
Fターム[4E001QA01]の内容
Fターム[4E001QA01]に分類される特許
21 - 40 / 143
2ワイヤ溶接のクレータ制御方法
【課題】2ワイヤ溶接において、健全なクレータ部を形成すること。
【解決手段】定常期間(時刻t1以前)中は、溶接ワイヤと母材との間に溶接電圧Vwwを印加し溶接電流Iwwを通電してアークを発生させると共に、このアークによって形成された溶融池にフィラーワイヤを接触させながら送給Fsして行う2ワイヤ溶接のクレータ制御方法において、クレータ期間Tc中は、溶接ワイヤと母材との間に発生しているアークを維持したままで、フィラーワイヤに電流Iwfを通電してクレータ処理を行う。これにより、溶接ワイヤと母材との間にクレータ期間用のアークを発生させると共に、電流Iwfの通電によって予熱されたフィラーワイヤを溶融池に接触して送給してクレータ処理を行う。このために、溶融池が効率よく冷却され、かつ、フィラーワイヤが完全に溶融するので、健全なビードを形成することができる。
(もっと読む)
溶接方法及び装置

【課題】溶加棒なしでも溶接を行うことが可能となる溶接方法及び装置を提供すると共に溶接作業及び作業工程にかかる費用のコストダウンを図る。
【解決手段】開先を突き合わせた2つの筒状の被溶接部材の一端を固定でき、且つ、回転機構を有した被溶接部材の回転機構と、もう一端に2つの被溶接部材の開先突き合わせ部に力を付加する軸力の付加機構を取り付け、被溶接部材の反トーチ側の溶接部近傍を把持し、被溶接部材トーチ側及び反トーチ側の溶接部に、シールドガスを密封する空間を作る圧力壁を形成し、圧力壁内の圧力をPID制御しつつ、溶接を行う。
(もっと読む)
溶接電源
【課題】作業効率を低下させないで、裏波ビードの溶け落ちを防ぐために母材を冷却することができる溶接電源PS1を提供する。
【解決手段】被覆アーク溶接棒2を用いて裏波溶接を行うための溶接電源PS1において、本溶接電流設定回路IWRが本溶接電流設定信号Iwrを出力し、低レベル電流設定回路LWRが高速パルスからなる低レベル電流設定信号Lwrを出力する。電流設定切り替え回路SWは、切り替え起動スイッチBSがHighレベル信号を出力している期間は低レベル電流設定信号Lwrを、Lowレベル信号を出力している期間は本溶接電流設定信号Iwrをそれぞれ電流設定制御信号Irとして出力する。電源主回路PMが電流設定制御信号Irに基づいて被覆アーク溶接棒2と母材4との間に電力を供給する。作業の効率を大幅に向上させることができ、溶接作業者の技量も不要である。
(もっと読む)
切断方法及び切断装置
【課題】CCDカメラの光軸が切断領域に対し傾斜したり、光軸を中心として回転した場合、この傾斜や回転を確認して補正する。
【解決手段】被切断材D、Eが配置された切断領域Bを含む撮影領域Cを上方からCCDカメラ1で撮影した画像を処理することによって認識し、切断トーチ6により切断する。被切断材D、Eが配置された切断領域Bを含む撮影領域Cに予め複数の基点を設定して各基点の位置を記憶しておき、撮影領域Cを上方に配置されたCCDカメラ1によって撮影し、撮影した画像を処理して撮影された各基点の位置を認識し、認識された各基点の位置と予め記憶された各基点の位置を比較して撮影された画像を補正することによって切断領域に配置された被切断材を認識する。
(もっと読む)
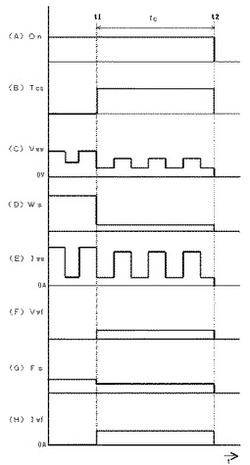
2ワイヤ溶接のクレータ制御方法
【課題】2ワイヤ溶接において、健全なクレータ部を形成すること。
【解決手段】定常期間(時刻t1以前)中は、溶接ワイヤと母材との間に溶接電圧Vwwを印加し溶接電流Iwwを通電してアークを発生させると共に、このアークによって形成された溶融池にフィラーワイヤを接触させながら送給Fsして行う2ワイヤ溶接のクレータ制御方法において、クレータ期間Tc中は、溶接ワイヤと母材との間に発生しているアークを消弧すると共に溶接ワイヤの送給Wsを継続し、送給Fsを継続しているフィラーワイヤと母材との間に溶接電圧Vwfを印加し溶接電流Iwfを通電してアークを発生させ、このアークによって溶接ワイヤを溶融してクレータ処理を行う。フィラーワイヤのアークと溶接ワイヤの挿入とによってクレータ処理を行うので、溶融池が効率よく冷却され健全なビードが形成される。
(もっと読む)
2ワイヤ溶接制御方法
