
Fターム[4E002CB09]の内容
Fターム[4E002CB09]に分類される特許
1 - 20 / 65
熱間圧延方法
【課題】鉄鋼の熱間圧延を行うに際して、圧延機に生じるスラスト力を適切に打ち消すことができる熱間圧延方法を提供する。
【解決手段】鉄鋼の熱間圧延において、仕上圧延機または/および粗圧延機の圧延ロール(バックアップロールまたはワークロール)の幅方向スラスト力を測定して、バックアップロールとワークロールをクロスさせて当該スラスト力を打ち消すことを特徴とする熱間圧延方法。
(もっと読む)
線材の製造方法

【課題】圧延材に良質なスケールを簡単に形成して、カミコミ異常を防止し得る線材の製造方法を提供する。
【解決手段】ショットブラスト工程において、圧延材Sに対しショットブラストが実施され、圧延材Sの表面積が拡大される。加熱工程では、加熱炉12において、圧延材Sをソーキング温度まで加熱する。圧延材Sがソーキング温度まで加熱されると、引き続きソーキング工程に移行する。ソーキング工程では、圧延材Sをソーキング温度に維持した状態で、所定時間ソーキングを行う。ソーキング工程は、液化天然ガスを燃焼させて水蒸気雰囲気下で実施する。ソーキング工程でソーキングされた圧延材Sは、圧延工程で熱間圧延されて線材Lが製造される。
(もっと読む)
面荒れスケール疵発生の危険性の有無の判定方法および該判定方法を用いる熱間仕上圧延機列、ならびにワークロールの面荒れの程度の判定方法および該判定方法を用いる熱間仕上圧延機列
【課題】熱間圧延により製造される製品に、面荒れスケール疵の表面品質不良が発生するのを抑制し、製品の高品質化を図る。
【解決手段】圧延機で被圧延材を圧延する前に、次の式(A)により求めた面荒れ指数φが一定の値以上になったときに、前記被圧延材の表面のスケールの破壊および凝集による面荒れスケール疵発生の危険があると判定し、前記面荒れ指数φが前記一定の値未満であれば前記面荒れスケール疵発生の危険がないと判定する。
面荒れ指数φ=φ0・K2/D・Σ(K1・L・P/W)・・・・・(A)
(もっと読む)
表面に凹凸模様を有する鋼板の製造方法
【課題】意匠性や滑り止めなどの機能性が要求される凹凸模様鋼板を多段圧延によって製造するにあたり、凹凸模様形状によらずワークロールの耐久性を落とすことなく、低コストでの凹凸模様鋼板の工業生産を可能とする方法を提案する。
【解決手段】表面に凹凸部を有したワークロールを用いた多段圧延機で圧延して金属帯板表面に凹凸模様を形成する際、胴長方向の一部を小径化した部位に凹凸部を有するロールを少なくとも一方のワークロールとして用いた多段圧延機で圧延する。
ワークロールとしては、ロールの胴長方向の両側部を残し中央部のみ小径化したロールを用いることが好ましい。
(もっと読む)
高ケイ素の帯状鋼の破損を防ぐための冷間圧延方法
高ケイ素の帯状鋼の破損を防ぐための冷間圧延方法であって、上記高ケイ素の帯状鋼は2.3重量%以上のケイ素含有量を有しており、冷間圧延の開始において、挿入する帯状鋼の温度は45℃以上であり;上記冷間圧延の処理の間において、乳化液は上記帯状鋼に散布され、上記乳化液の流量は挿入口における圧延方向において3500L/分であり、上記乳化液の流量は排出口における圧延方向において1500〜4000L/分であり、上記帯状鋼の温度は、技術的な減摩を保証するための前提条件のもとに45℃以上であることを確保されていることを特徴とする、高ケイ素の帯状鋼の破損を防ぐための冷間圧延方法。本発明の冷間圧延方法は、帯状鋼の頭部および尾部の破損を防ぎ得、完成品の割合および生産効率を上昇させ得る。 (もっと読む)
ユニバーサル圧延機の竪ロール、ユニバーサル圧延機およびT形鋼の製造方法
【課題】T形鋼の熱間圧延に用いられるユニバーサル圧延機の竪ロール、ユニバーサル圧延機、および、それらを用いたT形鋼の製造方法を提供する。
