
Fターム[4E016BA08]の内容
圧延ロール、圧延スタンド、圧延機の駆動 (1,476) | 圧延ロールの使用形式 (113) | ユニバーサルロール (16)
Fターム[4E016BA08]に分類される特許
1 - 16 / 16
形鋼の熱間圧延方法および形鋼
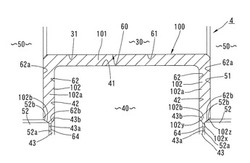
【課題】ルートフェイスを適切な幅にすることができる形鋼の熱間圧延方法を提案する。
【解決手段】エッジング圧延機により形鋼のフランジの先端縁部にルートフェイス102xとこのルートフェイス102xに連なる開先面102y、102zとを成形し、この後、仕上げユニバーサル圧延機4において、開先成形面43b、52bにより、開先面102y、102zを仕上げ形状に成形する。フランジ成形用空間62の先端縁部成形用空間部分62bには、主部成形用空間部分62aより狭い幅の逃がし空間64が連なっている。逃がし空間64を画成する逃がし成形面43a,52aの主部成形面42、51に対する角度は、開先成形面43b、52bの主部成形面42、51に対する角度より小さい。仕上げ圧延において、フランジ102の先端縁部102bの一部が逃がし空間64に入り込む。ルートフェイス102xの幅は、この逃がし空間64の厚さにより決定される。
(もっと読む)
胴幅可変式水平ロール装置

【課題】水平ロールに大きな荷重をかけることができセンターリング装置が不要でロール軸心方向寸法の短縮化が可能な胴幅可変式水平ロール装置を提供する。
【解決手段】一方に駆動源が連結され、両側を軸受箱14、14aによって支持されたロール軸12にスプライン結合によって装着された左右の中空軸11、11aと、それに固着された左右対となる水平ロール10、10aと、ロール軸12に対して左右の中空軸11、11aの取付け位置をそれぞれ決める位置決め手段20、21aとを有する胴幅可変式水平ロール装置21において、位置決め手段20、20aは、外周側に雄ねじ28が、内周側に螺旋方向の異なる雌ねじ29が形成され、軸心方向に移動可能な中空ねじ駒13の回転を防止する回転防止手段25を有する。
(もっと読む)
H形鋼の圧延設備および圧延方法
【課題】ウェブ両端部に板厚増厚部を有するH形鋼を圧延にて製造するH形鋼の圧延設備および圧延方法を提供する。
【解決手段】本発明に係るH形鋼の圧延設備1は、粗造形圧延機2と、少なくとも一つ以上の中間ユニバーサル圧延機3を有する中間圧延機群と、仕上ユニバーサル圧延機5とを備え、粗造形圧延機2の上下ロール21a、21bのウェブ圧延部分には凸状の段差部を有さず、少なくとも中間ユニバーサル圧延機3の上下水平ロール31a、31bの幅中央部分にH形鋼最終製品のウェブに付与する板厚差の1/2以上の高さの凸状段差部を有することを特徴とするものである。
(もっと読む)
H形鋼の圧延設備および圧延方法
【課題】ウェブ両端部に板厚増厚部を有するH形鋼を圧延にて製造するH形鋼の圧延設備および圧延方法を提供する。
【解決手段】本発明に係るH形鋼の圧延設備1は、粗造形圧延機2と、少なくとも一つ以上の中間ユニバーサル圧延機3を有する中間圧延機群と、仕上ユニバーサル圧延機5とを備え、粗造形圧延機2の上下ロール21a、21bのウェブ圧延部分の幅中央部、中間ユニバーサル圧延機3の上下水平ロール31a、31bの幅中央部分、及び仕上ユニバーサル圧延機5の上下水平ロール51a、51bの幅中央部分に凸状段差部を有することを特徴とするものである。
(もっと読む)
圧延機の胴幅可変ロールおよびロール胴幅可変方法
【課題】ロール胴幅の調整範囲が広く、構造もシンプルで剛性の高い胴幅可変ロールを提供する
【解決手段】左右対の竪ロールと、回転するアーバーの胴部にスリーブロールを嵌合させた上下対の水平ロールと、を有する圧延機の前記水平ロールにおいて、前記アーバーを内部から加熱して熱膨張させる加熱装置を有し、前記アーバーの胴部の外径とスリーブロールの内径を、前記熱膨張させる前のアーバーの胴部に対してはスリーブロールを軸方向に移動させることができ、前記熱膨張をさせたときにアーバーの胴部が膨着してスリーブロールが固定される寸法とし、前記熱膨張させる前のアーバーの胴部にスリーブロールを非固定で嵌合させた構成とする。