【課題】消耗電極アークにフィラワイヤを送給して溶接する2ワイヤ溶接方法において、フィラーワイヤの溶着量を増大させて溶接効率を向上させる。
【解決手段】消耗電極と母材との間にアークを発生させて溶融池を形成し、フィラーワイヤを溶融池の後半部に挿入しながら溶接する2ワイヤ溶接制御方法において、フィラーワイヤを溶接方向の前後方向にウィービングして、フィラーワイヤの挿入位置の変位量Lhを正弦波状に変化させる。そして、フィラーワイヤの送給速度Fwを変位量Lhに比例させて正弦波状に変化させる。これにより、フィラーワイヤの挿入位置がウィービング中心位置よりも前側方向にあるときはフィラーワイヤの溶融を促進してフィラーワイヤの送給速度Fwを高速化し、後側方向にあるときは溶融池の冷却及び盛り上がりを押さえてハンピングビードの形成を抑制している。
(もっと読む)
溶接方法及び溶接装置
【課題】本発明は、溶接の終始端部ができるだけ少なくなるよう、少ない分割数で管台を原子炉容器の傾斜面に取り付ける溶接方法を提供することを目的とする。
【解決手段】水平方向に対して傾斜した傾斜面6を備えた容器の該傾斜面6に設けられた鉛直方向に貫通する貫通孔と、該貫通孔に挿入された管状部材3と、の接合部を溶接する溶接方法であって、先端が一方向に傾斜し、且つ、先端の突先部5が周上にある電極4を備える溶接トーチ2を、突先部5を含む母線が傾斜面側に向くよう鉛直配置し、突先部5を含む母線が傾斜面側に向いた状態を維持しながら、管状部材3の円周に沿って傾斜上側から傾斜下側に向けて溶接ビードを形成する溶接方法。
(もっと読む)
タンデムアーク溶接方法およびタンデムアーク溶接システム
【課題】例えば、先行電極は、小振幅のウィービング溶接を行い、後行電極は大きな振幅のウィービング溶接を行いたい場合があったとしても、従来のタンデムアーク溶接では、溶接トーチを一体のものとしてウィービングを行うのみであるので、先行電極と後行電極のウィービング振幅を変えてウィービングを行うことができない。
【解決手段】先行電極と後行電極の各々に対して個別に設定された振幅のウィービング軌跡を描くための、先行電極先端の予め決められた制御点と後行電極先端の予め決められた制御点とを結ぶ線に対して略垂直な回転軸を決定するステップと、前記回転軸を中心に溶接トーチが回転動作し、先行電極と後行電極が指定された振幅の往復動作を行うための回転角度を算出するステップと、前記回転軸を中心に前記回転角度で、前記溶接トーチを往復動作させる制御を行うステップを備える。
(もっと読む)
溶接ロボットシステム
【課題】溶接部位検出器を使用せずにギャップ長GLを算出する溶接ロボットシステムを提供する。
【解決手段】本発明の溶接ロボットシステムは、第1上部電極位置算出回路LC1が、スポット溶接を行うために上部電極1aを母材Wに接触させたときに第1上部電極位置を算出する。電流指令値生成回路ICが加圧力設定値に基づいてサーボモータMを駆動し、上部電極1aが加圧して上部板が下部板に接触したときに、第2上部電極位置算出回路LC2が、第2上部電極位置を算出する。ギャップ長算出回路GCが、第1上部電極位置と第2上部電極位置とからギャップ長GLを算出し、スポット溶接電源SPSが電力を供給する。これらを有するスポット溶接ロボットSRと、スポット溶接を行った位置のギャップ長GLを入力して、溶接条件を変更してアーク溶接を行うアーク溶接ロボットARとを備える。
(もっと読む)
ギャップ長調整装置
【課題】零点位置の決定やギャップ長の調整を作業者毎にバラツキなく行うことができるギャップ長調整装置を提供する。
【解決手段】金属テープ11を管状に加工するための成形工具12と、金属テープ11の両側突き合わせ箇所13を溶接するための電極棒14とを備え、両側突き合わせ箇所13と電極棒14とのギャップ長を調整するためのギャップ長調整装置10であって、金属テープ11と電極棒14とに電圧を印加し、金属テープ11と電極棒14との接触に伴う電気的接続を検知すると共にその検知に基づいて検知信号を出力する接触確認コントローラ15と、検知信号が入力されたときにギャップ長が零であることを表示する表示器16を有し、電極棒14の変位を測定する変位センサ17と、検知信号が入力されたときにギャップ長が零であることを作業者に報知するための報知器18と、を備えるものである。
(もっと読む)
自動溶接システムおよび自動溶接方法
【課題】作業時間の短縮を図るとともに、溶接品質を維持することのできる自動溶接システムを提供する。
