
Fターム[4E002AC03]の内容
Fターム[4E002AC03]の下位に属するFターム
非対称形材 (2)
Fターム[4E002AC03]に分類される特許
1 - 20 / 48
H形鋼矢板及びその製造方法
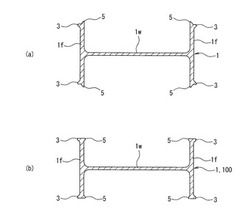
【課題】フランジ先端に突起を有し、このフランジ先端で嵌合させるH形鋼矢板について、嵌合部が離脱する危険性を小さくしたH形鋼矢板およびその製造方法を提供する。
【解決手段】H形鋼素材1のフランジ部1fの外面からフランジの厚さ方向に突出する第1の突起3およびフランジ部1fの先端からフランジ幅方向に突出する第2の突起5を粗ユニバーサル圧延機およびエッジャー圧延機によりH形鋼素材1のフランジ先端部の先端に形成し、次いでH形鋼素材1を仕上ユニバーサル圧延機により仕上圧延した後、H形鋼素材1のフランジ部の先端をガイドするガイドロールにより第2の突起5が突出する方向をフランジ幅方向からフランジ部1fの内面からフランジ部の厚さ方向に突出する方向に変更してH形鋼矢板を製造する。
(もっと読む)
フランジを有する形鋼の圧延方法

【課題】圧延機を追加することなく、通常水平ロールを使用して、様々なウェブ外幅に対応した外幅一定形鋼を製造する。
【解決手段】粗圧延と、水平ロール1a,1bを有する粗ユニバーサルミル1およびエッジャーミル2を用いる往復圧延による複数パスの中間圧延と、幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4を用いる仕上げ圧延とを行うことにより、ウェブ外幅が一定であるとともにウェブ内幅が異なる外幅一定形鋼を製造する。粗ユニバーサルミル1による中間圧延を、上下の水平ロール1a、1bの軸心同士を互いに水平面内で交叉させて、行うことにより、中間圧延を完了した中間圧延材10のウェブ厚を、ウェブ高さ方向の中心からフランジへ向かうにつれて徐々に増加させるとともに、仕上げ圧延では、中間圧延材のウェブ11を、幅可変水平ロール1a、1bにより圧下する。
(もっと読む)
H形鋼の圧延方法および仕上ユニバーサル圧延機
【課題】ウェブ高さの造り分けを行う際に生じるH形鋼ウェブ部両端の増厚部を解消し、同一セットのロールから均一なウェブ厚みの製品が製造できるH形鋼の圧延方法および仕上ユニバーサル圧延機を提供する。
【解決手段】ウェブ両端の増厚部を圧下しながらウェブ高さを拡幅または縮幅することによって、多サイズを造り分ける仕上ユニバーサル圧延機を用いたH形鋼の圧延において、当該仕上ユニバーサル圧延機の竪ロール径を水平ロール径の15〜40%のものを用い、竪ロールの回転軸と水平ロールの回転軸とを同一平面上に設置し、最終パスでウェブ両端の増厚部を圧下することを特徴とするH形鋼の圧延方法が提供される。
(もっと読む)
H形鋼の製造方法
【課題】断面が扁平形状のH形鋼素材から高品質のH形鋼を製造することのできるH形鋼の製造方法を提供する。
【解決手段】ドックボーン形状に造形されたH形鋼素材のウェブ部をウェブ圧下用孔型11により圧下したときのウェブの圧下量をX、ウェブ部の両側に形成されたフランジ部の幅をHとしたとき、ウェブ圧下用孔型11の内側面11aと孔型ロール6,7の周面部との間に形成された噛み出し抑制部13の幅EをE=0.10X/2〜0.20X/2に設定するとともに、噛み出し抑制部13の高さhをh≦0.35Hに設定してH形鋼素材を粗造形圧延する。
(もっと読む)
形鋼の熱間圧延方法および形鋼
【課題】ルートフェイスを適切な幅にすることができる形鋼の熱間圧延方法を提案する。
【解決手段】エッジング圧延機により形鋼のフランジの先端縁部にルートフェイス102xとこのルートフェイス102xに連なる開先面102y、102zとを成形し、この後、仕上げユニバーサル圧延機4において、開先成形面43b、52bにより、開先面102y、102zを仕上げ形状に成形する。フランジ成形用空間62の先端縁部成形用空間部分62bには、主部成形用空間部分62aより狭い幅の逃がし空間64が連なっている。逃がし空間64を画成する逃がし成形面43a,52aの主部成形面42、51に対する角度は、開先成形面43b、52bの主部成形面42、51に対する角度より小さい。仕上げ圧延において、フランジ102の先端縁部102bの一部が逃がし空間64に入り込む。ルートフェイス102xの幅は、この逃がし空間64の厚さにより決定される。
