
Fターム[4E001QA01]の内容
Fターム[4E001QA01]に分類される特許
81 - 100 / 143
溶接金属の割れ感受性評価試験方法
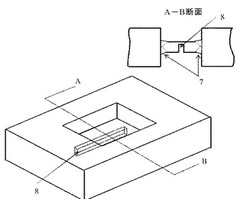
【課題】 製造が難しい成分系の溶接ワイヤを開発する際において、より効率のよい溶接金属の割れ感受性評価試験方法を提供する。
【解決手段】 本発明は、溶接金属の割れ感受性を評価する試験方法において、該溶接金属と同じ成分を持つ鋼板を用い、該鋼板に、裏面よりスリット状の溝を所定の深さまで加工し、該鋼板を表面より溶加材を使用しないTIG溶接を行うことにより、該スリット状の溝に達する溶接金属を形成させることを特徴とし、必要に応じて、前記TIG溶接に際し、前記鋼板を予め拘束板で拘束すること及び/又はシールドガスとして、H2ガスを質量%で0.1〜5%含有するArガスを用いることを特徴とする。
(もっと読む)
水中溶接装置

【課題】トーチの小型、簡素化及びアーク電極先端部を気中環境下にし溶接をする工法で、水排除及び乾燥時間の短縮、水排除の確実性の向上及び高品質な溶接を可能にする。
【解決手段】水中環境下で局部的に気中環境下にし、溶接を行う水中溶接装置であって、水中用溶接ヘッドに搭載され、絶縁材を使用したトーチボディ(73)の外周に、ガス噴射用の溝(74)を加工し、該トーチボディ(73)を金属製のカバー(79)で覆い、該トーチボディ(73)に、アーク電極(23)、ワイヤノズル(22)、カメラ(9)、照明(13)の一又は複数を配備し、これらを一体化し、且つ、小型化したトーチ構造としたことを特徴とする水中溶接装置であり、また、トーチボディ(73)の先端部に、独立気泡型で伸縮自在で、可撓性を有するシールド材が装備された支持材と、トーチボディ(73)の先端との間に、耐熱、弾力性を有する吸収材を設けたトーチ構造。
(もっと読む)
原子力施設で使用される溶接装置、先端工具案内装置および溶接方法
【課題】溶接電極に対し、溶接ワイヤを好適な供給位置へ変更することが可能な原子力施設で使用される溶接装置、先端工具案内装置および溶接方法を提供する。
【解決手段】溶接部分へ向けてアーク放電を生じさせる溶接電極50と、溶接電極50からのアーク放電によって溶融可能な溶接ワイヤWと、溶接電極50に対する溶接ワイヤWの供給位置を変更可能なワイヤノズル反転機構43と、を備え、ワイヤノズル反転機構43は、溶接部分に沿って移動する溶接電極50に対し、溶接ワイヤWが先行するように、溶接ワイヤWの供給位置を変更する。
(もっと読む)
プラズマミグ溶接方法
【課題】1つの溶接トーチWTからミグアーク3a及びプラズマアーク3bを発生させるプラズマミグ溶接方法において、磁気吹きの発生によるミグアークの偏向を抑制する。
【解決手段】溶接トーチWTを通して送給される溶接ワイヤ1aと母材2との間にピーク期間中のピーク電圧及びベース期間中のベース電圧を1パルス周期とするミグ溶接電圧Vwmを印加することによってミグアーク3aを発生させると共に、溶接ワイヤ1aを囲むように供給されるガス62を介して溶接トーチWTと前記母材2との間にプラズマ溶接電流Iwpを通電することによってプラズマアーク3bを発生させるプラズマミグ溶接方法において、ベース電圧の上昇によってミグアーク3aに磁気吹きが発生していることを判別し、磁気吹きの発生を判別したときはプラズマ溶接電流Iwpを増加させることによって磁気吹きを解消させる。
(もっと読む)
溶接方法
【課題】2つの電極を並べた状態で溶接を行うと、溶接ロボットの1つの自由度が拘束されてしまい、溶接ロボットとしての動作の自由度を下げてしまう。その結果、溶接部位でのロボットの姿勢に制約が生じ、溶接可能な範囲を狭めてしまう。
【解決手段】本発明の溶接方法は、1台の溶接ロボットシステム(a)による単電極(18a)の移動に他の溶接ロボットシステム(b)による単電極(18b)の移動を追従させ、1台の溶接ロボットシステム(a)の単電極(18a)と他の溶接ロボットシステム(b)の単電極(18b)とが、同一溶接線に対して、同一方向に同時に溶接を行う構成により、タンデム溶接専用トーチを用いる場合に比べてロボットの自由度が拘束されず、溶接可能範囲が広くなり、ロボットの姿勢についての制約が解消する。
(もっと読む)
