
Fターム[4E001QA01]の内容
Fターム[4E001QA01]に分類される特許
61 - 80 / 143
アーク溶接方法
【課題】 安定した溶接を行うことができるアーク溶接方法を提供すること。
【解決手段】 消耗電極15のうち溶接トーチに囲まれた部位の、上記溶接トーチから母材Wへ向かう速度V2(t)が正の値である前進送給期間Tw1と、速度V2(t)が負の値である後退送給期間Tw2と、からなる単位期間Twを繰り返すアーク溶接方法であって、速度V2(t)を一周期が単位期間Twである周期関数として、消耗電極15を送給する工程と、各前進送給期間Tw1において、消耗電極15を母材Wに短絡させる工程と、各後退送給期間Tw2において、消耗電極15と母材Wとの短絡を開放する工程と、を備える。このような構成によれば、安定した溶接を行うことができる。
(もっと読む)
2電極アーク溶接方法および2電極アーク溶接システム

【課題】 溶接期間全体にわたって生じうるスパッタの発生を抑制でき、且つ、効率よく溶接を行うことのできる、2電極アーク溶接方法および2電極アーク溶接システムを提供すること。
【解決手段】 母材Wと消耗電極15との間にミグアークa1を発生させ((s−1)〜(s−3))、ミグアークa1をパイロットアークとして、母材Wと消耗電極15を囲む非消耗電極との間にプラズマアークa2を発生させ(s−4)、プラズマアークa2を発生させた後に、消耗電極15と母材Wとの間に流れるミグ電流をミグ予熱値で流しつつ、ミグアークa1およびプラズマアークa2のいずれもが発生している状態を継続させ(s−5)、上記ミグ電流の値を上記ミグ予熱値から上昇させ、消耗電極15から母材Wへの溶滴移行を開始する(s−6)、各工程を備える。このような構成によれば、溶接期間全体にわたって生じうるスパッタの発生を抑制でき、且つ、効率よく溶接を行うことができる。
(もっと読む)
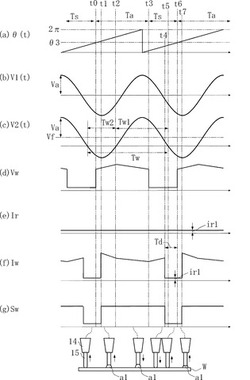
プラズマミグ溶接のアークスタート制御方法
【課題】プラズマミグ溶接において、アークスタート時にミグアークからプラズマ電極に付着するスパッタを削減する。
【解決手段】溶接ワイヤを前進送給して母材と一旦接触させた後に後退送給して引き離すことによって初期ミグアークを発生させ、その後にプラズマ溶接電流Iwpが通電するプラズマアークを発生させ、これに応動して再前進送給に切り換え、ピーク電流及びベース電流を通電して定常ミグアークへと移行させる。プラズマアークの発生時点(t4)から初期期間Tsを設け、初期期間Ts中は、プラズマ溶接電流Iwpを初期値Iwpsから定常値Iwpcまで次第に減少させると共に、ピーク電流Ipを初期値Ipsから定常値Ipcまで次第に増加させる。プラズマアークからの予熱によってピーク電流値を小さくできるので、スパッタの付着を削減できる。
(もっと読む)
溶接継手の製造方法及びその方法を実施するための溶接装置
【課題】板厚が50mmを超えるような厚鋼板よりなる溶接継手を2電極立向エレクトロガスアーク溶接を用いて製造する際、開先断面積が変動しても、入熱量が変動しないように溶接して、高靭性な溶接継手が得られるようにする。
【解決手段】2本の溶接トーチを搭載する台車を、溶接しようとする鋼板の開先に沿って一定の速度で上昇させ、溶接電圧を一定となるように制御するとともに、溶接電流の変化に応じてワイヤ送給速度を変化させて溶接電流が一定となるよう制御して、溶接時の入熱を一定にして2電極立向エレクトロガスアーク溶接することにより溶接継手を製造する。
(もっと読む)
溶接継手の製造方法及びその製造方法を実施するための溶接装置
【課題】板厚が50mmを超えるような鋼板からなる溶接継手を製造する際において、開先断面積が変動しても、入熱量が変動しないような溶接制御手段を、費用のかかる特別な機器を用いることなく提供する。
【解決手段】溶接トーチを搭載する台車を鋼板の開先に沿って上昇させて定電圧で溶接を行うとともに、溶接電流に基づいて台車が溶融プールの上昇速度に追随して上昇するように制御して2電極立向エレクトロガスアーク溶接を行う際、溶接トーチを移動できるように台車に取り付け、台車の移動速度を測定して、一定の間隔ごとに予め設定された基準の溶接速度との差を算出し、差がある場合は、溶接トーチを一定距離上昇あるいは下降させて、溶接ワイヤの突き出し長さを変化させ、溶接電流の変化に応じてワイヤ送給速度を変化させて溶接電流が一定となるよう制御し、溶融プールの上昇速度を基準の溶接速度と一致させて溶接時の入熱を一定にして溶接する。