【解決手段】ロール幅方向の両端部にロール軸を中心に自由回転する大径部を有し、中央部にはロール軸に対して偏心して取り付けられる偏心リングと、前記偏心リングの外側にベアリングを介して回転する小径部を有し、またはロール幅方向の中央部にロール軸を中心に自由回転する小径部を有し、両端部にはロール軸に対して偏心して取り付けられる偏心リングと、前記偏心リングの外側にベアリングを介して回転する大径部を有し、前記偏心リングのロール軸に対する取付位置が調整可能である竪ロール。この竪ロールをウェブ先端側に配置したユニバーサル圧延機。粗ユニバーサル圧延機の左右の竪ロールの一方でウェブの先端面を圧下し、他方でフランジをその板厚方向に圧下する際、ウェブ先端面を圧下する側の竪ロールに、大径部と小径部の段差量を調整することが可能な竪ロールを用い圧延する。
(もっと読む)
圧延装置および圧延ロール
【課題】圧延ロールの組み替えが容易であり、かつ、製作コストが安い圧延装置および圧延ロールを提供する。
【解決手段】複数のスタンドS3,S5に対応する複数のカリバー23,25が成形された圧延ロール10cを備え、複数のスタンドS3,S5は共通の圧延ロール10cを取り付け可能であり、圧延ロール10cを取り付けたときに対応するカリバー23,25がパスラインPと同位置となるように設置されている。圧延ロール10cの組み替えの際には、圧延ロール10cを他のスタンドS5,S3に取り付け直すだけでよく作業が容易である。圧延ロール10cを反転させる必要がなく、片方のロールネック11の端部に連結部14を設ければよいので、製作コストが安い。
(もっと読む)
ロール疵起因ロールの特定方法
【課題】ロール疵発生時にロール疵の起因となっているロールを短時間に特定できると共に、高精度のロール疵判定ができる、ロール疵起因ロールの特定方法を提供することを課題とする。
【解決手段】複数のスタンドで構成される仕上圧延機を有する熱間圧延ラインにおいて、仕上圧延ロールが起因で鋼板表面に周期的に発生するロール疵を検出し、検出したロール疵の起因であるロールを特定する、ロール疵起因ロールの特定方法であって、ロール疵発生条件ステップと、表面疵の検知ステップと、疵の発生ピッチ演算ステップと、出側疵周期と発生ピッチとを比較する比較ステップと、一致する出側疵周期があれば、その圧延ロールを検出したロール疵の起因ロールであると特定する起因ロールの特定ステップと、一致する出側疵周期がなければ、検出したロール疵は非ロール疵であると判定する非ロール疵判定ステップとを有する。
(もっと読む)
圧延ロールプロフィールの測定方法、圧延ロールの研削方法、熱延鋼板の製造方法、圧延機、及び、熱延鋼板の製造装置
【課題】優れた表面性状を有する微細粒鋼の製造に適用し得る、圧延ロールプロフィールの測定方法、圧延ロールの研削方法、熱延鋼板の製造方法、圧延機、及び、熱延鋼板の製造装置を提供する。
【解決手段】被圧延材を圧延した後の圧延ロールの冷却による熱収縮、又は、被圧延材の圧延を開始した後の圧延ロールの加熱による熱膨張が予め指定された基準に達したか否かを判断する工程と、該工程で基準に達したと判断された場合に圧延ロールのプロフィールを測定する工程とを有する圧延ロールプロフィールの測定方法、該測定方法の結果を用いて圧延ロールを研削する圧延ロールの研削方法、及び、上記測定方法によって測定される圧延ロールを用いる熱延鋼板の製造方法、並びに、上記測定方法によって圧延ロールが測定される圧延機、及び、該圧延機を備える熱延鋼板の製造装置とする。
(もっと読む)
熱延鋼板の製造方法および製造装置
【課題】熱間仕上連続圧延機のダミースタンドに隣接する2基の圧延スタンド間の鋼板の通板を安定化し、熱間仕上連続圧延機の少なくとも一基の中間圧延スタンドをダミースタンドとする際に、従来よりも安定して熱間圧延ラインの操業を行うことができるようにする。
