
Fターム[4E016AA04]の内容
圧延ロール、圧延スタンド、圧延機の駆動 (1,476) | 圧延後の製品形状 (272) | 棒 (28)
Fターム[4E016AA04]に分類される特許
1 - 20 / 28
孔型圧延ロールの基準位置決定方法
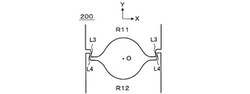
【課題】圧延スタンドに配設された孔型圧延ロールの圧下位置調整のための基準位置を容易に決定でき、容易に圧下位置のキャリブレーションを行い得る孔型圧延ロールの基準位置決定方法を提供する。
【解決手段】圧延スタンド200には、圧下方向Yに垂直な方向Xに位置調整可能な2つの孔型圧延ロールR11,R12が配設されている。本発明に係る孔型圧延ロールの基準位置決定方法は、第3直線部L3を具備する孔型圧延ロールR11の第3直線部L3が、第4直線部L4を具備する孔型圧延ロールR12の第4直線部L4に一定の荷重下で接触するまで、第3直線部L3を具備する孔型圧延ロールR11又は第4直線部L4を具備する孔型圧延ロールR12を圧下方向Xに垂直な方向Yに移動させることを特徴とする。
(もっと読む)
条鋼圧延方法

【課題】仕上げ圧延装置での条鋼材捻転の問題を解決することにより、圧延後の条鋼材において製品寸法や形状のバラツキを低減させる。
【解決手段】本発明の条鋼圧延方法は、条鋼材Wをその周方向三方から圧延するための3つの圧延ロールを有し、これら3つの圧延ロールにはロール外周面にカリバが設けられている圧延スタンドを3つ以上備えた仕上げ圧延装置6で用いられるものであり、3つ以上の圧延スタンドのうち最終段に配備された圧延スタンド13の入側で、3つの圧延ロール13a〜13cに対し条鋼材Wが3点より多い接触状態となるようにして、条鋼材Wの圧延を行う。
(もっと読む)
異形棒鋼、及びその圧延方法
【課題】2本のリブを有するものよりもフープ加工時のずれ量、降伏点、引張り強さ、コンクリート付着応力が向上し、しかも、フープ加工時の縦のずれ量と横のずれ量とが殆ど差のない均一化したものとする。
【解決手段】 丸棒材の周面にはその長手方向に交差する節が丸棒材の長手方向に間隔をおいて形成されると共に、丸棒材の長手方向に連続するリブが6本形成され、6本のリブが丸棒材の断面の中心を基準にして円周方向に沿って60度毎に形成されていることを特徴とする異形棒鋼。
(もっと読む)
異形棒鋼圧延用ロールの節合せ調整方法
【課題】製品径が異なった異形棒鋼を形成する毎に節合せを行なう必要がなく、高精度に節合せを行なうことができる異形棒鋼圧延用ロールの節合せ調整方法を提供する。
【解決手段】一対のロールの回転駆動により所定の外周面の間に測定棒を通過させ、測定棒に形成した第1及び第2合いマークに対応する位置に一対の測定棒マークを形成する第1工程S1と、一対の測定棒マーク間の距離をズレ量として測定し、予め算出した調整データに基づいて、ズレ量を無くす調整量として動力伝達ギヤ部の調整ギヤ数を決定する第2工程S2,S3と、一対のロールの一方に連結しているスピンドルとカップリングとを分離し、調整ギヤ数までカップリングを回転調整する第3工程S4〜S7とを備えている。
(もっと読む)
条鋼の圧延方法
【課題】生産性を損なうことなく表面疵を低減することができる条鋼の圧延方法を提供する。
【解決手段】複数の圧延機で断面積を順次減少させながら条鋼の圧延を行う圧延方法において、圧延材を断面各角部が曲面を有する角形状に成形し、成形された上記圧延材が圧延される次の孔型が平坦な溝底部を有し、その溝底部とフランジ部との間に上記圧延材の各角部を圧下する曲面からなる圧下部を有し、上記圧延材の角部曲面の曲率半径をr、上記圧下部曲面の曲率半径をRとするとき、R>rとなるように上記次の孔型を形成し、上記次の孔型の入側に上記圧延材を導入し、上記圧延材の角部を、上記圧下部によって対辺方向から圧下し、上記圧下部によって圧下された上記圧延材を、さらに次の孔型で断面丸形状または断面角形状に圧延することを特徴とする。
