
Fターム[4E002BC02]の内容
Fターム[4E002BC02]に分類される特許
1 - 20 / 67
熱延鋼板の製造方法
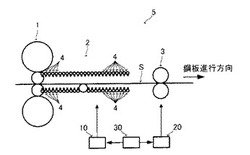
【課題】超微細粒鋼を製造する際に必要となる冷却速度、冷却量の大きな強冷却を鋼板の先端から実施し、冷却された先端部をピンチロールに噛みこませて鋼板に張力を付与するような製造方法をおこなう場合に、最終圧延機とピンチロールとの間の張力が所望の値になり、歩留まりを向上させることが可能な熱延鋼板の製造方法を提供する。
【解決手段】仕上げ圧延機列の最終圧延機1の直後に設置された冷却装置2と、該冷却装置の出側に設置されて鋼板の上下両面に当接するピンチロール3とを備えた装置を用いて、鋼板Sの先端がピンチロール3に到達する以前より鋼板Sの冷却を開始し、その後にピンチロール3で鋼板Sを狭圧して鋼板Sに張力を付与する過程を経る熱延鋼板の製造方法において、冷却による鋼板Sの長さ変化を予測し、長さ変化の予測値に基づいてピンチロール3の速度を初期設定する、熱延鋼板の製造方法。
(もっと読む)
熱間スラブのサイジング圧延方法

【課題】幅圧下量をより大きくしようとすると圧延パス数が増して能率が下がり、然も先尾端部のフィッシュテールも増大して歩留まりも低下するという課題があり、素材スラブ供給元である連続鋳造工程における工程合理化の一環である鋳込み幅集約化の推進を図る熱間スラブのサイジング圧延技術を提供する。
【解決手段】2つの厚み圧下用水平圧延機1,3と1つの幅圧下用竪型圧延機2とを、第1の水平圧延機1、竪型圧延機2、第2の水平圧延機3の並び順で近接配置したサイジング圧延設備を用い、圧延ロールとスラブとのスリップが発生しない範囲内で圧縮力が作用するように、1つの熱間スラブ4を、隣接する竪型圧延機2と第1或いは第2の水平圧延機1或いは2にて同時に圧延し、或いは隣接する第1の水平圧延機1と竪型圧延機2と第2の水平圧延機3にて同時に圧延する。
(もっと読む)
鋼片の圧延方法
【課題】(長さ/幅)の比や(長さ/厚さ)の比が3より小さい鋼片であっても、よりクロップ低減を図ることが可能な鋼片の圧延方法を提供する。
【解決手段】複数パスのリバース圧延によって幅圧下圧延を行う鋼片1の圧延方法である。上記複数パスの少なくとも連続する2パスにおいて、1パス目で一方から予め設定した長さだけ噛み戻し圧延を行い、2パス目で、反対側から圧延する。上記2パス目の圧延速度の最大値を20[m/分]以上50[m/分]以下とした。
(もっと読む)
条鋼の圧延方法
【課題】連続圧延の利点である圧延材先後端部の歩留まり向上、およびミスロールの減少を実現した上で、製品寸法変更に伴うロール替えによる生産損失を低減する技術を確立することである。
【解決手段】加熱炉から抽出されたビレットの先行材と後行材を接合して圧延する条鋼の連続圧延において、最終仕上げ圧延機(サイジングミル6)とその上流側圧延機(ブロックミル5)間の圧延材に張力を付加するとともに、サイジングミル6のロール隙を低下し、圧延中に製品寸法を変化させるようにした。サイジングミル6入側の張力を変化させると、張力はサイジングミル6内の各スタンド間張力に伝搬して各スタンドでの幅広がり率が低下するため、サイジングミル6のロール隙を低下して小さくしても、圧延材の孔型からの噛みだしなく目標形状に成形でき、フリーサイズ圧延範囲を広げることができる。
(もっと読む)
熱延鋼板の冷却方法
【課題】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板を均一に冷却する。