【解決手段】予め、開先形状等に係る情報等に基づいて、各層毎のトーチ基準位置や基準供給電力等を演算する。溶接対象ワーク1を回転テーブル11に載置する。回転テーブル11を一回転させ、位置検出センサ18により距離R0(θ)を検出し、距離R1(θ),距離R2(θ)を演算する。位置検出終了後、溶接トーチ21,31を配置する。回転テーブル11を回転させ、R1,R2に基づいた径方向位置制御および溶接ビード断面均一維持制御をおこないながら溶接する。回転テーブル11が一回転すると、1層目の溶接が完了し、2層目の溶接を開始する。このように複数層の溶接を繰り返して開先深さまで埋まることにより、第1溶接位置において内輪2と静翼リング3とを接合し、同時に、第2溶接位置において静翼リング3と外輪4とを接合する。
(もっと読む)
アーク溶接方法およびアーク溶接システム
【課題】消費電力の低減を図るのに適するアーク溶接方法を提供する。
【解決手段】各単位期間中に、非消耗電極15と母材Wとの間に生成したアークa1により母材Wに溶融池888を形成する工程と、溶融池888を形成する工程の後に、アークa1により、溶接金属881を加熱する工程と、を備える。このような構成によると、溶接金属881を加熱する工程はそれぞれ、溶融池888を形成する複数回の工程の間に行われる。そうすると、従来の場合と比較して、溶融池888が形成された時からあまり時間が経過していない時に、当該溶融池888が凝固した溶接金属881に対する平坦化のための加熱を、行うことができる。これにより、溶接金属881の温度があまり低下していない時に、溶接金属881に対する平坦化のための加熱を行うことができる。よって、溶接金属881を溶融させるために必要なエネルギの低減を図ることが可能となる。
(もっと読む)
プラズマミグ溶接の監視方法
【課題】プラズマミグ溶接方法において、プラズマ電極1bと溶接ワイヤ1aとの間に発生する異常なアーク放電を防止する。
【解決手段】プラズマ電極1bと母材2との間にプラズマアーク3bを発生させる。溶接ワイヤ1aと母材2との間にミグアーク1aを発生させる。溶接を開始する前に、プラズマ電極1bの先端と母材2との距離であるトーチ高さLtを設定し、このトーチ高さLtの設定値及びプラズマ溶接電流の設定値Irを入力としてアーク特性関数によってプラズマ溶接電圧Vwpを推定し、このプラズマ溶接電圧Vwpの推定値とミグ溶接電圧の設定値Vrとの設定電圧差が基準電圧値よりも大きいときは異常なアーク放電が発生すると判別して警報を発する。警報が発せられたときは、溶接条件を見直すことで異常なアーク放電を防止することができる。
(もっと読む)
溶接ロボットシステム
【課題】非接触式センサの溶接部位検出器を使用せずにギャップ長を算出することができる溶接ロボットシステムを提供する。
【解決手段】本発明の溶接ロボットシステムは、スポット溶接ロボットSRの上部電極基準位置算出回路4が、スポット溶接を行う前に上部電極1aを下部電極1bに接触させたときの上部電極基準位置を算出し、ギャップ長検出時上部電極位置算出回路5が、下部電極1bの上に母材Wを置いてスポット溶接を行うときに、上部電極1aを母材Wに接触させたときのギャップ長検出時上部電極位置を算出し、ギャップ長算出回路10が板厚と上部電極基準位置とギャップ長検出時上部電極位置とからギャップ長GLを算出し、スポット溶接を行う。アーク溶接ロボットARがギャップ長GLに対応して溶接条件を変更してアーク溶接を行う。仮付けと同時にギャップ長GLを算出することができる。
(もっと読む)
プラズマミグ溶接制御方法
【課題】1つの溶接トーチWTからミグアーク3a及びプラズマアーク3bを発生させるプラズマミグ溶接方法において、プラズマ電極1bと溶接ワイヤ1aとの間に発生する異常なアーク放電を防止する。
【解決手段】溶接トーチWT内に配置されたプラズマ電極1bと母材2との間にプラズマ溶接電圧Vwpを印加してプラズマ溶接電流Iwpを通電することによってプラズマアーク3bを発生させる。溶接ワイヤ1aと母材2との間にミグ溶接電圧Vwmを印加してミグ溶接電流Iwmを通電することによってミグアーク3aを発生させる。プラズマ溶接電圧Vwpの平均値とミグ溶接電圧Vwmの平均値との電圧差が予め定めた基準電圧値よりも大きくなったときは、プラズマ溶接電流Iwpを設定値から減少させて電圧差を小さくして、異常なアーク放電を防止する。
