
Fターム[4E001QA01]の内容
Fターム[4E001QA01]に分類される特許
121 - 140 / 143
パルスジェット型集塵機の制御装置およびその制御方法
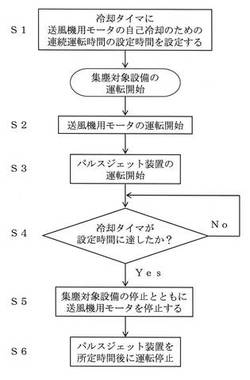
【課題】集塵対象設備が運転・停止を繰返し行っても、送風機用モータの自己冷却が可能なパルスジェット型集塵機の制御装置およびその制御方法を提供する。
【解決手段】パルスジェット型集塵機のパルスジェット装置、および前記パルスジェット型集塵機の送風機用モータの各運転を一括して制御しかつ集塵対象設備の運転の停止信号と連動して運転中の前記モータを停止させ、その後、前記パルスジェット装置だけを所定時間運転させるようにしたパルスジェット型集塵機の制御装置において、前記パルスジェット装置の運転を制御する制御ユニットに、前記モータを自己冷却するためのモータの連続運転時間を設定する冷却タイマを取り付ける。
(もっと読む)
プラズマミグ溶接方法

【課題】プラズマミグ溶接を、溶け落ちが発生しやすいアーク又はスパッタ付着のない高品質なビード外観が要求されるワークにも適用することができるようにする。
【解決手段】シールドガスノズル43内に配置された溶接ワイヤ11及びプラズマ電極12を備えた溶接トーチを用い、溶接ワイヤ11によるミグアーク31及びプラズマ電極12によるプラズマアーク32を同時に発生させて溶接するプラズマミグ溶接方法において、溶接モード選択信号を設け、溶接モード選択信号がプラズマミブ溶接モードであるときはプラズマアーク32及びミグアーク31を同時に発生させる上記のプラズマミグ溶接を行い、溶接モード選択信号がプラズマ溶接モードであるときはプラズマアーク32を発生させると共にミグアーク31は発生させないで溶接ワイヤ11のみを送給し、溶接ワイヤ11をプラズマアーク32によって溶融しながら溶接を行う。
(もっと読む)
溶接ロボット
【課題】 タンデム溶接の際の溶接線倣いにおいて、先行極のみでなく後行極についても高い倣い追従性能を実現する。
【解決手段】 並進補正演算部23は、先行極5aの次時刻の位置のベース座標系Σbaseにおける並進方向の補正量である並進補正量ΔP(t)で先行極5aの目標値Plead(t)を補正して一次補正目標値目標値Plead(t)’を得る。回転補正演算部24は並進補正量ΔP(t)による補正によって生じる実溶接線Lreに対する先行極5a周りのトーチ6の姿勢のずれを補正するための回転補正量Δθ(t)を計算し、回転補正量Δθ(t)だけ先行極5a周りにトーチ6を回転させるように一次補正目標値Plead(t)’を補正した二次補正目標値Plead(t)''を計算する。二次補正目標値Plead(t)''でマニピュレータ2を駆動する。
(もっと読む)
溶接トーチのクリーニング装置
【課題】迅速で自動化が可能なクリーニングを促進し、溶接ロボット応用に特に好適である、溶接トーチのクリーニング装置を提供する。
【解決手段】溶接トーチ(11)のクリーニング装置は、溶接トーチ(11)の先端にクリーニング液を塗布する装置と、前記溶接トーチを電磁的クリーニングにかけるために、溶接トーチ(11)の挿入のための開口(4)を有するコイル(3)と、前記コイル(3)に接続された供給装置(7)とを含み、クリーニング液を塗布する装置およびコイル(3)は、電磁的に除去された異物を受けるためにコイル(3)の下方に配置された廃棄物容器(6)とともに、共通のハウジング(1)に配置されている。
(もっと読む)
ガウジング用電源装置
【課題】 ガウジング施工の溝形状を、ガウジング棒の運棒の技能やガウジング棒の棒形状等を変更することおで変更していた。