(もっと読む)
H形鋼の製造方法
【課題】フランジ部の足先からウェブ部までのフランジ脚長が190mmを超える大形のH形鋼をビームブランクから製造することのできるH形鋼の製造方法を提供する。
【解決手段】ビームブランクを粗造形圧延する粗圧延機として、ビームブランクをドックボーン形状に造形するドックボーン造形用孔型8と、ビームブランクのフランジ部を圧下する箱形のフランジ圧下用孔型9と、ビームブランクのウェブ部を圧下するウェブ圧下用孔型10とを上側孔型ロール6と下側孔型ロール7との間に有するものを用い、ドックボーン形状に造形されたビームブランクのフランジ部をフランジ圧下用孔型9により圧下した後、ビームブランク1のフランジ内面と干渉しない幅で且つフランジ圧下用孔型を通過したビームブランクのフランジ脚長より大きい高さでウェブ圧下用孔型10の中央部に形成された上下一対の圧下用凸部11によりビームブランクのウェブ部を圧下する。
(もっと読む)
熱間圧延H形鋼の製造方法、及びユニバーサルエッジャミルの竪ロール
【課題】多数のロールを使用することなく製品疵や寸法不良の発生を抑制しながら熱間圧延H形鋼を製造する。
【解決手段】H形鋼のウェブ高さ調整を行うユニバーサルエッジャミルを用いて熱間圧延H形鋼を製造する際に、前記ユニバーサルエッジャミルの竪ロールとして、両端にR部を介した多段テーパー加工を施された竪ロールを用いる。
(もっと読む)
H形鋼の製造方法およびH形鋼製造設備
【課題】H形鋼を熱間圧延により製造するに際し、所望のウェブ部の厚さを有する断面形状精度の高いビームブランクを、高効率で圧延することができるH形鋼の製造方法を提供する。
【解決手段】断面矩形状の鋼片11に粗圧延を熱間で施してビームブランクを得た後、ビームブランクに中間圧延と仕上圧延を施してH形鋼を製造するに際して、鋼片11に粗圧延を施す粗圧延機12として、鋼片を上下一対の水平ロールにより圧延する水平ロール圧延機18と、水平ロール圧延機の後段または前段で鋼片を左右一対の垂直ロールにより圧延する垂直ロール圧延機19とからなり、かつ上下一対の水平ロールが当該ロールの中央部に凸部をロール全周にわたって有する粗圧延機12を用いてビームブランクを得るようにした。
(もっと読む)
H形鋼の圧延設備および圧延方法
【課題】ウェブ両端部に板厚増厚部を有するH形鋼を圧延にて製造するH形鋼の圧延設備および圧延方法を提供する。
【解決手段】本発明に係るH形鋼の圧延設備1は、粗造形圧延機2と、少なくとも一つ以上の中間ユニバーサル圧延機3を有する中間圧延機群と、仕上ユニバーサル圧延機5とを備え、粗造形圧延機2の上下ロール21a、21bのウェブ圧延部分には凸状の段差部を有さず、少なくとも中間ユニバーサル圧延機3の上下水平ロール31a、31bの幅中央部分にH形鋼最終製品のウェブに付与する板厚差の1/2以上の高さの凸状段差部を有することを特徴とするものである。
(もっと読む)
H形鋼の圧延設備および圧延方法
【課題】ウェブ両端部に板厚増厚部を有するH形鋼を圧延にて製造するH形鋼の圧延設備および圧延方法を提供する。
【解決手段】本発明に係るH形鋼の圧延設備1は、粗造形圧延機2と、少なくとも一つ以上の中間ユニバーサル圧延機3を有する中間圧延機群と、仕上ユニバーサル圧延機5とを備え、粗造形圧延機2の上下ロール21a、21bのウェブ圧延部分の幅中央部、中間ユニバーサル圧延機3の上下水平ロール31a、31bの幅中央部分、及び仕上ユニバーサル圧延機5の上下水平ロール51a、51bの幅中央部分に凸状段差部を有することを特徴とするものである。
(もっと読む)
形鋼の形状計測方法および形状計測装置