(もっと読む)
圧延ロールおよび圧延ロールの再利用方法
【課題】外層にクラックが生じてもロール全体が割損するのを防ぐことができ、熱間圧延の際に熱膨張係数の差による引っ張り応力によって外層にクラックが発生することもなく、また圧延ロールを形成する材料を十分有効に利用することが可能な圧延ロールと、そのような圧延ロールについての有効な再利用方法を提供する。
【解決手段】外周に圧延部2を有する外層部3の内周に内層部4が嵌合して一体に回転可能とし、これら外層部3と内層部4とをともに超硬合金により形成した圧延ロール1とする。また、超硬合金によって一体に形成された圧延ロールの外周部を除去して外径を小さくし、圧延ロール1の内層部4として再利用する。あるいは、圧延ロール1の外層部3から内層部4を取り外して他の外層部の内周に嵌合する。
(もっと読む)
リング状圧延ロール用スペーサ
【課題】リング状圧延ロールを装着する片持式圧延機用ロールにおいて、リング状圧延ロールのフランジ部の幅を縮小可能とするためのスペーサであって、必要厚みの大きさに関わらず径方向の据え付け位置精度が良いスペーサを提供する。
【解決手段】油切2とリング状圧延ロール1との間に挿入される片持式圧延機用ロールのスペーサ4を、テーパスリーブ3の外径よりも大径の内周面を備えた環状に形成し、油切2とリング状圧延ロール1との間に位置する平板状部4aと内周縁に周設された鍔状突起部4bを備え、鍔状突起部4bが、該スペーサ4のいずれの部分ともロール軸6及びテーパスリーブ3と非接触の状態となるように前記油切の内周縁に嵌合自在に形成する。
(もっと読む)
条鋼線材の圧延方法及び条鋼線材用圧延機の圧延ロール
【課題】角状断面の鋼材を丸状断面する際に鋼材の表面に発生する表面疵を抑制しながら簡単に圧延を行うことができるようにする。
【解決手段】条鋼線材用圧延機を用いて角状断面の鋼材3を丸状断面することで条鋼線材を製造する条鋼線材の圧延方法において、角状断面の鋼材3を丸状断面にするために角状断面の鋼材3を圧延して変形させるに際し、角状断面の鋼材3の面部12より圧下して変形させる。角状断面の鋼材3の上下面をそれぞれ圧下する。
(もっと読む)
圧延用複合スリーブロール
【課題】スリーブロールとシャフトディスクとの滑りによるスリーブロールの摩耗を低減させて、安定した圧延を行える圧延用複合スリーブロールを提供する。
【解決手段】駆動力の伝達を受けるシャフトディスク3から与えられる摩擦力により回転し、熱間圧延を行う3ロール圧延機10に用いられる圧延用複合スリーブロール1であって、シャフトディスク3よりも先端側に突出している外層部5と、シャフトディスク3と接触する内層部6の側面1aの一部が、硬度80〜90Hsのハイス材7からなり、シャフトディスク3と接触する内層部6の内面1bの少なくとも一部が硬度65Hs以上である。
(もっと読む)
異形鉄筋およびその製造方法
【課題】曲げ加工性が良好な竹節状鉄筋を、その有利な製造方法とともに提供する。
【解決手段】節とリブとを有し、前記節が鉄筋の軸方向と直交する竹節状の異形鉄筋の
節とリブとが交わるコーナーに鞍状部を設ける。
(もっと読む)
駆動シャフト及びローラリングを備えるローラ並びにこのようなローラを組立てる方法
一方では一定の外径と一定の長さとを有する円筒形の外表面(6)を有する駆動シャフト(1)と、他方ではより短いローラリング(2)とを具備するタイプのローラであって、ローラリングが、硬い材料から作成される外部リング(4)と、外部リングと同軸であると共により延性のある材料から作成される内部リング(3)とを含み、内部リングが、一定の内径を有する円筒形の内面を含み、かつ一方では冶金的なやり方で外部リングに永続的に結合され、他方では、駆動シャフトから外部リングにトルクを伝達するために、駆動シャフトと回転方向に固く接続されるローラに関する。本発明によれば、駆動シャフトとローラリングとの間における、回転方向に固い結合作用は、締りばめ接合のみからなり、この締りばめ接合は、駆動シャフトの外表面と内部リングの内面との間で行われ、駆動シャフトの外径の少なくとも0.01%の締めしろを有する。  (もっと読む)