【解決手段】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板を冷却する方法であって、熱延鋼板を冷却する際、その通板速度を550m/min以上とすることを特徴とする、熱延鋼板の冷却方法が提供される。これにより、従来の低速な通板速度で冷却を行っていた場合に問題となっていた、熱延鋼板Hと搬送ロールやエプロンとの局所的な接触により接触部分が接触抜熱により冷却され易くなるといった点が解消され、熱延鋼板Hを十分に均一に冷却することができる。
(もっと読む)
グラフェン製造用銅箔及びそれを用いたグラフェンの製造方法
【課題】大面積のグラフェンを低コストで生産可能なグラフェン製造用銅箔及びそれを用いたグラフェンの製造方法を提供する。
【解決手段】圧延平行方向及び圧延直角方向の60度光沢度が共に500%以上であり、1000℃で1時間加熱後の平均結晶粒径が200μm以上であるグラフェン製造用銅箔である。
(もっと読む)
銅合金板材およびその製造方法
【課題】高いヤング率を有し、優れた強度を有し、電気・電子機器用のリードフレーム、コネクタ、端子材等、自動車車載用などのコネクタや端子材、リレー、スイッチなどに適した銅合金板材およびその製造方法を提供する。
【解決手段】NiとFeとSnのいずれか1種または2種または3種を合計で0.03〜5.0mass%、Pを0.01〜0.3mass%含有し、残部が銅及び不可避不純物からなる合金組成を有し、EBSD測定における結晶方位解析において、圧延板の幅方向(TD)に向く原子面の集積に関し、(111)面の法線とTDのなす角の角度が20°以内である原子面を有する領域の面積率が50%を超える銅合金板材、及びその製造方法。
(もっと読む)
プラント制御装置及び厚板圧延システム
【課題】対象プラントの生産性を低下させることなく、モータの過熱保護による操業停止を確実に防止できるプラント制御装置を提供する。
【解決手段】モータ2を駆動するドライブ装置3と、モータ2の速度基準を生成し、その生成した速度基準をドライブ装置3に送信するコントローラ4とを有するプラント制御装置1において、RMS値計算手段6及び加減速レート調整手段9を備える。RMS値計算手段6は、モータ2のトルク電流の実効値を計算する。加減速レート調整手段9は、RMS値計算手段6によって計算された実効値が所定の規定値を超えている場合に、上記速度基準の加減速レートを調整し、モータ2の過熱保護による操業停止を防止する。
(もっと読む)
銅合金板材およびその製造方法
【課題】高いヤング率を有し、優れた強度を有し、電気・電子機器用のリードフレーム、コネクタ、端子材等、自動車車載用などのコネクタや端子材、リレー、スイッチなどに適した銅合金板材およびその製造方法を提供する。
【解決手段】Ti、Feのいずれか1種または2種を合計で1.5〜4.0mass%含有し、残部が銅及び不可避不純物からなる合金組成を有し、EBSD測定における結晶方位解析において、圧延板の幅方向(TD)に向く原子面の集積に関し、(111)面の法線とTDのなす角の角度が20°以内である原子面を有する領域の面積率が50%を超える銅合金板材、及びその製造方法。
(もっと読む)
熱間圧延方法
【課題】本発明は、生産性の高い圧延処理ができ、次パスにおけるワークロールへの金属素材の噛み込みを円滑にできるようにした熱間圧延方法の提供を目的とする。
【解決手段】本発明は、ワークロール3aから金属素材の後端側が抜け出る際、規定長さの範囲にわたり、金属素材の通過速度を減速し、ワークロール前後の一側センサと他側センサを設け、減速点までの金属素材長さをL1、該当圧延処理工程後の金属素材の予測長さをL、減速開始直前の出側金属素材の速度をVE、ワークロールから金属素材後端が出る際の出側の金属素材速度をVE1、減速レートをγ、先進率をαとすると、金属素材長さ30m未満の際、L1=L−(VE2−VE12)/2γ(1+α)の式に従って減速ポイントを算出して自動減速圧延を行うことを特徴とする。
(もっと読む)
可逆式圧延機の制御装置及びテーパー形状の形成方法
