
Fターム[4E004MB20]の内容
連続鋳造 (7,741) | 注湯・溶湯のためのもの (870) | その他 (137)
Fターム[4E004MB20]に分類される特許
1 - 20 / 137
高清浄度鋼の製造方法
【課題】取鍋からタンディッシュへの溶鋼注入中に吹き込まれるガスの気泡により介在物を効率よく捕捉することで、溶鋼中の介在物を効果的に除去し、清浄度の高い鋼を製造する。
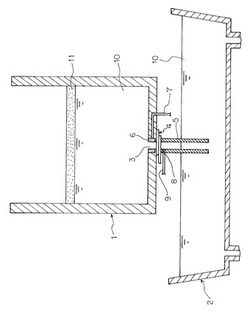
【解決手段】底部の出鋼口3に溶鋼の流量調整手段4を介して注入管5が接続された取鍋1を用い、この取鍋1内の溶鋼を、下部をタンディッシュ2内の溶鋼に浸漬させた注入管5を通じてタンディッシュ2に出鋼するに際し、取鍋の出鋼口3から流量調整手段4までの間に配したポーラスプラグ6を通じて、溶鋼中に不活性ガスを吹き込むとともに、注入管5の上端寄りの位置から、注入管5内を流れる溶鋼中に不活性ガスを吹き込む。吹き込まれたガスの微細化、溶鋼中での気泡の滞留時間の確保、及び注入管内での負圧による気泡の膨張の抑制により、吹き込みガスの気泡により介在物を効率よく捕捉できる。
(もっと読む)
チタンまたはチタン合金からなるスラブの連続鋳造方法および連続鋳造装置

【課題】鋳肌の状態が良好なスラブを効率的に鋳造することができるようにする。
【解決手段】鋳型2内の溶湯12の湯面をプラズマトーチ7で加熱する。そして、鋳型2の長辺方向の両端部への単位時間当たりの熱量が、長辺方向の中央部への単位時間当たりの熱量よりも多くなるように、プラズマトーチ7を制御する。
(もっと読む)
連続鋳造方法
【課題】溶鋼の凝固温度を製造工程中に測定可能にすると共に測定精度を向上させて、溶鋼の目標鋳込温度の迅速且つ適正な設定を可能にすることによって、製造金属の品質の向上を図る連続鋳造方法を提供することを課題とする。
【解決手段】ステンレス溶鋼2の精錬工程Cの後に、精錬したステンレス溶鋼2を連続鋳造する連続鋳造方法は、精錬工程C内で、成分調整を行った後のステンレス溶鋼2の凝固温度を測定する凝固温度測定ステップと、測定した凝固温度に所定の過熱度を加えた温度を、連続鋳造におけるステンレス溶鋼2の目標鋳込温度に設定する目標鋳込温度設定ステップと、目標鋳込温度に基づき、連続鋳造におけるステンレス溶鋼2の鋳込温度を調節する温度調節ステップとを含む。
(もっと読む)
金属溶湯濾過装置
【課題】残湯量を少なくすることができ、さらには、濾過処理中に金属溶湯が酸化するのを抑制することができる金属溶湯濾過装置を提供する。
【解決手段】本発明の金属溶湯濾過装置1は、金属溶湯を貯留する貯留部5に横向きの多孔質セラミックスチューブ6を配し、貯留部5内に貯留する金属溶湯の容量を減少させるように貯留部5の上方部分を塞ぐ閉塞部9を設けたことを特徴とする。閉塞部9の下端面9aは、入湯口4の底面4aよりも下方に位置させることが好ましい。
(もっと読む)
金属溶製用溶解炉およびこれを用いた合金インゴットの溶製方法
【課題】ハースに金属原料と合金原料の比を精度よく制御しつつ供給することができる金属溶製用溶解炉を提供する。
【解決手段】原料供給装置と、原料の溶湯を保持するハースと、溶湯を装入する鋳型と、鋳型下方からインゴットを引き抜く治具とを備え、ハースは秤量器に載置され、原料供給装置は金属原料フィーダーおよび合金原料フィーダーより構成されている金属溶製用溶解炉。また、この金属溶製用溶解炉を用いた合金インゴットの溶製方法において、金属原料フィーダーのみを連続的に稼動させて所定量の金属原料をハースに供給した後、次いで、合金原料フィーダーを間歇的に稼動させてハースに投入された金属原料の重量に見合った合金原料を供給する合金インゴットの溶製方法。
(もっと読む)
取鍋の操業方法
【課題】低コストで、安全性を考慮しつつ、ポーラスプラグの寿命延長を図る。