【解決手段】 設定電流入力部8と出力特性入力部11と出力特性傾き変更部12と基準設定入力部17とを備え、出力特性の傾きを変化させ、また、出力特性を出力電流を変化させずに平行移動させることにより出力経路のインピーダンスの変化の影響を受けることなくガウジング棒の運棒の技量に左右されずに、また、ガウジング棒の径や形状を変更したりガウジング棒の運棒を変化させたりすることなく母材の溝形状及び表面の滑らかさを容易に変化させることができる。
(もっと読む)
溶接機用のシールドガス流量コントローラ
シールドガス源(200)と電気アーク溶接機のシールドガス弁(800)との間のシールドガス供給ライン内に挿入する電気アーク溶接機用のシールドガス流量コントローラ(100)であって、シールドガス(200)入力およびシールドガス出力(600)と、シールドガスの入力と出力との間に接続されかつ制御入力(170)を有する制御可能なガス弁(110)と、コントローラ手段であって、溶接作業中の溶接機の電気溶接アーク電流(900)を表す溶接信号を受ける第1の入力(400)と、溶接信号の関数でありかつ望ましいシールドガス流量を表す流量設定出力を生成するガス流量設定制御(300)手段とを有するコントローラ手段とを有する。前記シールドガス流量コントローラは更に、前記シールドガス入力に接続してシールドガス入力の圧力測定値(150)を第2のコントローラ手段入力に与える入力圧力センサ(120)と、前記シールドガス出力に接続してシールドガス出力圧力測定値を第3のコントローラ手段入力(160)に与える出力圧力センサ(140)と、流量設定出力修正手段であって、前記シールドガスの入力および出力の圧力測定値と、前記溶接信号と、前記制御弁の特性とに基づいて前記ガス流量設定制御手段の流量設定出力を修正して前記制御可能なガス弁の前記制御入力に入力する制御信号(170)を生成し、前記溶接作業中は、前記シールドガスの入力および出力のそれぞれの実際のシールドガス入力圧力および出力圧力とは実質的に独立に、前記流量設定出力に対応する実質的に一定のシールドガス流量を前記溶接機への前記シールドガス供給ライン内に保持するようにする流量設定出力修正手段とを含む。 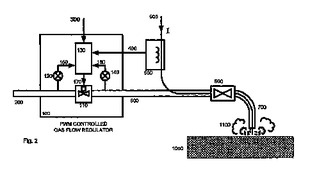 (もっと読む)
(もっと読む)
走行型溶接機
【課題】溶接機の退避時の所要走行長さを、被溶接鋼板の溶接線の長さにより決まる最大溶接長にできるだけ近付けて、溶接設備の溶接線方向の長さを必要最小限にして、設備コストを低減することができる走行型溶接機を提供する
【解決手段】終端検知器10を前方にし、フラックス回収ノズル41を後方に配置して、支持装置2が溶接線に沿って走行する間に、トーチ3a乃至5aから送給された溶接ワイヤと被溶接鋼板61との間で溶接が実施される。そして、終端検知器10が溶接終端を検知すると、制御部が終端検知器10のアーム12を上方に回転させて退避させ、溶接機100の退避位置では、フラックス回収ノズル41を上昇させて退避させる。
(もっと読む)
軸方向の大きい塑性歪みに適応する炭素鋼構造およびパイプライン中の耐食合金溶接部
主にフェライト特性を有する材料を接合するための方法および装置について記述される。その方法には、主にオーステナイトミクロ組織を含む溶接材料および溶接プロセスを使用してフェライト系材料を接合することが含まれる。結果として得られる溶接物は、優れた歪み許容性を生成する降伏比、均一伸び、靭性、および引き裂き抵抗特性を高める。高い歪み許容性は、軸方向の大きい荷重に適応する構造を生成する。溶接物は、十分な強度、引き裂き抵抗および破壊靭性を維持しながら、従来の溶接欠陥よりも大きな溶接欠陥に適応する。 (もっと読む)