鋼管のMIG溶接装置および溶接方法
【課題】クラッド鋼管を含むオーステナイト系ステンレス鋼管のMIG溶接方法を提供する。
【解決手段】溶接対象とする鋼管6同士を固定し、鋼管芯合わせを行い、バックシールドガス供給機能およびバックシールドガスの気密機能を持つクランプ装置7は、溶接開先11の背面に平行に銅製裏当て21を配置し、溶接開先11の背面と銅製裏当て21との間隔を0.1〜0.5mmの間隔に固定し、溶接開先11の背面と、銅製裏当て21および管内壁面をクランプし、鋼管芯合わせを行う鋼製クランプシュー26により構成されるバックシールドガスを充填する空間22を有する機構を備える。
(もっと読む)
母材加工装置における電極磨耗量計測装置、電極寿命計測装置およびトーチ高さ保持装置
【課題】トーチの交換時期を正確に判断でき、トーチの寿命の低下や製品品質の劣化が防止できる電極磨耗量計測装置を提供する。
【解決手段】アーク電圧Vaおよび切断用トーチ10と母材Rとの距離ΔLに基づいて、電極11の磨耗量ΔDを演算する。また、電極磨耗量演算手段によって演算された電極磨耗量ΔDに応じて、切断用トーチ10と母材Rとの距離を一定に保持するように、測定されたアーク電圧Vaを補正演算し、補正アーク電圧を生成し、この補正アーク電圧をAVC装置に出力する。AVC装置では、測定アーク電圧Vaを、補正アーク電圧に置き換え、補正アーク電圧を、設定された基準アーク電圧と比較してアーク長を一定に保持するように、切断用トーチ10を母材Rの高さ方向に移動させて切断用トーチ10と母材Rとの距離を調整する制御を行なう。
(もっと読む)
アーク溶接制御方法
【課題】 高速溶接においては、溶接速度を変化させることにより、溶融プールの状態が変化し、溶融プールが安定せず、そのためアークが安定せず、結果として溶接が適正に出来ない場合が多々ある。高速溶接を行うためにはこのような課題を解決する必要がある。
【解決手段】 動作速度を連続的になだらかに変化させていくことにより、急激な動作速度変化に合わせて急激にワイヤ送給速度を変化させることを緩和していくことができ、その結果安定した溶接制御を可能とする。
(もっと読む)
プラズマミグ溶接方法
【課題】1つの溶接トーチからミグアークとプラズマアークとを同時に発生させるプラズマミグ溶接方法において、ミグアークのアーク長制御をより精密に行なうこと。
【解決手段】ミグ溶接電圧Vwmの検出値を入力として基準電圧波形Vcを中心電圧値とする変動範囲±ΔVc内に制限してミグ溶接電圧制限値Vftを算出し、このミグ溶接電圧制限値Vftに基づいてパルス周期Tf又はピーク期間Tpを変化させてミグアークのアーク長制御を行う。上記変動範囲ΔVcを上記プラズマ溶接電流の値Iwprに応じて変化させる。これにより、プラズマ溶接電流の値が大きくなるのに伴いプラズマアークがミグアークを拘束する力が強くなるために、変動範囲ΔVcを大きくして、以上電圧の重畳は抑制し、かつ、アーク長の変動に伴う電圧変動を正確に検出することができるようにする。
(もっと読む)
シールドガス流量調節装置
【課題】不活性ガスアーク溶接・溶断機においてアフターフローに流すシールドガスの無駄を確実に減じ、溶接機等を改造することなく、別体の付属品として現場において簡単に設置することができるシールドガス流量調節装置の提供を課題とする。
【解決手段】それぞれ異なる流量が流れる複数の切換用流路12と、切換用流路12を切り換える流路切換器13と、流路切換器13を制御する制御部14と、アークの点弧、消弧の状態を検出してその情報を制御部14に送る検出器15とを備えたシールドガス流量調節装置1であって、制御部14は、検出器15からの情報によりアークが点弧状態か消弧状態であるかを自動判定すると共に、アークが点弧状態から消弧状態になったことを判定すると、流路切換器13を介して切換用流路12を切り換え、点弧状態での流量よりも少ない一定流量のシールドガスをアフターフローとして流すように構成した。
(もっと読む)
プラズマミグ溶接方法
【課題】ミグアークとプラズマアークとを同時に発生させて溶接するプラズマミグ溶接方法において、鮮明な輪郭を有するウロコ模様のビード外観を形成すること。