【解決手段】底部に設けたポーラスプラグから不活性ガスを吹込む取鍋操業である。ポーラスプラグに不活性ガスを供給する配管の途中に逆止弁を設置して、当該逆止弁とポーラスプラグ間の配管内のガス圧力が、取鍋精錬終了後から取鍋が連続鋳造設備に到着して溶鋼排出を開始する時点で、10×104Pa以上となるように維持する。さらに、取鍋内溶鋼を排出後のポーラスプラグの酸素洗浄時には、取鍋外よりポーラスプラグに、前記した圧力以上で不活性ガスを吹込み、予め定めておいた所定のガス流量になった時点で信号を発するようにしておくことが好ましい。
【効果】ガスの吹込み停止後もポーラスプラグの通気性を確保できるので、ポーラスプラグへの地金差し等が抑制でき、ポーラスプラグの洗浄時間が短かくなってポーラスプラグの損耗が減少し、寿命が向上する。
(もっと読む)
移動速度検出器、連続鋳造装置
【課題】導電体表面の移動速度を簡易な構成で検出でき、さらには同時にレベル検出をも可能とする小型で低価格の移動速度検出器を提供するとともに、このような移動速度検出器を備えた連続鋳造装置を提供する。
【解決手段】移動速度検出器1を、導体表面Zaから等距離に設けた主コイル21と従コイル22とをコンデンサ3と共に同じ電流で並列共振させ、導電体表面における渦電流の移動によって影響を受けた主コイル21と従コイル22の電圧波形の位相差を検出し、その位相差に基づいて、導電体表面Zaの移動速度を検出するように構成し、また並列共振の共振周波数に基づいて導体表面Zaから主コイル21及び従コイル22までの距離を検出し、その距離により移動速度の補正をも可能とするように構成した。
(もっと読む)
連々続鋳造方法
【課題】連々続鋳造の境界部で吸窒を発生させない。
【解決手段】連々続鋳造において、予めタンディッシュ1内の溶鋼重量を監視してタンディッシュ1内の溶鋼湯面への注入管4の下端の浸漬状況を把握しておく。溶鋼供給中の取鍋3からの溶鋼供給の停止後、タンディッシュ1内の溶鋼が、タンディッシュ1内の空間容積とArガスでの置換速度から求められる置換時間を確保できる所定の重量になった時に、注入管4の内側および注入管の外側におけるタンディッシュ内空間A,BのN2ガス供給を停止してArガスへの置換を開始する。次回の取鍋3の溶鋼供給の開始後、タンディッシュ1内の溶鋼湯面が上昇し、注入管4の下端が該溶鋼湯面に浸漬した直後から前記空間A,BへのArガスの供給を減少しつつN2ガスへの置換を開始する。
【効果】特に窒素が高いと表面割れ等が発生しやすくなるNb含有鋼等で低N化が必要となるような鋼種を、高品質に安価に製造可能となる。
(もっと読む)
連続鋳造鋳片の製造方法
【課題】複数のストランドを有する鋼の連続鋳造機において、浸漬ノズル内面への酸化物の付着抑制効果を、簡単な構成の装置を用いて、各浸漬ノズルに対して同等かつ安定して得ることが可能な連続鋳造鋳片の製造方法を提供する。
【解決手段】各ストランドに対応する各浸漬ノズルをそれぞれ一方の電極とし、これらの各電極の対極として1つの共有電極をタンディッシュ内の溶鋼に浸漬してストランドごとに電気回路を構成し、各電気回路にそれぞれ電源を配置し、各電源から各電気回路に、電流値が10-300Aで、周期が6-20msであり、電圧の正負が交互に切り替わるパルス波形の通電を、周期、位相および電圧を互いに同一として行い、かつ、前記パルス波形の1周期における、前記浸漬ノズルが負極となる期間を正極となる期間よりも長くすることを特徴とする連続鋳造鋳片の製造方法。
(もっと読む)
銅合金の鋳塊及びその製造方法、それより得られる銅合金板材
【課題】シビアな曲げ加工においておいても割れを生じにくく、高い強度を実現することができ、またその鋳塊におけるブローホールの発生を抑えた銅合金の鋳塊及びその製造方法、それより得られる銅合金板材を提供する。
【解決手段】塊横断面の金属組織における下記式で示す等軸晶面積率が70%以上であり、その等軸晶の結晶粒径が5mm以下であることを特徴とする銅合金の鋳塊。等軸晶面積率=鋳塊横断面中の等軸晶域面積/鋳塊横断面面積×100(%)