保護ガスを測定する装置および方法
本発明は、トーチのガスノズルから流出する、アーク溶接プロセスで用いられる保護ガスを分析することにより測定する装置および方法に関し、少なくとも1つのセンサが保護ガスを分析するための外部測定デバイス内に配設される。保護ガスの保護作用について、迅速で、正確で、実際的な判断および付随する有効な評価を行うために、少なくとも1つのセンサが保護ガスを分析するための外部測定デバイス内に配設される。このとき実際の溶接プロセス時の保護ガスの流出状態および作用を模擬的に再現できるように、少なくとも1つのセンサは、トーチまでの距離が溶接プロセス時のワークピースとトーチの間の距離に実質的に等しくなるように配置される。また少なくとも1つのセンサは、評価ユニットに接続されるとともに、評価ユニットを介して溶接デバイスに接続される。  (もっと読む)
(もっと読む)
電気溶接設備へのブランケットガス供給制御の配置と方法
電気溶接施設内でブランケットガスの流れを制御するのに使用される設備と方法であって、溶接機ユニットと電気的に接続する溶接電極を使用して溶接が遂行される。この設備は、溶接電極を組み込んだ回路内に搬送される電気溶接電流の大きさを特定するように適合され、電流の大きさを指示するI信号を供給するように適合された電流センサ出力を有する電流センサ3と、溶接電極へ加えられる電圧の大きさを決定するように適合され電圧の大きさを指示するU信号を供給する電圧センサ出力を有する電圧センサ11と制御デバイス6とを有する。制御デバイス6は電流センサ出力および電圧センサ出力にそれぞれ接続された入力を有し、またブランケットガスフローコントローラ7へ制御信号を供給する制御信号出力と、a)前記U信号が前記最初のU閾値よりも大きくてI信号が第1I閾値よりも小さいときに、所定の第1の大きさの制御信号を、またb)前記I信号が前記第1閾値よりも大きいときに、前記I信号に比例して変動する大きさの制御信号を、制御信号として供給するように適合されている。 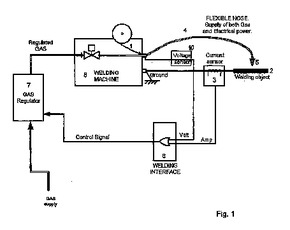 (もっと読む)
(もっと読む)
TIG溶接方法およびその装置
【課題】TIG溶接する際に、溶接アーク8の放射形状を制御することによって被接合部10間に間隙があっても溶融した金属溶湯9が互いに連続して接合できるTIG溶接方法およびその装置を提供する。
【解決手段】TIG溶接機2の負極が接続される溶接トーチ3の電極4と、正極が接続される被接合物5との間に発生する溶接アーク8の放射形状を、溶接アーク8と並ぶ位置に配置した永久磁石7により発生する一定磁界のローレンツ力によって偏向し、被接合部10の溶接線方向に所望のたまご形の放射面形状を得て、溶接線方向の入熱を増加させ、生じる金属溶湯に、偏向した溶接アーク8が有する運動量を溶接線方向に作用させて、溶接線方向に押付ける作用力を発生して2つの間隙を有して隣接する被接合部10の金属溶湯9を互いに連続させて接合する。
(もっと読む)
プラズマ切断機、及びプラズマ電源システム
【課題】プラズマ電源装置の一部が故障してもプラズマ切断機を継続して運転でき、また、電源装置を分散してプラズマ切断機の本体に実装できる。
