
Fターム[4E004NC04]の内容
Fターム[4E004NC04]に分類される特許
41 - 60 / 264
厚板用鋼材、および厚板用鋼材の素材となる鋳片の連続鋳造方法
【課題】組織が均一であり、再加熱時の結晶粒の粗大化を抑制可能な厚板用鋼材およびその素材となる鋳片の連続鋳造方法を提供する。
【解決手段】(1)連続鋳造された鋳片を素材として製造された厚板用鋼材であって、質量%で、C:0.01-0.20%、Si:0.02-0.5%、Mn:0.6-3.0%、P:0.02%以下、S:0.002-0.008%、Ti:0.005-0.03%、N:0.002-0.008%、Al:0.0005-0.05%、O:0.0001-0.015%およびBi:0.0001-0.03%を含有し、残部がFeおよび不純物からなり、偏析指数が1.0-2.2であり、結晶粒径指数が0.3-0.9であり、靭性指数が1.5-3.0であることを特徴とする厚板用鋼材。(2)溶鋼中に浸漬させた浸漬ランス内に、Biを含有する金属ワイヤーを挿入することにより、前記浸漬ランス内で金属蒸気を発生させ、キャリア・ガスとともに前記溶鋼中に供給することを特徴とする連続鋳造方法。
(もっと読む)
鋼の連続鋳造方法および鋼板の製造方法

【課題】気泡や非金属介在物、モールドフラックスの巻き込みによる欠陥が少なく、且つブリスター欠陥が少ない鋼板を製造する。
【解決手段】各々1対の上部磁極と下部磁極を備えるとともに、溶鋼吐出角度が10°以上30°未満の浸漬ノズルを備えた連続鋳造機を用い、前記上部磁極と下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、極低炭素鋼を連続鋳造するに際し、極低炭素鋼の化学成分を、凝固シェル前面の濃度境界層中の界面張力勾配を考慮した特定の範囲に調整するとともに、鋳造するスラブ幅および鋳造速度に応じて、上部磁極と下部磁極に各々印加する直流磁界の強度を最適化し、さらに、このような連続鋳造法で鋳造されたスラブを圧延して得られた熱延鋼板を、特定の条件で酸洗および冷間圧延する。
(もっと読む)
鋼の連続鋳造方法
【課題】 高抗張力鋼であっても中心偏析の鋼材質への影響を少なくすることができ、耐HIC特性に優れる成分組成の鋳片を鋳造する方法を提供する。
【解決手段】 本発明に係る鋼の連続鋳造方法は、溶鋼のC、Si、Mn、P、S、Cr、Mo、V、Cu、Ni、Nb、Tiの濃度(質量%)から下記の(1)式で算出されるPSEGが4.3以下の溶鋼をタンディッシュから鋳型内に連続的に注入して鋳片を製造することを特徴とする。
PSEG=4.46[%C]+3.32[%Si]+2.37[%Mn]+22.36[%P]+14.87[%S]+1.18[%Cr]+2.0[%Mo]+1.74[%V]+1.74[%Cu]+1.7[%Ni]+7.95[%Nb]+7.1[%Ti]…(1)
(もっと読む)
高強度鋼板用の連続鋳造鋳片およびその連続鋳造方法、ならびにその鋳片から得られた鋼板
【課題】曲げ加工時に表面でのすじ模様が発生しにくい鋼板用の素材として使用できる連続鋳造鋳片およびその連続鋳造方法を提供する。
【解決手段】(1)質量%で、C:0.03%以上0.20%以下、Si:0.005%以上2.0%以下、Mn:1.2%以上3.5%以下、P:0.1%以下、S:0.01%以下、N:0.01%以下、Al:0.001%以上1.0%以下およびBi:0.0001%以上0.05%以下を含有し、残部がFeおよび不純物からなり、連続鋳造鋳片の表層から10mmの範囲内におけるデンドライトの1次アームの間隔が300μm以下であり、前記デンドライトの1次アームの樹間のMn含有率と鋳片の平均Mn含有率の比が2.5以下であることを特徴とする高強度鋼板用の連続鋳造鋳片。(2)溶鋼中に浸漬させた浸漬ランス内に、Biを含有する金属ワイヤーを挿入することにより、浸漬ランス内で金属蒸気を発生させ、キャリアガスとともに溶鋼中に供給することを特徴とする連続鋳造方法。
(もっと読む)
垂直型連続鋳造における鋳片の二次冷却方法