【解決手段】溶接トーチを通して送給される溶接ワイヤと母材との間にパルス波形のミグ溶接電流Iwmを通電することによってミグアークを発生させると共に、溶接ワイヤを囲むように供給されるガスを介して溶接トーチと母材との間にプラズマ溶接電流Iwpを通電することによってプラズマアークを発生させる。ミグアークのアーク長Laを予め定めた切換周波数(1/Tc)で周期的に変化させ、かつ、プラズマ溶接電流Iwpをミグアークのアーク長Laの変化に同期して変化させる。これにより、アーク長の変化に加えてプラズマ溶接電流Iwpが変化するので、溶融池サイズの変化が大きくなり、輪郭が鮮明なウロコ模様のビード外観となる。
(もっと読む)
変形推定方法、プログラムおよび記録媒体
【課題】 逆ひずみを与えた場合の溶接変形を推定することができる変形推定方法を提供する。
【解決手段】 ステップS7では、固有歪データベースに記憶されている実験等で求めた逆ひずみを与えた場合の固有ひずみの情報に基づいて、ステップS2で指定された板厚hと継手形式と溶接長L、ステップS3で指定された溶接法と溶接入熱Q0と材質、および曲げ縁応力σyによって決まる横曲がり角変形固有歪θvが求められる。ステップS8では、逆ひずみを与えた状態をモデル化して弾性有限要素解析を行う。このとき、ステップS9では、ステップS4で求められた縦収縮固有歪gx、横収縮固有歪gy、縦曲がり変形固有歪θx、およびステップS7で求められた横曲がり角変形固有歪θvに基づいて、溶接変形解析を行う。このようにして、逆ひずみを与えた場合の溶接構造物の溶接変形を推定することができる。
(もっと読む)
コンピュータ援用梁製作機械
梁加工装置は、梁を保持し、該梁の長軸周りに回転させる対向する万力組立体と、梁に沿って並進運動するよう構成する多数のガントリとを含む。ツールで梁を加工するために、各ガントリに固定する少なくとも1つのツールヘッド取付体を、備える。本装置をコンピュータ制御システムで操作可能にするために、多数のモータを備えて、選択的に、万力アセンブリを回転させ、ガントリを移動させる。 (もっと読む)
電極消耗検出システムを有するプラズマトーチ
【課題】電極の消耗を検出し、電極がある量の消耗を受けた時点で電極の使用を阻止するように設計されたプラズマトーチの提供。
【解決手段】電極30またはノズル15のいずれかが主トーチ本体12に対して移動可能になっており、この移動可能な部品が突起70を画定している。消耗ストッパ65は、トーチのノズル15から所定距離を隔てて位置決めされており、過度の消耗を受ける前には、電極30は、ノズル15と接触し、トーチ作動を開始させるためのパイロットアークを点弧させることが可能である。いったん電極の長さが消耗によって所定長さよりも短くなると、電極30の突起70が消耗ストッパ65に係合し、消耗ストッパ65が、電極30がノズル15と接触するのを妨げるようになっている。
(もっと読む)
プラズマ切断方法及びプラズマ切断装置
【課題】切断プログラムに介入することなく切断速度の変化が一定の基準を超えたとき、プラズマ切断トーチの高さ位置を固定し得るようにする。
【解決手段】トーチ1に設けた電極2から被切断材Bに向けてプラズマアークを噴射しつつ該トーチ1を移動させて切断する際に、アーク電圧の変化を測定してトーチ1の被切断材Bからの高さを調整するようにしたプラズマ切断方法に於いて、トーチ1の移動速度の変化を測定し、測定されたトーチ1の移動速度の変化が予め設定された変化よりも大きいことを認識したとき、トーチ1の高さ位置を固定して電極2に印加するアーク電圧の変化に関わらず前記固定した高さ位置を保持して切断する。
(もっと読む)
カッティングのための制御ルールおよび変数
本発明は、ビームカッティング技術を用いて1つの材料からいくつかの部材(31、32、33、34)をマシンカッティングするための方法およびシステムに関する。本発明は、2次元の形状またはパターンをカッティングするための制御ルールおよび変数のセットを提供する。1つのルールまたはいくつかのルールの組合せが、カッティングされる形状またはパターンにより、カッティング動作に用いられ、その形状またはパターンは、その1つの材料から部材(31、32、33、34)を形成する。本発明は、具体的には、自由形状の部材のダスター(3A)の成形のためのルールを備え、それらの部材は、それらの部材の形状が許す限り、そのカッティングビームの厚さのみが、隣接する部材間に見つけられるように互いに非常に近接して位置決めされることを教示する。 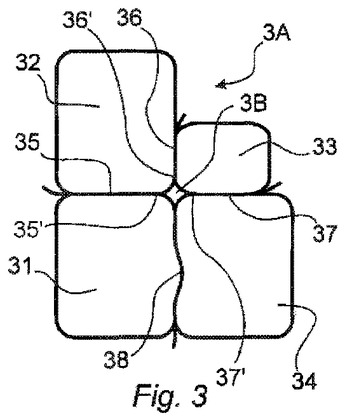 (もっと読む)