(もっと読む)
異形鉄筋およびその製造方法
【課題】曲げ加工性が良好な竹節状鉄筋を、その有利な製造方法とともに提供する。
【解決手段】節とリブとを有し、前記節が鉄筋の軸方向と直交する竹節状の異形鉄筋の
節とリブとが交わるコーナーに鞍状部を設ける。
(もっと読む)
フランジを有する形鋼の圧延方法
【課題】H形鋼等のフランジを有する形鋼の寸法精度、特にフランジ厚さを均一にすることができる製造方法を提供する。
【解決手段】ブレイクダウン圧延機で粗形鋼片に圧延した後、粗ユニバーサル圧延機群で、ウエブ厚さと、フランジ厚さ及びフランジ幅を圧延し、その後、仕上げユニバーサル圧延機で仕上げ圧延を行ってフランジを有する形鋼を製造するに際し、粗ユニバーサル圧延機群を構成する粗ユニバーサル圧延機11に、外周面11aaの形状を円弧状とした垂直ロール11aと、垂直ロール11aの外周面11aaと相対する側面部分11baを円弧状とした水平ロール11bを使用する。
(もっと読む)
平鋼の製造方法
【課題】四隅の角部を適正なコーナーRとすることができると共に、硬度も適正な硬度とすることができる平鋼の製造方法を提供することを課題とする。
【解決手段】最終パスに4ロール圧延機を配置した冷間圧延ラインにて丸鋼1aから平鋼1cを製造する平鋼の製造方法において、最終パス直前段階の素材を、四隅に曲面が形成された断面略角丸四角形の略平鋼1bとして、その略平鋼1bの上下左右の夫々対になった圧延面のうち少なくとも一方の対になった圧延面に中心部が凹むような傾斜を設けて加工面とすると共に、略平鋼1bの対になった加工面3間の幅寸法のうち最小の幅寸法を、最終パスでの圧延後の平鋼1cの幅寸法より大きくしたことを特徴とする。
(もっと読む)
形鋼圧延用水平ロール及びこれを用いた形鋼圧延方法
【課題】形鋼ウェブ部両端の増厚部の解消を達成する強圧下と、増厚部が認められない場合の寸法精度向上を達成する軽圧下の両方の圧延ができ、同一セットのロールから均一なウェブ厚みとなる圧延を実現できる圧延ロール及びこれを用いた圧延方法を提供する。
【解決手段】形鋼のユニバーサル圧延過程でウェブ部をその厚み方向に圧下する水平ロールにおいて、ロール圧延面の両端に頂上がロール軸方向に平坦となるリング状の凸部6を有することを特徴とする形鋼圧延用水平ロールである。このロールを用いて形鋼を圧延するに際し、被圧延材である形鋼がウェブ両端部に局部的な増厚部7を有する場合、ロール圧延面がウェブに接し、凸部6全体がウェブに食い込むようにウェブ両端部を強圧下し、被圧延材である形鋼が増厚部7を有しない場合、凸部6頂上における平坦部のみがウェブに接するように両端部を軽圧下する。
(もっと読む)
フランジ内面突起付形鋼の製造方法及びそれに使用される仕上ユニバーサル圧延機
【課題】突起の損傷を防止して、その突起長さをより長くする。
【解決手段】仕上ユニバーサル圧延機には、ロール側面6aのコーナー部を始点としほぼロール軸8に向かう複数の図示しないスリットを形成した水平ロール6と、そのロール軸9が水平ロール6のロール軸8に対して垂直とされる垂直ロール7とが組み込まれている。そして、垂直ロール7のロール軸9を、水平ロール6のロール軸8に対してH形鋼の圧延方向側にずらして位置させる。
(もっと読む)
圧延用ロール
【課題】 優れた耐摩耗性、靭性および炭化物の均質性を具備するとともに、耐熱亀裂性に極めて優れた圧延用ロール外層および圧延用ロールを提供することを目的とする。
【解決手段】 本発明の圧延用ロールは、面積率でMC炭化物が20〜60%分散した組織であり、圧縮強度が2800MPa以上である遠心力鋳造されてなる外層を有することを特徴とする。また、面積率でMC炭化物が20〜60%分散した組織であり、ショア硬さ(Hs)が90以上である遠心力鋳造されてなる外層を有することを特徴とする。