(もっと読む)
継目無鋼管用丸鋳片の連続鋳造方法
【課題】継目無鋼管用丸鋳片の連続鋳造方法を提供する。
【解決手段】円形鋳型による連続鋳造中の丸鋳片9に、該丸鋳片の凝固完了前に、一対の圧下ロール6aにより圧下を加えて、鋳片とする。この際、一対の圧下ロールとして、カリバー底の開き角度δが75°以上105°以下であり、かつ丸鋳片に接触する部位に、突起13aを有する鞍型ロールを使用する。突起としては、少なくとも1条のロール円周方向に連続する突条、あるいは少なくとも一列のロール円周方向に離散的に分布した複数の突起とすることが好ましい。これにより、少ない圧下量で且つ丸鋳片の断面形状を損ねることなく、Cr含有鋼などに生じやすい軸心部のポロシティや軸心割れの発生を抑制でき、製造コストの削減や、継目無鋼管の品質向上等に寄与できる。
(もっと読む)
丸棒鋼の製造方法
【課題】品質に優れた丸棒鋼が効率よく得られる製造方法の提供。
【解決手段】本発明に係る丸棒鋼48の製造方法は、以下の圧延工程を含んでいる。第一圧延工程では、鋼塊42は一対の圧延ロール10によって形成される略矩形の圧延孔18に通されて、断面が略矩形の鋼片44が得られる。第二圧延工程では、この鋼片44は一対の圧延ロール12によって形成される略菱形の圧延孔26に通されて、鋼片44の稜部が圧延される。第三圧延工程では、この鋼片46が一対の圧延ロール14によって形成される略楕円の圧延孔38に通されて、断面が略楕円の鋼片が得られる。第四圧延工程では、この鋼片は一対の圧延ロール14によって形成される略円の圧延孔40に通されて、断面が略円の鋼片48が得られる。
(もっと読む)
熱間圧延用複合ロール及びその製造方法
【課題】熱間粗圧延、特に熱疲労き裂に対し損傷が小さくかつこの種のロールが有する耐摩耗性を適度に有して消耗が少ない熱間圧延用複合ロール及びその製造方法を提供する。
【解決手段】組合せモールド12内に芯材13を挿入しその外周の環状空隙部に溶湯14を注入して芯材13を連続的に降下させ、肉盛層15を形成した後、熱処理と機械加工を行って製造される熱間圧延用複合ロールであり、溶湯14は、C:1.0〜2.0質量%、Si:0.2〜2.0質量%、Mn:0.2〜2.0質量%、V:4.0〜8.0質量%、Cr:2.0〜5.0質量%、Mo及び/又はW:2.0〜8.0質量%、及びTi:0.05〜0.30質量%を含有し残部がFeで、肉盛層15に晶出したM2C、M6C及びM7C3の1種又は2種以上の金属炭化物の占有率を3.0面積%以下、及び金属炭化物のサイズと二次デンドライト組織の結晶粒サイズを50μm以下に微細化した。
(もっと読む)
圧延機のロール面取り方法
【課題】本発明の目的は、加工精度に優れ、設備費も安価な面取り方法の提供にある。
【解決手段】本発明に係る圧延機のロール面取り方法は、カリバー、フランジ及びこのカリバーとフランジとの間に位置する接合部を有するロール12が、複数取り付けられた圧延機4を位置決めする工程と、圧延機4の圧延孔の中心を通り圧延方向に平行な圧延軸L1上に、バイト34のセンターを一致させてバイトホルダー32にバイト34を固定する工程と、複数のロール12を回転させつつ、バイト34を複数のロール12に同時に圧延軸方向に押し当ててロール12の接合部の面取りをする工程と、を含む。3ロール式の圧延機4では、バイト34が、3つのロール12の回転軸に平行な平面上で、三辺がそれぞれ対向するロール12の回転軸に平行であり、かつ、その中心が圧延軸上である正三角形の形状である。この正三角形の三辺がそれぞれ対向する接合部を面取りする刃部である。