(もっと読む)
アルミニウム合金の製造方法及び鋳造装置
【課題】超音波を照射して凝固組織を均一微細化するためのアルミニウム合金の製造法及び装置。
【解決手段】鋳造鋳型上部にヘッダ1と、該ヘッダ内部と鋳型内部を分ける絞り板7と、ヘッダ内部の溶湯に浸漬するように設けられた超音波ホーン3とを有し、該超音波ホーンが前記絞り板の中心部に設けられた出湯口8と同軸上に超音波ホーンに配するとともに、前記絞り板に設けられた出湯口は上部に向かって直径が大きくなる円錐台部を有する形状とされた鋳造装置を用い、前記円錐台部の上端部の直径をD、円錐台部の下端部の直径をd、超音波ホーンの先端の直径をDhとしたとき、Dh≦D≦1.5Dhであり、かつd/D=0.4〜0.6の範囲の出湯口を有する絞り板を用い、前記超音波ホーンをその先端と前記絞り板の上端部までの距離が0.05λ〜0.35λ(λは合金溶湯中での波長)となる位置に設置して、溶湯がヘッダ内部を流動する間に超音波を照射する。
(もっと読む)
浸漬ノズルの浸漬深さ変更方法
【課題】鋳造初期及び鋳造末期に、鋳型内の溶鋼の湯面変動を起こりにくくする。
【解決手段】連続鋳造において、鋳造開始後から鋳造速度が定速に達する前まで、浸漬ノズルの鋳型内の溶鋼への浸漬深さを深くする。そして、鋳造開始後に鋳造速度が連続鋳造の定速に達した時の浸漬ノズルの浸漬深さを、鋳造開始後から鋳造速度が定速に達する前までの浸漬ノズルの浸漬深さより浅くする。その後、鋳造速度が定速であり且つ鋳造終了時に近い状態にかけて、浸漬ノズルの浸漬深さを、徐々に深くする。鋳造開始後に鋳造速度が連続鋳造の定速に達した時の浸漬ノズルの浸漬深さは、連続鋳造中の浸漬深さの中のうち最も浅くする。
(もっと読む)
アルミニウム合金のDC鋳造方法およびアルミニウム合金DC鋳造用の溶湯分配器
【課題】中央逆偏析の防止により優れるアルミニウム合金のDC鋳造方法およびアルミニウム合金DC鋳造用の溶湯分配器を提供する。
【解決手段】第1側面113と第1底面111とを有する上段溶湯分配器11とその下方に配置され第2側面123と第2底面121とを有する下段溶湯分配器12を用いるアルミニウム合金のDCスラブ鋳造方法において、スパウト14から供給されるアルミニウム合金の溶湯LAを上段溶湯分配器の第1底面で受け止め、上段溶湯分配器はその第1側面から溶湯を水平方向に放出し、下段溶湯分配器は水平方向から放出された溶湯を受け、その一部を下段溶湯分配器の第2側面から水平方向に放出し、上段溶湯分配器の第1底面と下段溶湯分配器の第2底面間に導かれた後、第2底面又は第2側面から下方又は斜め下方に前記溶湯を放出する。
(もっと読む)
鋼の連続鋳造方法
【課題】浸漬ノズルの内壁面にアルミナが付着するのを効果的に抑制し、浸漬ノズルの閉塞を防止することができる鋼の連続鋳造方法を提供する。
【解決手段】浸漬ノズル6の内壁のうち、吐出孔13の上端より少なくとも500mm上方の位置から下方の領域の全てを、質量%で、CaOを2%以上5%未満、SiO2を20%以下で含有するアルミナ−グラファイト質耐火物で構成した浸漬ノズル6を用い、この浸漬ノズル6内にArガスを吹き込み、浸漬ノズル内でのArガスの流量を0.8〜8Nl/minとしつつ、25〜200cm/sの流速で溶鋼2を通過させて吐出孔13から鋳型14に供給し、連続鋳造を行う。
(もっと読む)
連続鋳造方法、連続鋳造の制御装置及びプログラム
【課題】鋳型内における浸漬ノズルの左右での溶鋼の偏流に伴う操業トラブルを回避できるようにする。
【解決手段】溶鋼1から鋳型用の冷却水までの間に凝固シェル2、モールドパウダー層3、鋳型4の各熱伝導体が存在する連続鋳造において、浸漬ノズル6を挟む左右位置それぞれにおいて鋳型長辺4L内に鋳造方向に位置をずらして埋設された複数の測温手段を用いて、右位置での熱伝達係数αR及び熱伝達係数βRを同時に決定し、また、左位置での熱伝達係数αL及び熱伝達係数βLを同時に決定する。そして、熱伝達係数αR及びαLが共に500〜50000W/m2・Kの場合であって、熱伝達係数βRと熱伝達係数βLとの比が所定の値を超えて異なるとき、浸漬ノズル6の左右で溶鋼の偏流が発生していると推定されるので、鋳造速度を減少させる。