【課題】ユニバーサルミルを用いて形鋼を圧延する際に、圧延材のウェブ偏りをリアルタイムに検出する装置を安価に提供するとともに、ウェブ中心の偏り量を正確に制御する。
【解決手段】フランジとウェブを有する形鋼の圧延材を、上下対の水平ロール及び左右対の竪ロールが組み込まれたユニバーサルミルで圧延するにあたり、前記上下対の水平ロールのそれぞれに、前記形鋼までの距離を計測するためのウェブ偏り計測装置を配置し、前記ウェブ偏り計測装置のそれぞれが、圧延中の形鋼のフランジ端面からウェブ偏り計測装置までの距離をユニバーサルミル内で計測し、これら計測されたフランジ端面からウェブ偏り計測装置までの距離に基づいてウェブの偏り量を演算によって算出する。
(もっと読む)
H形鋼のウェブ中心偏りの防止方法
【課題】ウェブ中心偏りの少ないH形鋼の熱間圧延方法を提供する。
【解決手段】 H形鋼の熱間圧延の中間圧延工程において、エッジャー圧延機のエッジャーロールにより圧延材のフランジ部先端を圧延するにあたり、H形鋼の製品フランジ脚長と前記エッジャーロールの胴付部脚長との差を1.3〜2.0mmの範囲に設定して圧延することを特徴とするH形鋼のウェブ中心偏りの防止方法。
(もっと読む)
フランジを有する形鋼圧延用ガイド
【課題】フランジを有する形鋼のフランジ部先端の外側アール形成において、低コスト化と省スペース化とを可能にする。
【解決手段】フランジを有する形鋼圧延用ガイドEは、フランジを有する形鋼の最終圧延加工を行なう仕上げユニバーサル圧延機Dの出口に設けられるものであって、上ローラー11と下ローラー11とを有する上下一対のローラーを、仕上げユニバーサル圧延機の水平ロールD1の両端面に沿って設ける。上記上ローラー11と下ローラー11との内側面には、それぞれ所定の隅アールを有する角落し用の段付き部11aが設けられており、上下一対のローラーは、この角落し用の段付き部によって、フランジを有する形鋼9のフランジ部先端の外側アール部92aを形成する。
(もっと読む)
圧延材のクロップ鋸断方法
【課題】圧延ラインの効率を向上可能な圧延材のクロップ鋸断方法を提供する。
【解決手段】R2ミル15の入側のTHS(鋸断機)14で圧延材のクロップを鋸断する場合、後行圧延材2のボトムクロップをトップクロップより先に鋸断することにより、先行圧延材1の圧延が完了したら、後行圧延材2をR2ミル15に向けて速やかに送給することができる。先行圧延材1の圧延パス回数が所定回数以下であるか、先行圧延材1の圧延時間が所定時間以下であるときに、先行圧延材1の長さと後行圧延材2の送給方向先端からボトムクロップ鋸断位置までの長さの和が、R2ミル15とTHS14との距離より小さいとして、後行圧延材2のボトムクロップをトップクロップより先に鋸断する。先行圧延材1の出側への圧延時に後行圧延材2を送り出してボトムクロップを鋸断し、先行圧延材1の入側への圧延時に後行圧延材2を送り戻してトップクロップを鋸断する。
(もっと読む)
H形鋼の圧延方法
【課題】大きな設備投資を行うことなく、断面積の小さいブルームから、効率よく広幅フランジの大形H形鋼を製造する。
【解決手段】ブルームを素材とし、粗圧延工程、中間圧延工程、仕上げ圧延工程により製造するH形鋼の圧延方法において、ブルーム断面の長辺を高さ、短辺を幅とした場合に、ブルームの高さ方向がH形鋼のフランジ幅方向となるように、前記粗圧延工程で山形状の突部を有する割り込み孔型でブルームの高さ方向に割り込みを入れ、ブルームの高さ方向にフランジ幅を成形しつつ、最終の割り込み孔型によりブルームの高さに対して(1)式を満たすウェブ厚みまで割り込みを入れた後、ブルームの高さ方向を垂直にした姿勢のまま、台形状の突部を有する開孔型のウェブ内法拡幅孔型によりウェブ内法拡幅圧延を行い、粗形鋼片に造形する。
0.20≦Tc/Sh≦0.45 (1) Tc:最終の割り込み孔型で圧延後のウェブ厚み、Sh:ブルームの高さ。
(もっと読む)
形鋼の製造方法
【課題】仕上げ圧延時に形鋼素材のフランジ形状がウェブの内側に折れ曲がった形状になることを抑制することのできる形鋼の製造方法を提供する。
