
Fターム[4E002BA03]の内容
Fターム[4E002BA03]に分類される特許
1 - 20 / 116
熱間圧延装置および熱間圧延方法
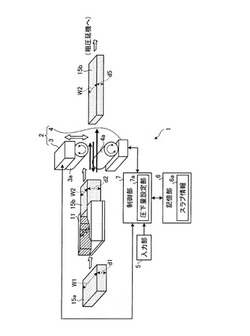
【課題】たとえ未圧延の被圧延金属材を熱間圧延する場合であっても、被圧延金属材の厚みに応じて被圧延金属材を最大限に圧下でき、これによって、所望の厚みに被圧延金属材を熱間圧延するまでに必要な熱間圧延処理の回数を低減して、熱間圧延後の金属材を用いた金属製品の生産効率を向上できること。
【解決手段】本発明の一態様にかかる熱間圧延装置1は、被圧延金属材の一例であるスラブ15bを熱間圧延する可逆回転圧延機2と、制御部7とを備える。制御部7は、1パス目の正圧延処理の際に、スラブ15bの圧延前の厚みd2に応じて設定した最大圧下量まで圧延ロール3aを圧下して、スラブ15bのうちの先端部以外を熱間圧延するように可逆回転圧延機2を制御する。また、制御部7は、2パス目の逆圧延処理の際に、少なくとも、この圧延し残した先端部を熱間圧延するように可逆回転圧延機2を制御する。
(もっと読む)
圧延機のロール組替方法

【課題】多段圧延機を備えた圧延装置において、圧延材を通板させたままワークロールを簡単に取り外せるようにする。
【解決手段】本発明の圧延機のロール組替方法は、圧延材Wを圧延する上下一対のワークロール5を有する多段圧延機1と、多段圧延機1に圧延材Wを送り出す巻出リール3と、多段圧延機1で圧延された圧延材Wを巻き取る巻取リール4とを備えた圧延装置2にて、圧延材Wを巻出リール3と巻取リール4とに掛け渡して通板させたままワークロール5を組み替えるに際して、ワークロール5を通過する圧延材Wのパスラインが略水平になるように、圧延材Wの水平位置を調整して、その後、ワークロール5を多段圧延機1から取り外すか、多段圧延機1内に組み込む。
(もっと読む)
鋼片の圧延方法
【課題】(長さ/幅)の比や(長さ/厚さ)の比が3より小さい鋼片であっても、よりクロップ低減を図ることが可能な鋼片の圧延方法を提供する。
【解決手段】複数パスのリバース圧延によって幅圧下圧延を行う鋼片1の圧延方法である。上記複数パスの少なくとも連続する2パスにおいて、1パス目で一方から予め設定した長さだけ噛み戻し圧延を行い、2パス目で、反対側から圧延する。上記2パス目の圧延速度の最大値を20[m/分]以上50[m/分]以下とした。
(もっと読む)
短尺材の圧延装置及び短尺材の圧延方法
【課題】圧延機に備えられたデフレクタロールなどへの疵付きを防止しつつ、生産性を低下させることなく短尺材の圧延を確実に行う。
【解決手段】本発明の圧延装置1は、短尺とされた圧延材Wを圧延するワークロール5を有する圧延機2と、圧延機2に圧延材Wを巻き出す巻出リール3と、圧延機2で圧延された圧延材Wを巻き取る巻取リール4とを備えた圧延装置1であって、巻出リール3から圧延材Wが巻き出される位置である巻き出し位置P1と、ワークロール5による圧下位置P2と、巻取リール4が圧延材Wを巻き取る位置である巻き取り位置P3との3位置が全て略水平ライン上に並ぶように、巻出リール3と巻取リール4又は圧延機2が配備されている。
(もっと読む)
効率的且省エネルギーな帯鋼連続鋳造及び連続圧延プロセス
【課題】効率的且つ省エネな帯鋼連続鋳造及び連続圧延プロセスを提供する。
【解決手段】連続鋳造工程に少なくとも二つのカストストランドが設けられ、鋳造ビレットを加熱するために少なくとも二台の加熱炉が設けられ、圧延ライン14を中心線としてずれて配置される。圧延ライン設備配置の最適化により、連続鋳造スラブの潜熱を最大限に利用して、ホットチャージング温度が最も高くなり、工程のエネルギー消費が比較的低くなり、生産ラインを柔軟化させ、薄いスラブ連続鋳造及び連続圧延によっては実現できなかった四つのストランドを一つのラインに合流して同じ温度の高温で直接入れて連続圧延することが実現され、連続鋳造機とロール機との生産能力は高く合わされ、圧延機の生産能力が最大限に発揮でき、単位コストが低くなり、生産ラインが短くなり、敷地も少なくなり、投資が低くなる。