【解決手段】プラズマ電源装置6の主回路11では、複数の小容量のパワーユニット(直流電流電源)14−1〜14−nが直流出力側で並列接続されて、プラズマトーチ20に接続される。各パワーユニット14−1〜14−nは、他のパワーユニットから独立して非同期で駆動することができる。電源制御装置6が、切断条件(被切断材の材質と板厚と切断速度)と、運転可能なパワーユニットの台数に応じて、何台のパワーユニットをどの大きさの出力電流で運転するかを制御する。一部のパワーユニットが故障した場合、電源制御装置6が、残りの運転可能なパワーユニットの台数に応じて、受け入れ可能な切断条件を制御する。プラズマ電源装置6は分割されてプラズマ切断機の本体内に収納できる。
(もっと読む)
放射性物質収納容器
【課題】銅と炭素鋼,合金鋼との溶接性に優れ、炭素鋼,合金鋼への溶接熱による損傷を軽減し、溶接時の変形を極力抑えたMIG溶接またはMIGブレイジング法を提供することにある。
【解決手段】放射性物質を収納する収納容器本体と前記収納容器本体を同軸状に取り囲む外筒と前記収納容器本体及び外筒間に伝熱フィンが接続され、前記収納容器本体,外筒及び伝熱フィンにより区画された各空間に充填された中性子吸収材からなる放射性物質収納容器の製造に際し、前記収納容器本体及び外筒間にMIG溶接される一部波型構造を有する銅製伝熱フィンの先端部には、前記収納容器本体の外周面及び外筒の内周面とに添って平行部が形成され、その平行部長さは銅製伝熱フィンの板厚以上であり、銅製伝熱フィン平行先端部と銅合金ワイヤ間にアークを発生させ、MIG溶接またはMIGブレイジングによって収納容器本体及び外筒材と銅伝熱フィンが溶接される。
(もっと読む)
平均電圧値を使用するか、熱処理システムにおける処理パラメータを制御するアーク電圧評価のシステムおよび方法
システムおよび方法は、プラズマアークトーチ(10)の先端と金属製品(20)との間のアーク電圧を評価し、そして、評価されたアーク電圧に基づいて処理パラメータを制御することによって、熱処理システムの処理パラメータを制御することを特徴とする。特定の実施形態は、評価されたアーク電圧に基づいてプラズマトーチの高さを調節することを含む。システムおよび方法はまた、熱処理システムにおけるアーク電圧を評価することを特徴とし、該熱処理システムにおいては、切り替え方式の電源が、プラズマアークトーチの先端と金属製品との間のプラズマアークを生成するために電流を提供する。  (もっと読む)
(もっと読む)
切断機及びそのヘッド移動装置の制御方法
【課題】切断機において、生産能率を下げずにヘッド移動に伴う作業者の安全を確保する。
【解決手段】
移動台車18に固定された横梁20がテーブル12を跨ぎ、横梁20上で切断ヘッド24が移動する。テーブル12上の被切断材を切断せずに切断ヘッド24を移動させるときには、被切断材を切断するときよりも高速な速度で、移動台車18及び切断ヘッド24が移動する。移動台車18及び切断ヘッド24が高速移動しているとき、テーブル12上に作業者が居て、その作業者が横梁20の前後に所定間隔おいて配置された光ビーム30,44を遮ると、その移動速度が安全な低速度に減速される。しかし、被切断材の切断作業は中断されない。その後、作業者が横梁20にさらに近づき、横梁20近傍のワイヤ38またはバー50に接触すると、移動台車18及び切断ヘッド20の移動が強制的に停止され、切断作業が中断する。
(もっと読む)
溶接部位可視化装置及び溶接加工装置
【課題】生産ラインにおけるアーク溶接加工のアーク周辺部位の状態を撮影することができるアーク溶接部位可視化装置及び溶接加工装置を提供する。