【課題】垂直型連続鋳造における鋳片の二次冷却の水量密度とエア及び水の体積比すなわち気水体積比をコントロールするための、鋼片の表面疵レベルを損なうことのない、ミスト冷却方法を提供する。
【解決手段】垂直型連続鋳造における鋳片のミスト冷却による二次冷却帯の冷却方法において、二次冷却帯における引抜き中の鋳片を冷却するために、ミストノズルから噴射するミスト冷却用のミストのエア及び水の気水体積比を、下記の式(1)及び式(2)かの条件を満たすものとし、ミスト冷却により緩冷却する垂直型連続鋳造における鋳片の緩冷却方法である。log(気水体積比)≧−1.25×log(水量密度[m3/m2・sec])−2.02……式(1)気水体積比≧17……式(2)なお、logは常用対数である。
(もっと読む)
ガラス状金属組成物の処理における二酸化炭素及び/又は一酸化炭素の気体の利用
本発明は、鉄基ガラス形成合金の形成方法である。本方法は、鉄基ガラス形成合金の原料を供給する段階と、前記原料を溶融する段階と、50%又はそれ以上の二酸化炭素、一酸化炭素又はそれらの混合物から選択される気体を含む環境で前記原料を長状体に鋳造する段階と、を含む。  (もっと読む)
(もっと読む)
鋼の連続鋳造方法
【課題】割れ欠陥の発生等を招くことなく溶鋼などの鋼を高速で連続鋳造することのできる鋼の連続鋳造方法を提供する。
【解決手段】連続鋳造機により溶鋼を連続鋳造するに際して、鋳型からi−1番目に位置する上側ガイドロール18とi番目に位置する上側ガイドロールとの間で滞留するロール溜まり水20のオーバーフロー水量QOFを算出し、溶鋼の鋳造速度が1.4m/min以上のときにオーバーフロー水量QOFをQOF<50L/minにして溶鋼を連続鋳造する。
(もっと読む)
鋼の連続鋳造方法
【課題】未凝固大圧下を実施した鋳片を歩留よく製造することができる鋼の連続鋳造方法を提供する。
【解決手段】少なくとも1対の圧下ロール対を用いて、未凝固部を含む鋳片を大圧下する鋼の連続鋳造方法であって、前鋳込み鋼種を、合金元素を含有する鋼種とし、後鋳込み鋼種を、該前鋳込み鋼種の該合金元素含有率よりも低い含有率か、または該合金元素を含有しない鋼種として連々鋳することを特徴とする鋼の連続鋳造方法。この方法を実施する際に、鋳型内に溶鋼を供給するための容器であるタンディッシュ内において、前記前鋳込み鋼種と前記後鋳込み鋼種の各成分組成が混在することにより形成される境界部の鋳片についても、前記前鋳込み鋼種の定常部に継続して大圧下を行い、後鋳込み鋼種の鋳造中または鋳造終了時に、該圧下ロール対を開放して圧下を終了することが好ましい。
(もっと読む)
Cr含有合金鋼製丸鋳片の連続鋳造方法
【課題】C含有量が0.15質量%以下、Cr含有量が1.0質量%以上、3.0質量%以下の、Cr含有合金鋼製の直径が300mm以上の丸鋳片を、内面品質及び表面品質を確保して連続鋳造する。
【解決手段】C:0.15質量%以下、Cr:1.0質量%〜3.0質量%を含有するCr含有合金鋼から、直径が300mm以上の丸鋳片を、少なくとも水平部を有する連続鋳造機を用いて連続鋳造する方法である。鋳造速度を0.45m/min〜0.55m/min、二次冷却の比水量を0.8リットル/kg〜1.4リットル/kgとして、遅くとも前記水平部の入り側までに凝固を完了させる。
【効果】C:0.15質量%以下、Cr:1.0質量%以上、3.0質量%以下を含有するCr含有合金鋼製の、直径が300mm以上の丸鋳片を、内面品質及び表面品質を確保して連続鋳造することが可能になる。
(もっと読む)
鋼の連続鋳造方法
【課題】鋳片の幅方向の温度偏差と表面の過冷却とを抑制して、鋳片の内部割れ防止と表面割れ防止の両立を図り、良質の鋳片を製造可能な鋼の連続鋳造方法を提供する。
【解決手段】鋳型10と二次冷却帯11を有する連続鋳造機12を用い、鋳型10から、Siを1.0質量%以上、又はCrを10質量%以上、又はCを0.5質量%以上含む鋳片13を引き抜き、二次冷却帯11の多数の冷却用ノズルで冷却する鋼の連続鋳造方法において、二次冷却帯11のうち、鋳型10の直下から、鋳造方向に0.6mまでの冷却範囲R1と、鋳型10の直下から鋳造方向に、0.6mから1.2mまでの冷却範囲R2とで、冷却用ノズルから鋳片13にそれぞれ吹き付けられる冷却水の水量密度P1、P2が、以下の条件を満足する。