(もっと読む)
ステンレス鋼板及びその製造方法
【課題】強度、延性、疲労特性及び耐へたり性の向上が期待され、特にばね用ステンレス鋼として好適なステンレス鋼を、経済的に製造する。
【解決手段】可逆式圧延機を用いて鋼帯に調質圧延を行う際に、鋼帯に10%以上の圧下率の冷間圧延を行った後に、鋼帯を可逆式圧延機から少なくとも1回取り外し、強制冷却または大気中での放冷を行ってから、鋼帯に10%以上の圧下率の冷間圧延を行うことにより、C:0.10%以下、Si:1.0%以下、Mn:2.0%以下、Cr:16.0〜18.0%、Ni:6.0〜8.0%、N:0.06〜0.25%、Nb、Ti、Vの一種以上:合計で0〜0.5%以下を含有し、残部Fe及び不純物からなる化学組成を有し、その相構造がマルテンサイト相単相またはオーステナイト相との複相組織からなり、硬度(HV)が440以上であり、伸び(El)がEl≧390-0.82HVを満足するステンレス鋼板を製造する。
(もっと読む)
線材圧延の元材の製造方法
【課題】 棒鋼や線材など条鋼を製造する際に、鋼種が変化した場合であっても孔型圧延の元材として寸法精度に優れたものを供給する。
【解決手段】本発明にかかる線材圧延の元材Wの製造方法は、鋳片Sを往復圧延することで形材Mへ成形するリバース圧延機5と、リバース圧延機5で成形された形材Mを線材圧延の元材Wに圧延する孔型を備えた圧延ロール8を複数備えた連続圧延機7と、を有する分塊圧延装置を用いて、線材圧延の元材Wを成形する際に、連続圧延機7の出側における線材圧延の元材Wの幅寸法が目標値となるように、鋳片Sの鋼種ごとに連続圧延機7の入側における形材Mの幅寸法を設定しておき、形材Mが設定された幅寸法となるように、鋳片Sをリバース圧延機5で圧延するものである。
(もっと読む)
複合ライン及び複合ラインの制御方法。
【課題】冷間圧延機を含む複合ラインを効率的に稼動させつつ、複合ラインを構成する機械数を低減し、又は設備が小型化する。
【解決手段】この発明の複合ラインは、圧延加工に供される金属板を、巻き取り、巻き戻す巻取巻戻機と、巻取巻戻機の下流に設置され、巻取巻戻機から新たに供給された金属板を、先に供給された金属板に溶接する溶接機と、溶接機の下流に設置され、通過する金属板を圧延する可逆式冷間圧延機と、可逆式冷間圧延機の下流に設定され、金属板を蓄積する中間ルーパと、中間ルーパの下流側に配置され、中間ルーパを通過した金属板に、所定の処理を施す連続処理設備と、を備える。
(もっと読む)
金属帯の冷間圧延機および冷間圧延方法
【課題】ステンレス鋼帯あるいはステンレス箔などの金属帯Sを冷間圧延する際に金属帯Sに光沢ムラが発生するのを防止できる、あるいは圧延荷重を低減しても良好な圧延が可能となる、金属帯の冷間圧延機および冷間圧延方法を提供する。
【解決手段】金属帯Sの冷間圧延に用いる圧延機100の上ワークロール1aの軸芯Xaを下ワークロール1bの軸芯Xbに対して金属帯Sの搬送方向Aにオフセットさせて圧延する。
(もっと読む)
マグネシウムストリップを製造するための最終圧延装置及びマグネシウムストリップの製造方法
【課題】マグネシウムストリップを最終圧延装置の範囲内でより効果的に加熱する。
【解決手段】薄いマグネシウムストリップ30を製造するための最終圧延装置10に、ロールギャップ31を定義する2つの加工ロール32,33を収容するロール架台11と、コイル29を収容してロールギャップ31にマグネシウムストリップ30を供給するための第1コイラー13と、マグネシウムストリップ30がロールギャップ31を貫通した後、マグネシウムストリップ30を巻くための第2コイラー12とを設ける。予熱炉15による予熱プロセスの後、第1コイラー13及びロール架台11に熱放射からコイル29又はマグネシウムストリップ30を守るフード装置21,22と加熱装置27,37とを設ける。第1コイラー13のフード装置21がコイル29をロール架台11の外方を向くそのハウジング側上のフード装置21に導入するためのコイル通過孔23の役割をする。