(もっと読む)
パルスアーク溶接の出力制御方法
【課題】消耗電極交流パルスアーク溶接において、小電流域の溶滴移行状態を良好にする
【解決手段】電極マイナス極性ベース電流Inの通電、ピーク電流Ipの通電及びベース電流Ibの通電を1パルス周期として繰り返して溶接を行う。第n回目のパルス周期の開始時において、溶接電圧設定値と溶接電圧の検出値との電圧誤差に応じて溶接電流変化量を算出し、配分比率α(0≦α≦1)及びベース期間配分比率β(0≦β≦1)を設定し、溶接電流変化量及び配分比率αからピーク電流Ipの変化量を制御し、溶接電流変化量、配分比率α及びベース期間配分比率βからベース電流Ib及び電極マイナス極性ベース電流Inの各変化量を制御する。上記のα及びβによって各電流値の変化量が適正化されるので、小電流域の溶滴移行状態が良好になる。
(もっと読む)
タンデムアーク溶接における電極位置制御方法、タンデムアーク溶接システムのロボットコントローラおよびタンデムアーク溶接システム
【課題】溶接開始時における溶接線が教示時の位置とは異なっている場合であっても、先行極および後行極を溶接線の位置に合わせて適切に補正することができ、溶接欠陥を防止することができるタンデムアーク溶接における電極位置制御方法、ロボットコントローラおよびタンデムアーク溶接システムを提供する。
【解決手段】電極位置制御方法は、電流電圧検出手段6,7が溶接ワークWと接触させた先行極2aおよび後行極2bの電圧を検出する電圧検出工程と、センシング処理手段12が当該電気的変化から溶接ワークWの位置情報を検出するセンシング工程と、補正量算出処理手段16が当該位置情報から溶接線に対する先行極2aおよび後行極2bの位置ずれを補正する補正量を算出する補正量算出工程と、ロボット軌跡計画処理手段17が当該補正量を加算または減算することで、各電極の位置を補正する位置補正工程と、を行う
(もっと読む)
タンデムアーク溶接システムを制御するロボットコントローラ、それを用いたアーク倣い制御方法およびタンデムアーク溶接システム
【課題】アーク倣いを任意の回転中心で行った場合においても、先行極に位置ずれが発生せず、溶接欠陥が生じることのないタンデムアーク溶接システムを制御するロボットコントローラ、それを用いたアーク倣い制御方法およびタンデムアーク溶接システムを提供する。
【解決手段】タンデムアーク溶接システムを制御するロボットコントローラ8は、先行極処理部11aが算出した先行極変化量から左右および上下方向の位置ずれを補正する先行極補正量を算出する先行極補正部14aと、後行極処理部11bが算出した後行極変化量から回転方向の位置ずれを補正する後行極補正量を算出する後行極補正部14bと、先行極2aの位置ずれを補正する回転中心補正量を算出する回転ずれ補正制御処理部16と、ティーチング位置と倣い補正時における溶接トーチ2の回転中心の位置を補正するロボット軌跡計画処理部13と、を備える。
(もっと読む)
マグ溶接の短絡電流制御方法
【課題】マグ溶接において、スプレー移行形態における溶接状態の安定性を向上させる。
【解決手段】溶接ワイヤ1と母材2との短絡Sdを検出し、この短絡中の短絡電流の上昇速度を制御するマグ溶接の短絡電流制御方法において、短絡Sdの期間長さが基準期間未満であるときは微小短絡であると判別して微小短絡の発生頻度Ndを算出し、この微小短絡の発生頻度Ndに応じてインダクタンス設定値Lrを変化させることによって短絡電流の上昇速度を変化させる。この微小短絡の発生頻度Ndとして、単位時間当たりの微小短絡の回数を使用する。これにより、スプレー移行形態であることを正確に判別して短絡電流の上昇速度を適正化するので、溶接性能が向上する。
(もっと読む)
溶接プロセスを停止させる方法および溶接装置
【課題】溶接終了時における大きい径の球の形成を防止する。