【解決手段】粗圧延機および中間圧延機により所定の形状に熱間圧延された形鋼素材を上下一対の水平ロール15,15と左右一対の垂直ロール16,16とにより仕上げ圧延してウェブの幅方向両端部にフランジを有する形鋼を製造するに際して、水平ロール15,15の側面15aに圧延油17を付与して形鋼素材を仕上げ圧延する。
(もっと読む)
フランジを有する形鋼の圧延方法
【課題】一組のロールセットによりウェブ高さの増加がない場合から50mmを超えるウェブ高さの拡幅を行う場合までの広範なウェブ高さのつくり分けを行っても寸法形状の不良を発生することなく、良好な品質の製品を製造する
【解決手段】粗圧延工程、中間圧延工程、および仕上げ圧延工程からなる形鋼圧延プロセスの前記中間圧延工程と仕上げ圧延工程との間に斜行ロール方式圧延機を配置し、被圧延材のウェブ両端部の余肉を圧下しつつウェブ高さの拡幅を行うウェブ高さが600mm以上のシリーズのフランジを有する形鋼の圧延方法において、斜行ロールのロール軸を圧延方向と平行で水平面に投影してこれと圧延方向に垂直な面に対してなす角度をθhとし、圧延方向と垂直な面に投影して圧延方向に平行な水平面に対してなす角度をθvとして、θhとθvとの関係をθh<θvに設定して圧延する
(もっと読む)
高靱性鋼の製造方法
【課題】マイクロアロイの添加量を増加させることなく低温靱性の優れた鋼を提供する。
【解決手段】質量%で、C:0.01〜0.20%、Si:0.01〜0.80%、Mn:0.20〜2.0%、P:0.020%以下、S:0.0070%以下、sol.Al:0.003〜0.100%を含有し、残部がFeおよび不可避的不純物からなる組成を有する鋼素材を、オーステナイト温度域でかつ1200℃以下に加熱し、オーステナイト再結晶温度域において圧延後、未再結晶上限温度以下、Ar3点以上の温度域での圧延を行うにあたり、当該圧延を2回以上の工程に分け、2回目およびそれ以降の圧延前に、圧延機に近接した誘導加熱装置により、2℃/sec以上の急速加熱を実施して温度補償することにより、未再結晶上限温度以下、Ar3点以上の温度域で70%以上の累積圧下を加え、Ar3点以上の温度から600℃以下に加速冷却することを特徴とする高靱性鋼の製造方法。
(もっと読む)
高温強度、靭性及び耐再熱脆化特性に優れた耐火鋼材並びにその製造方法
【課題】高温強度、靭性及び耐再熱脆化特性に優れた耐火鋼材並びにその製造方法を提供する。
【解決手段】質量%で、C:0.001%以上0.020%以下、Si:0.05%以上0.50%以下、Mn:0.8%以上2.0%以下、Mo:0.15%以上0.60%以下、Ti:0.005%以上0.040%未満、N:0.0001%以上0.0050%未満、Al:0.005%以上0.030%以下を含有し、P:0.03%以下、S:0.02%以下に制限し、C、Mo、Ti、Nの含有量が、C−Mo/15.47≦0.005、2≦Ti/N≦12を満足するものとし、また、その製造方法において、鋼片を1100〜1350℃に加熱し、1000℃以下での累積圧下率を30%以上として熱間圧延する。
(もっと読む)
H形鋼の圧延方法及び圧延装置
【課題】従来の一般的な配列のユニバーサルミル群を用いた圧延でも、ウエブ中心偏りを効果的に抑制可能とする。
【解決手段】UEミル12、Eミル2b、UFミル2cの順に3台の圧延機を近接して配置する。UEミル12は、圧延材3のフランジ幅、フランジ厚さ、ウエブ厚さを圧下可能な孔型形状を有する。BDミル1で鋳片を粗形鋼片に粗圧延した後、UEミル12、Eミル2b、UFミル2cで中間・仕上げ圧延を行うに際し、UEミル12で、圧延材のフランジ厚さ、ウエブ厚さの圧下と共にフランジ幅を圧下した後、Eミル2bでフランジ幅を、UFミル2cではフランジ厚さとウエブ厚さをそれぞれ圧下する。
【効果】従来の一般的な配列のユニバーサルミル群を用いてH形鋼を熱間圧延しても、ウエブ中心偏りを効果的に抑制することができる。
(もっと読む)
1 - 20 / 48
[ Back to top ]