(もっと読む)
プラズマキーホール溶接装置およびプラズマキーホール溶接方法
【課題】 作業効率を向上可能なプラズマキーホール溶接装置およびプラズマキーホール溶接方法を提供すること。
【解決手段】 プラズマアークPAを発生させ、キーホールを形成および貫通させることにより溶接を開始するプラズマキーホール溶接装置A1であって、定常溶接状態において定常電流値でアーク電流Iwを流す出力制御回路21と、上記定常溶接状態において、プラズマ電極112を、被溶接物Wの面内方向に沿って定常速度Vpで被溶接物Wに対して相対移動させる動作制御回路31と、溶接を開始する際にキーホールを貫通させるのに要したキーホール形成時間を計測する時間計測回路23と、上記キーホール形成時間に基づいて、定常速度Vpおよび上記定常電流値の少なくともいずれかを算出する演算回路OCと、を備える。このような構成により、最適な定常速度Vpもしくは上記定常電流値を算出でき、溶接の作業効率を向上できる。
(もっと読む)
電源遮断装置
【課題】自動運転する産業設備10に取り付けることができ、自動運転待機中又は自動運転が終了した後に、産業設備10の電源を速やかに遮断できる電源遮断装置1を提供する。
【解決手段】電磁継電器MC1と、該電磁継電器MC1を制御する制御装置3とを備える。制御装置3は、産業設備10が自動運転を終了したと判断した場合に、その判断時刻より、予め設定された設定経過時間が経過した後に電磁継電器MC1をオン状態からオフ状態に切り替える自動運転停止後遮断手段61を備える。また、制御装置3は、産業設備10が自動運転を終了したと判断した場合であって、かつ、予め設定された設定遮断時刻に達した場合に、電磁継電器MC1をオン状態からオフ状態に切り替える定時遮断手段62を備える。
(もっと読む)
チタン体を製造する方法および装置
本発明は、固体自由形状製造によって物体、特にチタンまたはチタン合金からなる物体を製造する方法および反応器に関する。固体自由形状製造による溶接可能材料の物体の製造の反応器は、周囲雰囲気に対して閉鎖されている反応器チャンバを備え、反応器には、反応器チャンバを形成する隣接するすべての壁要素が鈍角(90°を上回る)で接合されるように構成され、反応器チャンバの下方に位置するアクチュエータには、アクチュエータが、反応器チャンバ内部に支持基材を保持して、反応器チャンバの底部の開口部を通して反応器チャンバ内に突出するように構成され、開口部が、開口部において反応器壁に、かつアクチュエータに気密取付けされる少なくとも1つの弾性ガス不透過性膜によって封止され、反応器チャンバの外部に位置するアクチュエータには、アクチュエータが、反応器チャンバの内部に溶接可能材料のワイヤ供給器を備えた高エネルギープラズマトランスファーアーク溶接トーチを保持して、反応器チャンバの側面の開口部を通して反応器チャンバ内に突出するように構成され、開口部は、開口部において反応器壁に、かつアクチュエータに気密取付けされる少なくとも1つの弾性ガス不透過性膜によって封止され、反応器には、反応器チャンバの最低位に位置する少なくとも1つの閉鎖可能ガス入口と反応器チャンバの最高位に位置する少なくとも1つの閉鎖可能ガス出口とが備えられる。 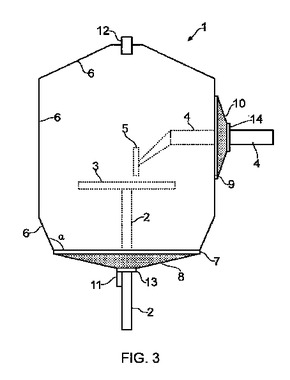 (もっと読む)
(もっと読む)
固定管の円周溶接方法
【課題】先行トーチの溶接速度を変化させた場合でも、後行トーチによる溶着高さが常に一定になるように制御可能とする。
【解決手段】固定管の突合せ端部に沿って円周方向に配置された走行レール上を移動する台車に搭載された先行トーチ及び後行トーチを備えた溶接ヘッドにより、前記台車を走行レールに沿って円周方向に移動させながら、単位溶接長さ当りの溶着量が一定になるように、所定の溶接速度で前記突合せ端部をアーク溶接する際、外乱位置で前記先行トーチの溶接速度を変化させる場合、前記後行トーチでは単位溶接長さ当りの溶着量が、変更前と同一になるようにワイヤ送給速度を変更し、溶接電流が変更前と同一になるように、トーチ13先端からのワイヤ突出長さLを制御する。
(もっと読む)
81 - 100 / 143
[ Back to top ]