(もっと読む)
温間制御圧延装置および温間・冷間連続制御圧延装置
【目的】製造された金属線または細線に特別な熱処理を施さなくても、超微細結晶粒組織により強度と延性のバランスに優れた水準を有し冷間圧造性等の加工特性に優れた高強度金属線または細線をエネルギー費用を抑制しつつ連続的に加熱して温間圧延温度範囲内に制御圧延することにより、従来得られていない程度の大単重の金属細線をコンパクトな装置により生産効率よく製造することを可能とする圧延装置を提供する。
【構成】被圧延金属材の圧延ライン方向に対して、直角かつ軸心が平行な2本のカリバーロール対を備えた1番圧延機と1番圧延機の圧延ライン下流側に隣接して被圧延金属材の圧下方向に対して直角で、かつ軸心が平行な2本のカリバーロール対を備えた2番圧延機を至近距離に配設する。
(もっと読む)
H型鋼圧延用鍛造スリーブロールの製造方法
【課題】 例えば,耐摩耗性,耐ヒートクラック性,耐焼き付き性,耐肌荒れ性,強靱性などに優れたH型鋼圧延用鍛造スリーブロールを,低コストで容易に製造すること。
【解決手段】 まず,ハイス系成分からなる溶湯を用いて,遠心鋳造法により円筒状中空素材を鋳造する。次いで,上記円筒状中空素材に対し,スリーブロールの使用面となる径方向外周部分のみを,当該円筒状中空素材の軸方向に表層鍛造する。さらに,上記表層鍛造後の円筒状中空素材に対し,上記スリーブロールの使用面となる径方向外周部分のみを,当該円筒状中空素材の軸方向に型鍛造する。これにより,鍛造効果を当該スリーブロールの使用面に重点的に付与して,硬質の炭化物および樹枝状晶を十分に破壊して微細均一化することができる。このため,上記機械的性質に優れた圧延用スリーブロールを安価かつ容易に提供できる。
(もっと読む)
ハット型鋼矢板継手の爪曲げ方法および爪曲げ装置
【課題】左右で形状が異なる継手部を有するハット型鋼矢板の継手部を爪曲げ用の孔型を必要とせずに成形する方法および装置を提供する。
【解決手段】仕上げ圧延機出側の下流方向に沿って配置した少なくとも2群のローラ群を有し、前記ローラ群の各々は、中央ウエブの上面側で前記中央ウエブの変形を拘束するように配置される水平ロールと、継手部の一部を含む腕部端部の上下で対向するように配置され、上下方向の姿勢を維持する水平ロールと腕部の水平方向の姿勢を維持するように配置される竪ロールと、前記竪ロールに対向し、継手部に外側から加圧力を付与するように配置される竪ロールを有し、仕上げ圧延機出側に少なくとも2群を配置する前記ローラ群は仕上げ圧延機出側の下流方向に、前記加圧力を付与する竪ロールにおける加圧力を漸次増大させ、最下流となるローラ群において継手部に所望の形状を形成する。
(もっと読む)
ハット型鋼矢板継手の爪曲げ方法および爪曲げ装置
【課題】左右で形状が異なる継手部を有するハット型鋼矢板の継手部を爪曲げ用の孔型を必要とせずに成形する方法および装置を提供する。
【解決手段】爪を内側に曲げる第一工程と、爪を最終形状に成形する第二工程を順次行う。前記第一のローラ群は、中央ウエブ8Aの変形を拘束するように配置される水平ロール3,34,35と、継手部の一部を含む腕部端部の上下で対向するように配置され、上下方向の姿勢を維持する水平ロールと腕部の水平方向の姿勢を維持するように配置される竪ロールと、前記竪ロールに対向して配置され継手部の爪7A,7Bを内側に曲げる竪ロールを有し、前記第二のローラ群は、中央ウエブの変形を拘束する水平ロールと、継手部を含む腕部端部の上下に対向して配置され、上下方向の姿勢維持と継手部を所望の形状とする水平ロールと、腕部の水平方向の姿勢を維持するように配置される竪ロールを有している。
(もっと読む)
二重T形鋼製矢板形材
本発明は、熱間圧延によって製造される二重T形状の鋼製矢板形材であって、1つの腹部を介して中心で結合される2つのフランジ区域とこれに続いて棍棒状に構成される接続末端区域とを有している。 (もっと読む)
1 - 16 / 16
[ Back to top ]