(もっと読む)
厚鋼板製造装置および厚鋼板製造装置における冷却装置の水冷時間設定方法
【課題】熱間圧延ラインのレイアウトに変更なく、かつ、下流側の可逆式圧延機による圧延中に冷却待ち時間を発生することなく、効率的に制御圧延を行えるようにする。
【解決手段】粗圧延機での圧延を完了した時点で、被圧延材が仕上圧延機で圧延を開始されるまでの冷却可能時間t0と、被圧延材が仕上圧延機の圧延途中で所望の中間板厚まで圧延された時に被圧延材の温度が未再結晶域上限温度θα以下となるための仕上圧延機での圧延開始目標温度θtとを予測し、これら予測結果に基づき冷却装置での水冷時間twを算出し設定するようにした。
(もっと読む)
ステッケルミルの振動を軽減する方法及び装置
【課題】本発明の目的は、調整の観点における振動の軽減のための既知の方法を単純化することである。
【解決手段】本発明は、ステッケルミルにおけるステッケルロールのフラットスポットによって生じる振動を軽減するための方法及び対応する装置に関する。調製可能なロール(3)は、ステッケルファーネスのステッケルロール(1)と圧延機スタンド(5)の駆動装置(2)との間に取り付けられ、圧延素材(6)に接触することができる。本発明は、ロール(3)によって圧延素材(6)上に加えられる力が規定された値に調整されることを特徴としている。
(もっと読む)
熱間圧延方法
【課題】本発明は、生産性の高い圧延処理ができ、次パスにおけるワークロールへの金属素材の噛み込みを円滑にできるようにした熱間圧延方法の提供を目的とする。
【解決手段】本発明は、ワークロール3aから金属素材の後端側が抜け出る際、規定長さの範囲にわたり、金属素材の通過速度を減速し、ワークロール前後の一側センサと他側センサを設け、減速点までの金属素材長さをL1、該当圧延処理工程後の金属素材の予測長さをL、減速開始直前の出側金属素材の速度をVE、ワークロールから金属素材後端が出る際の出側の金属素材速度をVE1、減速レートをγ、先進率をαとすると、金属素材長さ30m未満の際、L1=L−(VE2−VE12)/2γ(1+α)の式に従って減速ポイントを算出して自動減速圧延を行うことを特徴とする。
(もっと読む)
可逆式圧延機の制御装置及びテーパー形状の形成方法
【課題】材先端部の口割れを修正するために実施する材先端部のテーパー処理において、所望のテーパー形状を安定して得られるようにする
【解決手段】ロールR1,R2間から圧延材Wを引き抜く際のミル速度の実績値cを取得し、予め設定したテーパー量a及びテーパー長さbとミル速度の実績値cとから計算される圧下速度dに従って圧下装置2の圧下動作を制御する。そして、圧下量が予め設定したテーパー量に達したら圧下装置2の圧下動作を停止させる。
(もっと読む)
熱間圧延鋼板の製造設備列および熱間圧延鋼板の製造方法
【課題】本発明は、最終デスケーリング後に複数回の圧延をする場合や仕上げ圧延後に矯正を施す場合に発生するブリスタリング(スケール剥離)を、鋼材の温度調整や薬剤を用いることなく抑制し、表面状態の優れた熱間圧延鋼材を得ることを課題とする。
【解決手段】本発明は、デスケーリングの後、仕上げ圧延を行うとき、仕上げ圧延の前もしくは後または前記仕上げ圧延が複数の圧延で構成される場合はそれら圧延の間の、少なくとも1箇所で、大気よりも酸素濃度の低いガスを鋼板表面に吹き付けることを特徴とする熱間圧延鋼板の設備列および製造方法に関する。
(もっと読む)
マグネシウム合金コイル材の製造方法
【課題】マグネシウム合金からなる長尺な圧延板を巻き取ったコイル材であって、その全長に亘って厚さのばらつきが小さいマグネシウム合金コイル材、マグネシウム合金コイル材の製造方法、マグネシウム合金用圧延装置、及びマグネシウム合金板を提供する。