150リットル/m2/分≦P1≦280リットル/m2/分
300リットル/m2/分≦P2≦700リットル/m2/分
(もっと読む)
軽圧下連続鋳造方法
【課題】簡単な装置の追加だけで中心偏析やセンターポロシティの少ない内部品質の良好な鋳片を軽圧下連続鋳造する方法を提案する。
【解決手段】凝固中期におけるロール開度を下流側にいくに従い広げて鋳片の厚み膨張を導き、次いで、凝固末期におけるロール開度を下流側にいくに従い狭める軽圧下引き抜きを行うに連続鋳造方法において、鋳片の幅方向端部と端部以外との少なくとも2箇所で軽圧下後の鋳片の厚みを測定し、幅方向端部鋳片厚みTeと幅方向端部以外の鋳片厚みTc、凝固初期のロール開度S0、ロール開度S1、S2から、軽圧下評価値(ΔR)を求め、この軽圧下評価値(ΔR)に基づいてロール開度制御を行う鋼の軽圧下連続鋳造方法。
(もっと読む)
延性及び曲げ性の良好な引張最大応力900MPa以上を有する高強度鋼板および高強度冷延鋼板の製造方法、高強度亜鉛めっき鋼板の製造方法
【課題】延性及び曲げ性の良好な引張最大応力900MPa以上を有する高強度鋼板及びその製造方法を提供する。
【解決手段】質量%で、C:0.07〜0.25%、Si:0.3〜2.50%、Mn:1.5〜3.0%、Ti:0.005〜0.09%、B:0.0001〜0.01%、P:0.001〜0.03%、S:0.0001〜0.01%、Al:2.5%以下、N:0.0005〜0.0100%、O:0.0005〜0.007%を含有し、残部が鉄および不可避的不純物からなる鋼であり、鋼板組織がフェライトを主としマルテンサイトを含み、鋼板表面のロックウェル硬さの標準偏差により与えられる鋼板の均質性を示す指標となる組織均質性指標が0.4以下となる延性及び曲げ性の良好な引張最大応力900MPa以上を有する高強度鋼板とする。
(もっと読む)
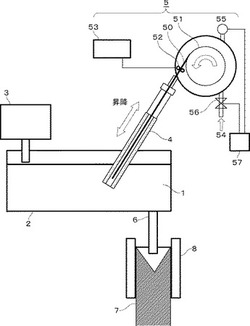
連続鋳造における湯面制御方法および湯面制御装置
【課題】スラグを使用した連続鋳造にあって、安全かつ高精度に湯面制御が可能な制御方法および制御装置を提供する。
【解決手段】溶湯プール4上にスラグ浴1が形成されて断続的に鋳塊を引き抜く連続鋳造における湯面制御方法であって、前記合金溶湯の制御すべき湯面位置に検出電極7とGND電極8とを配置し、引き抜き動作における湯面位置低下と引き抜き動作停止期間における溶湯面の上昇とによって形成される溶湯面の周期的変動を、前記検出電極により検出し、検出された信号の変動から投入溶湯量もしくは引き抜き動作量を制御するものとする。
(もっと読む)
アモルファス合金リボンを処理するためのシステム及び方法
前進する強磁性アモルファス合金リボンを、リボンを脆くすることなくその磁気特性を改良するために連続的に曲線状にインラインアニールするための方法及びシステムであって、著しく高いリボン送り速度で運転される。アモルファス合金リボンを、設定された送り速度で走行路に沿って前方に送り、ピンと張り、そして案内し、走行路沿いの地点で103℃/秒を上回る速度で熱処理を開始するための温度に加熱する。次に、リボンを最初に103℃/秒を上回る速度で熱処理が終了するまで冷却する。熱処理中、アモルファス合金リボンが、熱処理終了後、静止状態で特定形状を取るまで一連の機械的拘束をリボンに印加する。最初の冷却後、次にアモルファス合金リボンを十分な速度で特定形状を保存する温度に冷却する。 (もっと読む)
鋼の連続鋳造方法および極厚鋼板
【課題】負偏析部とバルク部との境界における、圧下による微細な割れの発生を抑制し、安定した内部品質を有する鋳片を製造できる連続鋳造方法を提供する。
【解決手段】未凝固部を含む鋳片を、連続鋳造機内または機端に配置した少なくとも1対の圧下ロール対を用いて圧下して、鋳片の厚さ方向両側の凝固殻を圧着させることにより、凝固後の鋳片の厚さ方向中心部近傍に負偏析部を形成させる連続鋳造方法であって、鋳片厚さ方向の負偏析部の厚さD(mm)と鋼中S成分含有率[S](ppm)の積[S]・Dを、0<[S]・D≦60を満足するようにすることを特徴とする連続鋳造方法。