【解決手段】本発明の溶接部位可視化装置は、被溶接部位Wと溶接トーチ部1との間に形成される溶接アーク111及び溶接アークで加熱された周辺領域112の場景から入射される光を誘導する光誘導手段2と、光誘導手段で誘導された溶接アーク光に対し撮影に適する輝度に調節する第1調節部30Aと、光誘導手段で誘導された周辺領域の場景から入射される光に対し撮影に適する輝度に調節する第2調節部30Bとを持つ光調節手段3と、光調節手段で調節された光を画像信号として記録する画像信号記録手段4と、画像信号記録手段で出力された画像信号を合成処理する画像合成処理手段5と、を有しており、複数光誘導手段23A、23Bと光調節手段3により複数の光路が構成されている。
(もっと読む)
2つの導体を備えた溶接ガン
【課題】導体に不具合が生じたか否かを工程制御装置に知らせるアラームを発生させることができる溶接ガンを提供する。
【解決手段】2つの導体を備えた溶接ガンは、トーチ本体(1)と、各導体(3)に位置するセンサー(6)の電流強度を測定する電子測定装置(2)と、2つの導体内を循環する電流強度の不均衡が生じた場合にアラームを発生させるメカニズムとを含む。導体内の電流強度センサー(6)及び温度センサー(8)に接続されたマイクロコントローラ(5)を不具合又は異常の表示器と共に使用する。マイクロコントローラ(5)のプログラムは、2つの電流強度信号の振幅の差を算出し、2つの振幅のいずれが大きいかを判定し、所定のパラメータに基づいて対応するアラーム信号を発生させる。
(もっと読む)
熔接トーチの位置決定を備えた、熔接方法及び熔接システム
本発明は、熔接トーチ10の位置が決定される、熔接トーチ10を用いる熔接方法及び熔接システムに関する。三次元における熔接トーチ10の位置が精度良く決定される。信号34が送信機33によって発せられる。信号は、熔接トーチ10と一体化されたか付随した少なくとも一つのセンサ36によって受信される。受信したデータは、評価ユニット40に送られる。評価ユニット40は、三次元における熔接トーチ10の位置に連関した値を決定する。 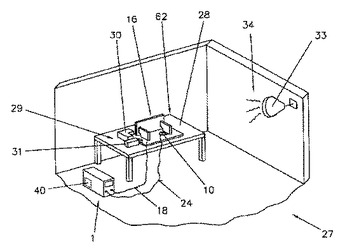 (もっと読む)
(もっと読む)
手溶接作業分析装置および手溶接作業分析装置に適用する手溶接トーチ一体型監視カメラ
【課題】TIG手溶接作業の挙動を画像化し、画像から抽出した特徴量を基に溶接技能を評価する手溶接作業分析装置および手溶接作業分析装置に適用する手溶接トーチ一体型監視カメラを提供する。
【解決手段】本発明に係る手溶接作業分析装置は、手溶接作業対象周辺に設置した監視カメラで撮影した溶接施工中の溶融池周辺の画像情報を分析、処理する手溶接作業分析装置において、手溶接トーチ3に監視カメラ2を一体接続する手溶接機一体型撮像装置1と、この撮像装置からの画像のデジタル信号を処理、収録する画像データ収録装置8と、収録された画像をデータとして情報処理するデータ処理装置9と、処理した情報をディスプレイするディスプレイ装置10とを備えた。
(もっと読む)
プラズマ・トーチ消耗材を浪費しない方法と装置
【課題】プラズマトーチを制御して、プラズマ切断作業中に溶解した電極インサートの一部を固化することを可能とするプラズマ切断装置、及びそのコントローラを提供する。
【解決手段】装置10は、電力源12へ接続されたプラズマトーチ16のコントローラを含む。コントローラは、引き金31を1回操作している時間中に、前のアークがしぼんだ後、アークの発生を遅らせるように構成されている。電力源12は、フィードバック信号を受け取りプラズマ切断装置10の作動を監視するプロセッサ13を含む。ケーブル18は、トーチ16に電力と圧縮エアまたはガスを供給し、さらに、トーチ16と電力源12との間の情報伝達線の役割を果たす。
(もっと読む)
121 - 140 / 143
[ Back to top ]