【解決手段】プロセスの停止段階において短絡が形成されると、出力電流を、短絡をクリアするのに充分なレベルに制御する212。短絡がクリアされたら、低電流レベルに制御する216。この低電流レベルは大きい球の形成を防止できる程度に低い。短絡が発生しなくなるまで以上のステップを繰返えす。ワイヤフィード速度をモニターし、ワイヤフィード速度が閾値以下に落ちると、停止操作が開始される。停止操作はMIG溶接、パルススプレー溶接及び短絡移行溶接において行なわれる。アーク電圧をモニターしてアークの状態を判定する。ユーザーからの停止指令を受信するとこれに応答してモーター停止が指令され、モーターの制動が制御される。閾値に達する前で停止信号を受信した後に、少なくとも1つの出力パラメータを低下させてもよい。
(もっと読む)
アーク溶接方法
【課題】 より適切にアークの途切れを検出することが可能なアーク溶接方法を提供すること。
【解決手段】 本発明のアーク溶接方法は、母材と溶接トーチに保持された消耗電極との間にアークを発生させることにより、溶滴移行させる第1工程(T1)と、上記母材と上記消耗電極との間にアークを発生させつつ上記母材に形成される溶融池を冷却し、かつ、上記溶接トーチを移動させる第2工程(T2)とを交互に繰り返すものであって、第1工程(T1)において、上記母材と上記消耗電極との間の電圧の絶対値あるいは両者の間を流れる電流の絶対値が予め設定された範囲を逸脱した際にアーク切れ検出時間Taoの測定を開始し、第2工程(T2)に移行するまでの間に上記アーク切れ検出時間Taoが予め定められた基準時間Tstp以上になった場合に溶接異常の判定を行うことを特徴とする。
(もっと読む)
プラズマミグ溶接方法
【課題】1つの溶接トーチからミグアーク及びプラズマアークを発生させるプラズマミグ溶接方法において、両アークを通電する溶接電流にパルス波形を使用したときに、母材の組織の劣化及び割れを防止して、良好な溶接品質を得ること。
【解決手段】第1ピーク電流Ipmの通電と第1ベース電流Ibmの通電とを1パルス周期Tfとして繰り返すことによってミグアークを発生させ、第1ベース電流Ibmの通電期間の一部又は全部の期間中は第2ピーク電流Ippを通電し、前記パルス周期Tfのその他の期間中は第2ベース電流Ibpを通電してプラズマアークを発生させるプラズマミグ溶接方法において、第2ピーク電流Ipp及び第2ベース電流Ibpから形成されるプラズマ溶接電流Iwpの平均値が、予め定めた電流設定値と等しくなるように第2ピーク電流Ipp又はその通電期間Tppを制御する。
(もっと読む)
サブマージアーク溶接方法及び装置
【課題】幅広の開先形状であっても一層一パスで積層溶接することができるサブマージアーク溶接方法及び装置を提供する。
【解決手段】本発明の実施形態に係るサブマージアーク溶接方法は、複数の電極1a,1bを溶接方向に対して交差する方向に配置して継手2を積層溶接するサブマージアーク溶接方法であって、電極1a,1bに送流される交流電流の位相差を設定する位相制御設定工程(Step4)と、電極1a,1bを継手2の開先形状の幅方向に並列配置したときの電極間距離Sを設定する電極間距離設定工程(Step5)と、電極1a,1bの並列方向と溶接方向との交差角度θを調整する電極支持角度調整工程(Step6)と、継手2を一層一パスで積層溶接する溶接施工工程(Step8)と、を有する。
(もっと読む)
アーク溶接装置
【課題】ガス流量制御手段を導入した場合に得られるシールドガスの節約効果を、容易に把握することができない。
【解決手段】マスフローコントローラ16によりシールドガスの出力を開始または停止させるアーク溶接装置1である。ロボットコントローラ16は、シールドガスの出力から停止までのガスON経過時間および停止から開始までのガスOFF間隔時間を計測する。計測したガスOFF間隔時間に応じて、ガスON経過時間とガス節約量との関係を定めた複数のガス節約量特性テーブルの中から1つを選択する。ガス節約量特性テーブルにガスON経過時間を入力し、シールドガスの1出力毎の節約量を算出する。節約量を積算した節約効果値を算出し、ティーチペンダント15に表示する。ガス流量制御手段を導入した場合に得られるシールドガスの節約効果を、特別な測定機器を使用しなくても簡単に把握することができる。
(もっと読む)
溶接方法および溶接装置
【課題】部材間に隙間が大きい場合や部材間の段差が大きい場合であっても、両部材を好適に溶接することができる溶接方法を提供する。
