
パルスアーク溶接の終了制御方法
【課題】消耗電極式パルスアーク溶接において、溶接が終了したときに溶接ワイヤの先端に形成される溶融球を、種々の溶接条件に応じて適正化するためのパラメータの設定に時間がかかっていた。
【解決手段】最終ピーク電流の通電を判別すると最終ベース電流を最終ベース期間だけ通電して溶接を終了するパルスアーク溶接の終了制御方法において、アークスタート性の良否を示す指標を算出し、この指標に応じて前記最終ベース期間LTbの時間長さを変化させて自動設定する。前記指標は、単位アークスタート回数に占める、アークスタート時の最初の短絡が基準時間以上であった回数の比率である。これにより、種々な溶接条件に応じて最終ベース期間LTbが自動的に適正化されるので、設定の時間が不要となる。
(もっと読む)
アーク溶接機
【課題】 被覆アーク溶接を行うとき、最大負荷電圧が高いためにアークの消弧が困難になり、タック溶接等で著しく作業性が悪くなる。
【解決手段】 商用交流電源を整流及び平滑する直流電源回路と、直流電圧を高周波交流電圧に変換するインバータ回路と、高周波交流電圧を溶接に適した交流電圧に変換する主変圧器と、主変圧器の出力を整流する2次整流回路と、整流された出力電流を検出する出力電流検出回路と、出力電流に基づいてインバータ回路を制御する主制御回路と、を備えたアーク溶接機において、整流された出力電圧を検出する出力電圧検出回路を設け、主制御回路は、インバータ回路の動作中に出力電流検出値が予め定めた出力電流基準値を超えて所定時間が経過した後、出力電圧検出値が予め定めた出力電圧基準値以上になったとき、インバータ回路の動作を所定時間停止させる、ことを特徴とするアーク溶接機である。
(もっと読む)
サブマージアーク溶接装置および片面溶接装置
【課題】溶接の状況と装置の状況を同時に記録することにより、溶接不具合の原因の追跡および解析が容易となるサブマージアーク溶接装置および片面溶接装置を提供する。
【解決手段】サブマージアーク溶接装置は、溶接トーチ25と、溶接走行台車20と、走行レール10と、溶接電源27と、センサ26と、溶接制御手段21と、走行駆動手段22と、倣い駆動手段23とを備え、溶接制御手段21が、走行駆動手段22に対して溶接走行台車20の開先長さ方向への駆動を指示するとともに、センサ26が検出した開先位置に従って倣い駆動手段23に対して溶接走行台車20の開先幅方向への駆動を指示する駆動指示部212と、走行距離と溶接電流および溶接電圧の測定値とを関連付けて書き込むとともに、走行距離と倣い位置とを関連付けて書き込む書き込み部215と、を備える。
(もっと読む)
アーク溶接のガス制御方法
【課題】 本発明では、溶接開始時のガス流量が適正であることを判別して、良好なアークスタートを行うアーク溶接のガス制御方法を提供する。
【解決手段】 溶接開始に際して予め定めたプリフロー期間だけシールドガスを放流しながら溶接電流の通電を停止し、前記プリフロー期間終了後に前記シールドガスの放流を継続しながら溶接電流を通電するアーク溶接のガス制御方法において、前記プリフロー期間が終了したときのガス流量の下降率を算出し、前記下降率が予め定めた基準下降率未満のとき前記溶接電流を通電し、前記基準下降率以上のとき前記下降率が前記基準下降率未満になるまで待機して前記溶接電流を通電する、ことを特徴とするアーク溶接のガス制御方法である。
(もっと読む)
プラズマ切断装置およびプラズマトーチの冷却方法
【課題】プラズマトーチのノズルへ供給される冷却液の流量を増大させ、プラズマトーチの寿命を延ばす。
【解決手段】プラズマトーチ(10)内で、電極(80)に冷却液を供給する電極冷却液通路(60、84、85、86および64)と、ノズル(88)に冷却液を供給するノズル冷却液水通路(56、70、92、72および68)とが、並列つまり独立な水路として分離され、互いに電気的に絶縁されている。ノズル冷却液通路には、電極冷却液通路よりも大きい流量で冷却水が流される。
(もっと読む)
ケージロール拘束方法
【課題】より肉厚の大きい鋼管において、溶接剥れをおこさずに仮溶接を行うことを可能にすることにある。
【解決手段】鋼管原管の外周面を取り巻くように各々所定拘束角度に配置された複数個のケージロールで前記鋼管原管を拘束しつつ荷重を加えて、前記鋼管原管の連続仮付け溶接が行われる突合せ部のギャップをなくすUOE鋼管のケージロール拘束方法において、ケージロール拘束から解放された際の鋼管仮付け溶接部に生ずる負荷が最小となるように前記複数個のケージロールの荷重および拘束角度を定めたことを特徴とするUOE鋼管のケージロール拘束方法である。
(もっと読む)
41 - 60 / 143
[ Back to top ]