【解決手段】タンデムに配置される7基の圧延スタンドF1〜F7と、隣接する2つの圧延スタンド間に配置されるルーパL1〜L6とを備える熱間仕上連続圧延機CMにおける中間圧延スタンドF6をダミースタンドとして鋼板Sを圧延する際に、入側ルーパL5のルーパロール、ダミースタンドF6の上ワークロールUWR6、および、出側ルーパL7のルーパロールの全てが鋼板Sに接触して鋼板をその板厚方向へ互い違いに押圧するように、入側ルーパL5のルーパロールの位置、および/または、出側ルーパL7のルーパロールの位置を、制御する。
(もっと読む)
金属線の製造方法
【課題】金属線材の圧延中において金属線材の捻転を防止することができる金属線の製造方法を提供する。
【解決手段】全工程を通じての総減面率を75%以上となるように、金属線材を第1偏平成形ロールで温間圧延し、次に第1カリバーロールで拘束部分と下記式(1)及び式(2)を満たす非拘束部分とからなる断面形状を有するように温間圧延し、そして前記非拘束部分が押圧されるように第2偏平成形ロールで温間圧延し、さらに偏平率を低下させるように温間圧延する。
w1 ≧ 0.26w10 (1)
r1 ≧ 2.23w10 (2)
(式中、w1は非拘束部分の両端の直線距離、w10は第1カリバーロールで温間圧延した後の金属線材の幅、r1は非拘束部分の外周の曲率半径を示す。)
(もっと読む)
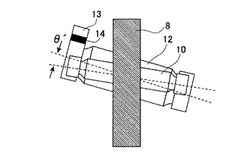
薄い熱間ストリップを製造するための装置および方法
【解決手段】 本発明は、エンドレスプロセス内において、鋳造圧延によって、薄い熱間ストリップ1を製造するための装置であって、このエンドレスプロセスが、先ず第一に、その鋳造機械内において薄スラブ3が鋳造される該鋳造機械2と、その圧延ライン内において上記薄スラブ3が鋳造工程の一次熱の利用のもとで圧延される、上記鋳造機械2の内の少なくとも1つの鋳造機械に後置された該圧延ライン4、5と、および、それら仕上げロールスタンド内において熱間ストリップ1がワークロール8でもって最終厚さへと圧延される、上記熱間ストリップ1の搬送方向Fにおいて後方の領域6内に設けられた多数の該仕上げロールスタンド7とを備える様式の上記装置に関する。エンドレスプロセス内における、薄い熱間ストリップの製造製造を改善するために、本発明において、仕上げロールスタンド7のワークロール8が、摩耗の少ないロール表面を有している。更に、本発明は、エンドレスプロセス内において、鋳造圧延によって、薄い熱間ストリップ1を製造するための方法に関する。  (もっと読む)
(もっと読む)
長寿命冷延ロール
【課題】優れた表面性状を備える缶用鋼板を製造することができ、かつ、寿命の長い冷延ロールを提供する。
【解決手段】ロール表面にレーザーを照射し、円周方向及びロール軸方向に、所定の間隔で穴を形成した冷延ロールにおいて、(i)穴の半径rと深さdが下記式(1)を満たし、かつ、(ii)穴の周縁が平坦であることを特徴とする長寿命冷延ロール。
0.90・r≦d≦1.20・r(30μm≦r≦125μm)・・・(1)
(もっと読む)
ラルゼン型継手を有する矢板製品の製造方法
【課題】孔型を構成する二重ロール対によるラルゼン型継手を有する矢板製品の仕上加工において,中間材の噛み込み姿勢を安定化させ,矢板製品の継手を安定的に製造する方法を提供する。
【解決手段】一連の二重ロール対に刻設した孔型を用いて圧延及び曲げ成形により素材からラルゼン型継手を有する矢板製品を製造する方法において,該矢板製品の中間材の継手対応部位に対して行う曲げ成形を,前記二重ロール対のピッチラインにほぼ垂直な方向の力を加えることによって行い,前記ラルゼン型継手を有する矢板製品を成形する。
(もっと読む)
冷間圧延ロールの冷却方法および冷間圧延方法ならびに冷間圧延ロールの冷却装置