(もっと読む)
圧延ロール及び圧延機
【課題】圧延リングと台金からなる圧延ロールにおいて、外周側に位置する圧延リングに作用する引張応力を低減させて、クラックの発生を防ぐことができる圧延ロールを提供する。
【解決手段】外周面11aに被加工物を圧延成形するための圧延部13が形成された超硬合金よりなる圧延リング11と、圧延リング11の内周に配設されるリング状の台金12とからなる圧延ロール10において、圧延リング11と台金12の互いに対向する内外周面14を、該内外周面14の中心軸線Lに対する径方向に締め代をもって圧着させるとともに、接着剤Mによって接着させる。
(もっと読む)
圧延スタンド
【課題】圧延スタンドに配設された孔型圧延ロールの圧下位置調整のための基準位置を容易に決定でき、容易に圧下位置のキャリブレーションを行い得る圧延スタンドを提供する。
【解決手段】本発明に係る圧延スタンド100は、管状又は棒状の被圧延材を圧延するための孔型圧延ロールを備えた圧延スタンドであって、各孔型圧延ロールの圧下方向の成す角が120°となるように3つの孔型圧延ロールR21〜R23が配設されている。各孔型圧延ロールを該孔型圧延ロールの回転軸の中心線を含み被圧延材のパスラインに直交する平面で切断してできる各孔型圧延ロールR21〜R23の断面形状に関して、何れか1つの孔型圧延ロールR21が、圧下方向に垂直に延びる第1直線部L1を両側のフランジ部に具備し、他の2つの孔型圧延ロールR22、R23が、第1直線部L1に対向し、第1直線部L1に平行に延びる第2直線部L2をフランジ部に具備することを特徴とする。
(もっと読む)
ロール寿命を延長化した分塊圧延ロール
【課題】 矩形状の連続鋳片を圧延して丸棒に順次形状化する複数個のカリバーを有する分塊圧延ロールにおいて、細径のカリバーが最も摩耗する。これらの摩耗を全カリバーでほぼ同一としてロール寿命を均して延長化する。
【解決手段】 断面形状が矩形の鋳片3を順次に丸棒4に分塊圧延する1本のロール外周
に順次に幅が縮小された角型の1番〜3番からなるカリバー2において1番のカリバー2aの右側に2番のカリバー2bを、1番のカリバー の左側に3番のカリバー2cを各1個ずつ並列に配設し、さらに3番のカリバー3cの左側に、3番のカリバー3cよりも幅が縮小されて細径化されたオクタゴン型の4番のカリバー2dを2個並列して配列し、さらに4番のカリバー4dの左側に最も幅が縮小されて細径化されたラウンド型の5番のカリバー2eを2個並列に配設して分塊圧延ロール1とする。
(もっと読む)
条鋼圧延材の圧延方法
【課題】条鋼圧延材の非定常部に特に形成され易い表面疵の発生を抑制することを課題とする。
【解決手段】所定の間隔をおいて複数配置した圧延スタンド2の対になったロール3に設けた種々の孔型4によって、条鋼圧延材1を複数のパスに分けて順次圧延することで、その条鋼圧延材1の断面積を順次減少させて所定の製品形状に仕上げる条鋼圧延材の圧延方法において、対象の圧延スタンド2aの出側に配置した幅寸法計測装置5で条鋼圧延材1の幅寸法を計測し、その幅寸法を、対象の圧延スタンド2aでの圧延で、条鋼圧延材1の周方向の圧縮ひずみが−0.5以上になるように予め求めた幅寸法許容値の範囲内にする。
(もっと読む)
圧延機及び圧延ロール
【課題】本発明は圧延機及びその圧延ロールに関し、より詳細には、別途に製作された回転軸に結合して回転軸と共に回転しながら圧延加工を行う圧延ロールに関する。
【解決手段】本発明による圧延ロールは、内周面と、外周面と、両側面とを備え、両側面のうち少なくとも一つの側面には前記外周面より前記内周面に隣接して少なくとも一つのキー溝が形成され、前記キー溝は凹曲面形状であり球面または楕円体面の一部である。
(もっと読む)
1 - 20 / 28
[ Back to top ]