(もっと読む)
合金鋼の連続鋳造方法
【課題】Crを5mass%以上含有する合金鋼の連続鋳造時に発生し易い引け巣欠陥を防止する。
【解決手段】Crを5mass%以上含有する合金鋼を連続鋳造する方法である。横断面が円形、或いは円形に近い楕円形又は長円形の鋳型を用い、この鋳型に供給する前記合金鋼の液相線温度TLに対して50℃〜300℃低い結晶化温度TCのモールドフラックスを使用する。2次冷却比水量を0.1〜1.2リットル/kg−steelとする条件で鋳片表面を冷却しつつ、0.5m/min以上の速度で鋳造した鋳片が中心部まで凝固した後に、連続鋳造機内のロールを用いて前記鋳片を圧下して扁平な鋳片を得る第1の圧下を行い、その後、扁平な鋳片を横断面を円形に矯正する第2の圧下を行うまでの間は鋳片表面を冷却する2次冷却を行わない。
【効果】鋳片中心部の引け巣欠陥を防止して内部品質が良好な鋳片を安価に鋳造できる。
(もっと読む)
合金鋼の連続鋳造方法
【課題】合金鋼の連続鋳造時に、凝固シェルに発生する特有の変形を防止し、良好な鋳肌の鋳片を得る。
【解決手段】Cr濃度とNi濃度の和が12mass%以上、35mass%未満で、γ相を晶出もしくは析出して凝固する合金鋼を連続鋳造する方法である。横断面が円形、或いは円形に近い楕円形又は長円形の鋳型を使用し、この鋳型に供給する前記合金鋼の液相線温度に対して150℃〜300℃低い結晶化温度のモールドフラックスを使用する。
【効果】凝固シェルの強度が高く鋳型内で凝固シェルが大きな変形を生じやすい合金鋼を、良好な表面品質で鋳造することができる。
(もっと読む)
鉄−炭素−マンガン合金からなるストリップ
【課題】従来の方法よりも迅速にかつ低廉に製造する方法によって得られる高マンガン鋼からなるストリップを提供する。
【解決手段】鉄-炭素-マンガン合金からなる厚さ1.5〜10mmの薄いストリップが鋳造機械において溶融金属から直接鋳造され、溶融金属の組成は、重量%で、C0.001〜1.6%;Mn6〜30%;Ni≦10%;(Mn+Ni)16〜30%;Si≦2.5%;Al≦6%;Cr≦10%;(P+Sn+Sb+As)≦0.2%;(S+Se+Te)≦0.5%;(V+Ti+Nb+B+Ta+Zr+希土類)≦3%;(Mo+W)≦0.5%;N≦0.3%;Cu≦5%;および鉄と製錬から生じる不純物からなる残部;であり、ストリップは一つまたは二つ以上の工程において10〜90%の加工度で冷間圧延され、そしてストリップは再結晶化焼きなましを受ける。
(もっと読む)
溶鋼の連続鋳造方法
【課題】現状では鋳片切断後にしかわからないT.[O]外れに起因する、余剰材の発生および向先変更に伴う歩留ロスの双方を抑制する手段を提供する。
【解決手段】溶鋼の二次精錬終了後に溶鋼中のT.[O]を分析し、その分析値に応じて該溶鋼の連続鋳造条件を変更する溶鋼の連続鋳造方法であって、前記溶鋼中のT.[O]分析値を、該溶鋼の連続鋳造中であってその鋳片の切断開始前までに知り、そのT.[O]分析値に応じて受注内容に適合するように鋳片を切断する、または前記溶鋼中のT.[O]分析値を、該溶鋼を連続鋳造機のタンディッシュへ注入し始める前までに知り、そのT.[O]分析値に応じて受注内容に適合するように溶鋼へのCa添加量を調整する。
(もっと読む)
連続鋳造鋳片の製造方法及び連続鋳造設備
【課題】軽圧下ロールを備えた軽圧下ゾーンを有する連続鋳造設備において、二次冷却が全幅冷却、幅切り冷却のいずれであっても、その温度分布に応じて適切にかつ効率よく短辺部分を加熱して、軽圧下ロールの圧下力を増強することなく、軽圧下による中心偏析の低減を図る。
【解決手段】軽圧下ゾーン内の入口付近において、鋳片Hの両短辺外側にプラズマトーチTを1本以上配置し、電磁コイル34による交流磁場の下で、鋳片Hの短辺Sに対してプラズマアークPを照射する。プラズマトーチT1〜T3の出力を制御して、軽圧下ゾーンにおける鋳片の短辺部分の断面平均温度を制御する。
(もっと読む)
41 - 60 / 264
[ Back to top ]