【課題】循環式圧延油供給方式において、高速圧延の場合でも必要とされる良好な潤滑性を確保しつつ、効果的にワークロールのサーマルクラウンを抑制することができる冷間圧延ロールの冷却方法を提供すること。
【解決手段】金属板1を冷間圧延する冷間圧延装置の圧延機スタンドのロール2aに、循環使用される第1のエマルション圧延油19を供給し、少なくとも一つのロール2aに、第1のエマルション圧延油19の供給配管7から分岐して、冷却手段14を介した第2のエマルション圧延油20を、振動を与えつつ供給する。
(もっと読む)
冷間圧延機列、冷間圧延ライン、金属板の冷間圧延方法、ならびに、冷延金属板の製造方法
【課題】高張力鋼板などの金属板Sとワークロール12,13の間のスリップを防止し、金属板Sを高圧下率、高速で圧延できる冷間圧延機列1、冷間圧延ライン100、金属板の冷間圧延方法、ならびに、冷延金属板の製造方法を提供する。
【解決手段】第1圧延機F1のロールを5本で構成し、全て非駆動式とするとともに、第2圧延機以降(F2〜F6)のロールを4本で構成し、該4本のロールのうちの、金属板Sを直接圧延するワークロール2本(12,13)を駆動式とする。
(もっと読む)
冷間圧延機列、冷間圧延ライン、金属板の冷間圧延方法、ならびに、冷延金属板の製造方法
【課題】高張力鋼板などの金属板Sとワークロール8,9の間のスリップを防止し、金属板Sを高圧下率、高速で圧延できる冷間圧延機列1、冷間圧延ライン100、金属板の冷間圧延方法、ならびに、冷延金属板の製造方法を提供する。
【解決手段】第1圧延機F1のロールを全て非駆動式とするとともに、第2圧延機以降(F2〜F6)のロールのうちの、金属板Sを直接圧延するワークロール2本(8,9)を駆動式とする。
(もっと読む)
耐ヒートスクラッチ性に優れた冷間圧延方法および冷間圧延装置、ならびに耐ヒートスクラッチ性に優れた冷延金属板の製造方法
【課題】エマルション圧延油が供給される冷間圧延において、高速圧延および高負荷圧延が求められる材料に対して、操業上の問題を生じさせずに確実にヒートスクラッチを防止することができる耐ヒートスクラッチ性に優れた冷間圧延方法を提供すること。
【解決手段】1または複数の圧延機スタンドを有する冷間圧延装置を用いて金属板を冷間圧延するにあたり、エマルション圧延油と酸素との混合物を少なくとも1つの圧延機スタンド入側に供給する。この場合に、主ノズルから酸素を噴射するのと同時に、主ノズルの外側に設けられた副ノズルから、酸素を周囲の大気と遮断するようにして、エマルション圧延油を噴射する。
(もっと読む)
冷間圧延方法
【課題】特にワークロールに表面粗さが小さいものを使用する場合に、焼付きの発生を防止しながら、ロールバイトへの導入油量が小さくても、ワークロールの表面粗さの変化が抑制され、表面粗さの小さい金属帯を安定して製造するための方途について、提供する。
【解決手段】表面の算術平均粗さが0.05〜0.4μmのワークロールを使用して冷間圧延を行うに当たり、平均粒子径:0.01〜0.2μmの固体粒子が含有された圧延油を循環使用する。
(もっと読む)
熱間圧延設備ならびに熱間圧延方法
【課題】鉄鋼製造プロセスにおける熱間圧延工程で使用される熱間圧延設備及び方法であって、特にワークロールの肌荒れや焼付きなどを抑制するための熱間圧延設備及び熱間圧延方法を提供する。
【解決手段】ロールバイト入側に鋼材冷却水用ヘッダー6と、ロ−ル冷却水用ヘッダー4および潤滑油供給用ヘッダー3とが配設された熱間仕上圧延機において、鋼材冷却ヘッダー6の圧延方向上流側に、不燃性ガス噴射ヘッダー7を設置し、ロール回転方向に対して潤滑油供給用ヘッダー3がロール冷却水用ヘッダーの上流側に設置され、当該潤滑油供給用ヘッダー3で供給する潤滑油が粒状もしくは霧状の状態で不燃性ガスによって噴霧供給されることを特徴とする熱間圧延設備、及び圧延方法。
(もっと読む)
1 - 20 / 65
[ Back to top ]