(もっと読む)
溶接装置
【課題】グロビュール移行領域の内外で安定した溶接を行なうことができる溶接装置を提供する。
【解決手段】溶接装置は、炭酸ガスをシールドガスに使用し、短絡状態とアーク状態とを交互に繰り返す炭酸ガスアーク溶接方法によって溶接を行なう。短絡期間の後に続くアーク期間の初期の第1アーク期間Ta1にハイレベル電流が出力され、アーク期間の後期の第2アーク期間Ta2に定電圧制御された溶接電圧に対応したアーク電流が出力されるように、電源回路が制御される。ワイヤを送給速度の速度設定値が所定範囲X2外である場合に比べて、速度設定値が所定範囲X2内である場合には、ハイレベルベース電流に重畳する所定の周期で増減する波形の振幅が増加される。これにより短絡移行領域でもグロビュール移行領域でも安定した溶接が可能となる。
(もっと読む)
ホットワイヤ溶接の加熱制御方法および装置
【課題】ワイヤ加熱部一定長さの温度分布を一定にすることで、ワイヤ加熱部全体の加熱状態も一定に制御することができるようにしたホットワイヤ溶接の加熱制御方法及び装置を提供すること。
【解決手段】母材3とワイヤに電流を供給するワイヤ電流給電部との間の添加ワイヤ6との間に電流を通電し、ワイヤ6を抵抗加熱しながら溶接を行うホットワイヤ溶接方法において、予め目標とするワイヤ加熱部の一定長さの目標抵抗値を設定しておき、ワイヤ電流給電部9と母材3側のワイヤ先端部を残してワイヤ6を被覆するセラミックノズル11よりなるホットワイヤトーチ15を用いて、ワイヤ加熱部の長さの中間部Mに位置するセラミックノズル11に設けられた切り窓11aから内部の添加ワイヤ6に接触する電圧測定端子19によりワイヤ加熱部の一定長さの抵抗値を測定し、その値が前記目標抵抗値になるようにワイヤの加熱電力を制御する。
(もっと読む)
開先加工用プログラム、制御システム及びプラズマ切断装置
【課題】二次旋回流を付与したプラズマにより裏開先切断をする場合に、作動ガス流量、切断電流値、トーチ高さ等、被加工材の板厚に基づいて設定する条件を調整せずに裏開先基準角度よりも大きい開先角度で裏開先切断することが可能な開先加工用プログラム、制御システム及びプラズマ切断装置を提供すること。
【解決手段】プラズマガスの周囲に二次ガスを供給してプラズマガス周りの旋回流を調整することによりノズル孔から噴射するプラズマアークを屈折可能に構成されたプラズマトーチ2を備えたプラズマ切断装置により裏開先切断をする開先加工用プログラムであって、入力された開先角度が、予め設定した裏開先基準角度より大きくなる場合に、前記二次ガスの流量と前記プラズマトーチの移動速度を調整して、前記裏開先基準角度よりも大きい開先角度で裏開先切断することを特徴とする。
(もっと読む)
プラズマ溶接装置
【課題】トーチとワーク(被加工物)との距離を正確に位置決めすることができるプラズマ溶接装置を提供する。
【解決手段】位置合わせ機構に支持された被加工物を溶接するプラズマ溶接装置10において、第一のベース部材11と、前記第一のベース部材11に対して水平な一方向への移動が可能な第二のベース部材12と、前記第二のベース部材12に対して水平で、かつ、前記一方向とは垂直な方向への移動が可能な第三のベース部材13と、前記第三のベース部材13に設けられてトーチ21を支持するトーチホルダ15と、前記第三のベース部材13に設けられて先端にトーチ21と被加工物22との距離を正確に設定する接触式スイッチ20を有するトーチ位置設定用治具16とを備えるようにしたので、トーチ21とワーク(被加工物)22との距離を正確に位置決めすることができ、適切に予熱を行い、品質の良い溶接を行うことができる。
(もっと読む)
自動溶接機における溶接トーチ揺動装置及び揺動方法
【課題】直動アクチュエータによって溶接トーチを揺動させた場合に、慣性負荷に起因する負荷振動を抑制し、予め設定した良好な溶接品質の確保と、装置の締結部に緩みを未然に防止する。
【解決手段】直動アクチュエータ21による溶接トーチの揺動により被加工部に対して溶接処理を行う。被加工部に対し溶接トーチTを介して溶接処理を行わせる直動アクチュエータ21の動作時に、該動作時に生じる振動を打ち消すようにカウンタウエイトを動作させることで、直動アクチュエータの動作時に生じる振動を抑制する。
(もっと読む)
21 - 40 / 143
[ Back to top ]