【課題】材先端部の口割れを修正するために実施する材先端部のテーパー処理において、所望のテーパー形状を安定して得られるようにする
【解決手段】ロールR1,R2間から圧延材Wを引き抜く際のミル速度の実績値cを取得し、予め設定したテーパー量a及びテーパー長さbとミル速度の実績値cとから計算される圧下速度dに従って圧下装置2の圧下動作を制御する。そして、圧下量が予め設定したテーパー量に達したら圧下装置2の圧下動作を停止させる。
(もっと読む)
圧延製品の製造方法および製造プラント
【課題】薄型スラブの技術により、鋳造鋼の全ての品質の製造を可能とするプラントの配置を提供するとともに、小規模のメンテナンス、ロールの交換および/または事故のための長い中断をしないで管理することが可能な圧延方法及びその設備を提供する。
【解決手段】30〜140mmの厚みの薄型スラブに鋳造される全ての品質の鋼材が用いられ、0.7〜20mmの間で変化する厚みの帯状板を得るための圧延ライン10であって、連続鋳造機11と、均質化および必要に応じて加熱を行うトンネル炉15と、荒削りトレイン18a、18b、18cと、急加熱ユニット20と、仕上げトレイン21a〜21eとを備え、荒削りトレインと仕上げトレインを形成するスタンドの数が、前記製品の厚みと薄型スラブの速度との関数として計算され、コイル−トゥ−コイル、準エンドレスまたはエンドレスの3つのモードのうちから1つを選択できる。
(もっと読む)
熱延鋼板の製造方法および製造装置
【課題】熱間仕上連続圧延機のダミースタンドに隣接する2基の圧延スタンド間の鋼板の通板を安定化し、熱間仕上連続圧延機の少なくとも一基の中間圧延スタンドをダミースタンドとする際に、従来よりも安定して熱間圧延ラインの操業を行うことができるようにする。
【解決手段】タンデムに配置される7基の圧延スタンドF1〜F7と、隣接する2つの圧延スタンド間に配置されるルーパL1〜L6とを備える熱間仕上連続圧延機CMにおける中間圧延スタンドF6をダミースタンドとして鋼板Sを圧延する際に、入側ルーパL5のルーパロール、ダミースタンドF6の上ワークロールUWR6、および、出側ルーパL7のルーパロールの全てが鋼板Sに接触して鋼板をその板厚方向へ互い違いに押圧するように、入側ルーパL5のルーパロールの位置、および/または、出側ルーパL7のルーパロールの位置を、制御する。
(もっと読む)
条鋼圧延材の圧延方法
【課題】可及的に表面疵の発生の少ない条鋼圧延材を製造することのできるようにする。
【解決手段】条鋼圧延材2を圧延する圧延スタンド11の出側に条鋼圧延材2の幅寸法を計測する計測装置13を配置して、条鋼圧延材2の圧延を行う条鋼圧延材2の圧延方法であって、所定の圧延スタンド11を第1スタンド11aとし、第1スタンド11aに隣接する下流側の圧延スタンド11を第2スタンド11bとし、条鋼圧延材2が第1スタンド11aに導入されてから第2スタンド11bに導入される前までの第1スタンド11aにおける出側幅寸法を無張力寸法W1とすると共に、条鋼圧延材2が第2スタンド11bに導入されたときの第1スタンド11aにおける出側幅寸法を張力寸法W1’としたとき、δW1=W1−W1’の値が目標値となるように圧延ロール12の回転数を制御する。
(もっと読む)
チタン板及びチタン板の製造方法
【課題】良好な耐焼付き性、耐割れ性を有し、かつ表面を平滑とすることで、優れたプレス成形性及び洗浄性を発揮するチタン板を提供する。
【解決手段】チタン板は、表面のC濃度が及びN濃度が、それぞれ6at%以下、7at%以下であり、表面の酸化皮膜の厚さが3〜15nmの範囲内であり、表面の算術平均粗さ(Ra)が0.25μm以下であり、表面の最大高さ(Rz)が2.0μm以下である。製造方法はエステル油または油脂からなる潤滑油を用いて冷間圧延を行い、真空度が5×10−4torr以下、またはアルゴン雰囲気の不活性環境下で真空焼鈍を行なう。