(もっと読む)
連続鋳造方法、連続鋳造の制御装置及びプログラム
【課題】鋳型内における浸漬ノズルからの溶鋼の吐出流角度の変化に伴う操業トラブルを回避できるようにする。
【解決手段】溶鋼1から鋳型用の冷却水までの間に凝固シェル2、モールドパウダー層3、鋳型4の各熱伝導体が存在する連続鋳造において、浸漬ノズル6を挟む左右のうち少なくともいずれかの鋳型幅方向位置において鋳型長辺4L内に鋳造方向に位置をずらして3箇所以上に埋設された測温手段を用いて、凝固シェル2と鋳型4との間の熱伝達係数α及び溶鋼1と凝固シェル2との間の熱伝達係数βを複数の鋳造方向位置でそれぞれ同時に決定する。そして、複数の熱伝達係数βのうち最大値を示す熱伝達係数βmaxの鋳型幅方向位置及び鋳造方向位置に基づいて浸漬ノズル6からの溶鋼の吐出流角度を求め、所定の吐出流角度から所定の値以上外れているとき、鋳造速度を減少させる。
(もっと読む)
ロングノズル
【課題】上端部のメタルケースとロングノズル本体の耐火物の間に設けられた不活性ガスを吹き出す空隙が閉塞して、ガスの噴出が阻害されても、ロングノズルとその上部のノズルとの接合部付近のシール性が維持されるようにする。
【解決手段】上端部はメタルケース1で囲繞されており、ロングノズル本体の耐火物2の間には、ガス導入口3からの不活性ガスを吹き出すための空隙、すなわち、第1のガス噴出口4が設けられている。これに加えて、前記上端部のメタルケースの上端面に、第2のガス噴出口5が設けられ、この第2のガス噴出口が複数全周に亘って複数設置されている。
(もっと読む)
ロングノズル
【課題】ロングノズル下端付近におけるスラグ等の付着量増大を抑制すること。
【解決手段】取鍋から溶鋼をタンディッシュに排出するロングノズルにおいて、前記ロングノズルの下端から、少なくとも浸漬部(前記ロングノズルをタンディッシュ内溶融物中へ浸漬する際の、溶融物層の上面までの領域をいう。)上端位置よりも上方の領域に亘って、前記ロングノズルの横方向断面上の内孔径が下端方向に拡大し、外径が下端方向に縮小するようにした。
(もっと読む)
溶鋼流速測定方法、溶鋼流速測定装置および連続鋳造の操業方法
【課題】連続鋳造用鋳型内で流動する溶鋼の流速を非接触で測定する際の測定誤差を低減させること。
【解決手段】本発明のある実施の形態の連続鋳造機2は、鋳型21内に外部から静磁場を印加する電磁石231,232と、静磁場の印加によって磁場勾配が発生する電磁石231,232の上端近傍および下端近傍を測定点として設置され、各測定点における静磁場の印加磁場方向成分を検出する磁気センサ24と、各測定点における印加磁場方向成分の変化を検出し、この印加磁場方向成分の変化をもとに各測定点における溶鋼26の流速の磁場勾配方向成分を測定する演算装置25とを備える。
(もっと読む)
連続鋳造装置並びにこれを用いて製造された鋳造棒及びその製造方法
【課題】溶湯中の有害な介在物を除去して高品質な鋳造棒を得ることができる連続鋳造装置並びにこれを用いて製造された鋳造棒及びその製造方法を提供すること。
【解決手段】連続鋳造装置1は、溶湯Mが貯溜される保持炉3と、保持炉3に貯溜された溶湯Mが供給されるタンディッシュ7と、一端部側が保持炉3に取り付けられ、他端部側がタンディッシュ7に取り付けられて、保持炉3内の溶湯Mをタンディッシュ7に供給する給湯管6と、を備え、溶湯Mから鋳塊を連続鋳造する。保持炉3とタンディッシュ7と給湯管6とは、溶湯Mが流れる溶湯経路11を形成する。溶湯経路11は、その溶湯経路11中に溶湯Mを濾過するフィルタFを有している。保持炉3には、保持炉3内の溶湯Mを加圧する加圧装置2が設けられている。
(もっと読む)
1 - 20 / 137
[ Back to top ]