【解決手段】繰出しドラム17に配置した素材コイル材を巻き戻して、素材板100の両縁部に切断手段12により切り込みを入れて製品領域部1と細帯部2とに区切り、製品領域部1の両側に細帯部2を沿わせた状態で圧延ロール11に導入して製品領域部1及び細帯部2に温間圧延を施す。圧延が施された製品領域部1(圧延板)及び細帯部2は、巻取りドラム18により同時に巻き取られて、長尺な圧延板が巻き取られてなるマグネシウム合金コイル材が得られる。細帯部2が製品領域部1の幅方向の展伸抑制材及び保温材として機能することで、圧延板の縁部の割れを抑制することができる。
(もっと読む)
厚鋼板の製造方法
【課題】加熱された鋼片を被圧延材として可逆式圧延機に供給して厚鋼板を製造する際に高品質の厚鋼板を得ることのできる厚鋼板の製造方法を提供する。
【解決手段】可逆式圧延機14に付設された高圧水噴射装置17から被圧延材13の表面に高圧水を噴射して被圧延材13を水冷するに際して、可逆式圧延機14の出側に設けられた温度計18または可逆式圧延機14の出側または入側に設けられた温度計19により被圧延材13の水冷前表面温度を測定した後、水冷前表面温度を予め設定した上限温度と比較して当該上限温度より前記水冷前表面温度のほうが高い被圧延材長手方向の高温領域を検出し、検出された高温領域のみに高圧水が噴射されるように高圧水噴射装置17を制御して被圧延材13を水冷する。
(もっと読む)
鋼板の圧延方法及びパススケジュール算出方法
【課題】目的とする形状に鋼板を高精度に圧延すること。
【解決手段】パススケジュール演算装置が、分割部の断面積がパス間で同じになるように各パスの鋼板を長手方向に仮想的に分割し、各分割点のパス間の位置変化に基づいて、各分割点における先進率を予測する。これにより、マスフロー一定の原則からi番目のパスにおける鋼板2の分割点の位置PAは、次のi+1番目のパスでは位置PA’となり、i+1番目のパスにおける鋼板2の分割点の位置PBと一致するので、先進率を算出する際に用いられる出側板厚に誤差が生じない。このため、鋼板2の長手方向位置を高精度に算出し、目的とする形状に鋼板を高精度に圧延することができる。
(もっと読む)
厚板圧延方法
【課題】厚板圧延において、仕上圧延後の下工程の効率も含めた全体のロスを抑えることを課題とする。
【解決手段】厚板を調整圧延、幅出圧延、及び仕上圧延の順番に圧延を行い、少なくとも上記幅出圧延によって圧延長手方向の両端部に隆起部を形成する厚板圧延方法である。仕上圧延終了後の被圧延材の平面形状プロフィールを予測し、該平面形状プロフィールの予測値に基づいて幅出圧延最終パスで圧延長手方向両端部に形成すべき隆起量を、仕上圧延によって圧延長手方向端部に形成されると予測されるクロップの大きさ、及び当該クロップの圧延長手方向への突出長さに基づき決定する。
(もっと読む)
圧延機及び圧延方法
【課題】コイル状に巻かれた長尺の金属板を圧延することに適した圧延機で、金属板の繰り出し端を圧延ロールにまで確実に案内できる圧延機と圧延方法とを提供する。
【解決手段】長尺の金属板Mが巻回される巻き胴12を有するコイラ10と、前記巻き胴12に設けられて金属板Mの端部を保持する端部保持機構12Hと、このコイラ10を収納する箱体12と、コイラ10の金属板Mを所定の温度に加熱する加熱手段と、金属板が箱体の内外に渡るための挿通孔とを有するヒートボックス20と、前記コイラから繰り出された金属板を所定の圧下率に圧延する圧延ロール60とを備える。さらに、巻き胴に巻回された金属板の繰り出し端部をめくり上げるオープナー30と、このオープナーでめくり上げた金属板の繰り出し端部を前記挿通孔に案内する繰り出しガイド部と、前記繰り出し端部近傍の金属板の浮き上がりを押える繰り出しスナバロール40とを備える。
(もっと読む)
1 - 20 / 116
[ Back to top ]