(もっと読む)
金属加工油剤組成物、金属加工方法及び金属加工品
【課題】高速圧延時の潤滑性を損ねることなく、圧延後の鋼板表面に発生する油焼けと言われる変色の防止に有効な金属加工油剤組成物を提供すること。
【解決手段】(A)ヨウ素価が56〜72及び上昇融点が24℃以下であるパームオレイン油5〜98質量%、(B)コハク酸の炭素数10〜20の炭化水素置換体0.5〜45質量%、(C)コハク酸の炭素数50〜90の炭化水素置換体0.5〜15質量%、(D)リン脂質1〜35質量%を含み、成分(C)の配合量に対する成分(B)の配合量が1〜3倍であることを特徴とする金属加工油剤組成物。
(もっと読む)
中高炭素鋼板ならびにその熱間圧延方法および製造設備
【課題】 機械特性のばらつきの小さい中高炭素熱延鋼板とその熱間圧延方法および製造設備を提供する。
【解決手段】 質量%でC:0.40〜1.00%を含む中高炭素鋼板について、粗圧延機2にて粗圧延した鋼板をコイルボックス3にて保温したうえ、仕上圧延機4により、最終3段の累積圧下率が25%以上で、出側圧延速度(mm/sec)×出側板厚(mm)が18000mm2/sec以下となり、最終仕上圧延温度をAr3またはArcmから850℃までとする仕上圧延を行う。
(もっと読む)
圧延スタンドのロール駆動用モータの制御方法
【課題】ピンチロール帯のモータ電流の変動、又は駆動モータ電流の変動に対して、圧延スタンドを安定して制御可能な圧延スタンドのロール駆動用モータの制御方法を提供する。
【解決手段】インバータ装置19を用いて駆動する圧延スタンドのロール駆動用モータの制御方法であって、インバータ装置19に与えられるロール駆動用モータ16の速度指令値(Vc)から速度実績値(Vfb)を引いた値Xが、1)ドゥルーピング上限値(L2)以下であることを条件として、予め設定された値(a2)より大きい場合には、ドゥルーピング設定値(D)から補正量(b2)を引いて短時間(n2)運転することと、2)ドゥルーピング下限値(L1)以上であることを条件として、予め設定された値(a1)より小さい場合には、ドゥルーピング設定値(D)に補正量(b1)を加えて短時間(n1)運転することを繰り返し行って、前記Xの値をa1とa2の間に収束させる。
(もっと読む)
熱延鋼帯の製造方法
【課題】シートバーの搬送速度を制御する制御装置の制御動作が複雑化したりすることなく熱延鋼帯を高効率で製造することのできる熱延鋼帯の製造方法を提供する。
【解決手段】クロップシャー2とデスケーリング装置4との間に配置された搬送テーブル3によりシートバーSBを仕上圧延機5に搬送する際に、シートバーSBがクロップシャー2により切断された直後の速度と同じ搬送速度でシートバーSBをデスケーリング装置4に搬送する。また、デスケーリング装置4により酸化スケールが除去されたシートバーSBの先端部が予め設定した所定の位置に達したときにシートバーSBの搬送速度を仕上圧延機5の第1スタンドに噛み込み可能な速度まで減速する。
(もっと読む)
エッチング加工用素材の製造方法及びエッチング加工用素材
【課題】 高精細パターンを形成するリードフレームやマスク用途であっても、優れたエッチング加工が可能なエッチング加工用素材の製造方法及びエッチング加工用素材を提供する。
【解決手段】 質量%で、C:≦0.01%、Si:≦0.5%、Mn:≦1.0%、Ni:30〜50%を含有し、残部がFe及び不純物を含み、板厚が0.02〜0.15mmのエッチング加工用素材の製造方法であって、仕上冷間圧延の最終パスを10%以下の圧下率とし、且つ、前記仕上圧延のロールには、円周方向に研磨痕を形成し、円周方向と直角方向の粗さがRa:0.10〜0.25μmとしたロールを用いて圧延速度を1.2m/s以上で行なうエッチング加工用素材の製造方法。
(もっと読む)
1 - 20 / 67
[ Back to top ]