【解決手段】第一の部材P1と第二の部材P2の端面同士を溶接する溶接方法であって、端面同士を互いに一定距離離間させて配置させる位置決め工程と、端面同士を溶接ワイヤWにより溶接する溶接工程と、を備え、溶接工程では、溶接ワイヤを軸線C3方向の先端側に送り出す送り出し工程と、溶接ワイヤが第一の部材および第二の部材の少なくとも一方に接触した短絡位置と、溶接ワイヤが第一の部材および第二の部材から離間した離間位置と、の間を往復するように溶接ワイヤを移動させる距離調節移動工程と、短絡位置と離間位置とを結ぶ方向に交差する交差方向Zに溶接ワイヤを往復移動させる交差移動工程と、第一の部材および第二の部材と溶接ワイヤとの間に電圧を印加する給電工程と、をそれぞれ同時に行う。
(もっと読む)
アーク溶接装置
【課題】マスフローコントローラ単体でシールドガスの流量を制御すると、溶接開始時にガス流量が不足してしまうことがある。
【解決手段】マスフローコントローラ31を有し、ガスシリンダ30からマスフローコントローラ31を経由して溶接トーチ7へと供給するためのガス通路を備えるアーク溶接装置1である。ガス電磁弁33をマスフローコントローラ31と溶接トーチ7の間のガス通路に設ける。ロボットコントローラ16は、ガスの停止に際し、ガス電磁弁33を閉作動させ、次いで予め定めた遅延時間だけ経過した後にマスフローコントローラ31からのガス出力を停止させる。次回のガス出力開始時にガス電磁弁31を開作動させ、同時にマスフローコントローラ31からのガス出力を開始させる。充填されたガスが噴出されることにより、マスフローコントローラ31単体で不足するガス流量を補うことができる。
(もっと読む)
シャー切断鋼板用突き合せ自動溶接装置
【課題】開先加工しないシャー切断エッジを直接突き合せた突き合せ部を、抜け落ちが生じるのを防止しつつ良好に溶接する。
【解決手段】突き合せ部13に沿って走行自在な溶接台車21に、突き合せ部にに検出エアを吹き付けてその背圧から突き合せ部の形状を検出する突合せ検出装置22と、小さい入熱量で突き合せ部13の表面ルート間隔を閉塞するように先行溶接する先行溶接装置23と、先行アーク溶接装置23の後方に配置されて大きい入熱量で突き合せ部の溶け込みを深くなるように後続溶接する後続溶接装置24とを具備した。
(もっと読む)
銅溶接方法及び銅溶接装置
【課題】銅の溶接時に溶接部分に形成されるブローホールの数を抑制することにより溶接強度を高めること。
【解決手段】不活性ガスが充填された不活性ガスボンベ11と、この不活性ガスボンベ11から配管16を介して取り入れられた不活性ガスを被溶接物であるステータ21の銅製の導体セグメントの端部21aへ噴射して当該端部21aの溶接部分を不活性ガスで覆うガス噴射ノズル14a及び、溶接部分に溶接のための放電を行う電極14bを有するトーチ14と、電極14bに放電が行われるように電力を供給する溶接電源13とを備えて構成において、不活性ガスボンベ11とガス噴射ノズル14aとの間の配管16に、当該不活性ガスボンベ11からの不活性ガスに含まれる水分を吸湿し、この吸湿後の不活性ガスを当該ガス噴射ノズル14aへ送出する脱湿度装置12を介挿する。
(もっと読む)
プラズマミグ溶接方法
【課題】1つの溶接トーチWTからミグアーク3a及びプラズマアーク3bを発生させるプラズマミグ溶接方法において、トーチ高さLpが変化しても安定したミグアークの溶滴移行状態を維持すること。
【解決手段】プラズマ電極1bと母材2との間にプラズマ溶接電流Iwpを通電してプラズマアーク3bを発生させる。また、溶接ワイヤ1aと母材2との間にピーク期間中のピーク電流及びベース期間中のベース電流を通電してミグアーク3aを発生させる。そして、上記ピーク期間及び/又は上記ピーク電流を、溶接ワイヤ1aがプラズマアーク3bから熱を受ける部分の長さである熱受容長(≒Lp)に応じて変化させる。これにより、トーチ高さLpが変化しても、それに対応して上記ユニットパルス条件が適正化されるので、溶滴移行状態は常に安定となる。
(もっと読む)
溶接方法
【課題】セルフシールドアーク溶接は、大型の発電機を用い、一般には、交流電流を使用する。大型の発電機のない場所では、溶接機を用いてのアーク溶接か、別途大型発電機を用意してのセルフシールドアーク溶接が行われている。
【解決手段】交流電流の確保が難しい場合には、エンジンウェルダなどの直流交流電源を使用した直流電流による溶接方法により、大型の発電機を必要とせず、経済性も向上し、狭い範囲での溶接を可能とする。
(もっと読む)
61 - 80 / 143
[ Back to top ]