
Fターム[4E024DD11]の内容
Fターム[4E024DD11]に分類される特許
1 - 20 / 24
金属帯の圧延方法
【課題】金属帯の圧延において、板幅方向での厚みが不均一、特に幅端部の厚みが過薄になったり過厚になったりする問題を解消でき、金属帯の製造におけるスケジュールフリーの圧延を安定的、かつ確実に、実現することを目的とするものである。
【解決手段】ワークロールを軸方向にシフトするシフト機構および上下ワークロールをクロスするクロス機構を備えた圧延機を用いて被圧延材を圧延するに際し、圧延サイクルにて圧延予定の全被圧延材について、被圧延材とワークロールの接触部分におけるワークロールプロフィルを、目標とするプロフィルとするように全被圧延材に対するワークロールシフト位置を決定し、次いで各被圧延材について予測ワークロールプロフィル、予測圧延荷重、目標板幅からワークロールのクロス角を決定することを特徴とする圧延方法。
(もっと読む)
金属帯の圧延方法

【課題】ワークロールを軸方向にシフトするシフト機構を備えた圧延機を使用する圧延において、圧延サイクルにおける被圧延材の板幅方向での厚み分布(板厚分布)を均一に改善できる金属帯の圧延方法。
【解決手段】金属帯の圧延ラインにて、ワークロールを軸方向にシフトするシフト機構を備えた圧延機を用いて被圧延材を圧延するに際し、被圧延材1本毎のシフト位置変更量を圧延サイクル内で一定とし、シフト位置変更量とワークロールのシフト移動方向を反転する折り返し位置とを、圧延サイクルにおける圧延予定の全被圧延材について、被圧延材とワークロールの接触部分におけるワークロールプロフィルの予測計算値とワークロールプロフィル目標値との誤差を求め、該誤差を当該圧延サイクルの全被圧延材について合計した値が最小となるように決定することを特徴とする金属帯の圧延方法。
(もっと読む)
金属帯の圧延ラインにおけるワークロールシフト圧延方法
【課題】熱間圧延ライン等の金属帯の圧延ラインにおける仕上圧延機等で被圧延材を圧延するに際し、逆クラウンの問題や、被圧延材の幅端部の厚みが過薄になったり過厚になったりする問題を解消するワークロールシフト圧延方法を提供する。
【解決手段】ワークロール19シフト圧延機のワークロールプロフィル目標値とワークロールプロフィル予測計算値から決まる評価関数を、被圧延材の幅端複数箇所の評価点について計算し、合計し、これをさらに圧延サイクルにて圧延予定の全被圧延材について合計した結果が、最小となるような圧延順ワークロールシフト位置を、圧延順ワークロールシフト位置として決定する。
(もっと読む)
連続式冷間圧延機における圧延形状制御方法
【課題】連続式冷間圧延機によって厚さ0.3mm以下の薄物鋼帯を圧延するに際して、鋼帯先端部の形状不良(耳伸び)を的確に抑止することができる連続式冷間圧延機における圧延形状制御方法を提供する。
【解決手段】連続式冷間圧延機によって厚さ0.3mm以下の鋼帯を圧延する場合に、ワークロール31〜35を組替えた後、最終スタンドのワークロール35での圧延距離の増加に従って、最終スタンドのワークロールベンダー45のベンディング力を増加させる。
(もっと読む)
鋼板の圧延順決定方法、鋼板の製造方法
【課題】板プロフィル不良や形状不良が生じないような鋼板の圧延順決定方法、及び該方法による鋼板の製造方法を提供する。
【解決手段】圧延機で圧延される複数の鋼板の圧延順を決定する方法であって、複数の鋼板のそれぞれの圧延開始時に生じている圧延機のワークロールの摩耗分布を予測計算し、予測された摩耗分布を用いて圧延順を決定する。
(もっと読む)
金属板材の板厚制御装置及び塑性係数推定用関数設定方法
【課題】 金属板材を圧延機で圧延する際、少ない手間で塑性係数を正確に予測し、推定した塑性係数を用いて、金属板材の出側板厚を目標出側板厚に制御する。
【解決手段】 先ず、ロール扁平率が予め定めた設定値以下の金属板材を用いて、実験により正確な塑性係数Qaを求め、この実測値Qaと圧延理論値Qbとが一致する摩擦係数μを算出する。そして、当該摩擦係数μを用いて、ロール扁平率が前記設定値以下の様々な圧延条件にて、圧延理論値(Q1,Q2,・・・,Qn)を求め、予め式構造の定められた関数Fの定数を、前記圧延理論値をフィッティングするように求める。そして、ロール扁平率が大きい圧延条件でも、求められた前記関数Fにて推定される塑性係数を用いて板厚制御を行う。
(もっと読む)
連続的に走行する鋼ストリップのための圧延機においてロールを交換するための方法
本発明は、連続的に走行する鋼ストリップ圧延機のための少なくとも1つのワークロールを支持するためのロールスタンド(C)においてロールを交換する方法に関し、スタンドが、連続的な走行方向(D)でみて圧延機に沿って連続して配置された複数(N)のロールスタンドの一部であり、ロールの自由締付け位置におけるロールスタンバイ機能が、前記複数(N)のスタンドの内の少なくとも1つの専用のスタンド(CA)に割り当てられており、ロールの締付けに関連した調節を制御する初期設定値が、作動圧延位置にある他のスタンドに個々に割り当てられており、ロール交換を行う際に、自由締付け位置(C)へ移動する時に、前記スタンド(C)の初期設定値と、作動圧延位置にあるスタンドの初期設定値とが、専用のスタンド(CA)を含む前記スタンドのそれぞれの間で個々に再配分される。 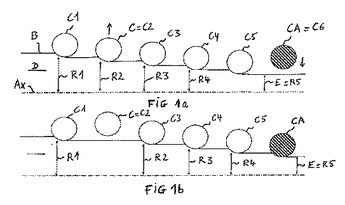 (もっと読む)
(もっと読む)
熱間圧延工場の製造ロット編成装置及び編成方法
【課題】連鋳機からの出片スケジュールを前提に、熱延操業における加熱,圧延制約を満たし、かつ納期管理及びエネルギー効率の面から最適な加熱炉スケジュールロット編成を自動作成する。
【解決手段】製鋼工場から熱延工場にいたるスケジュール対象鋼材の情報処理装置1と、将来の物流状態を予測するシミュレーション装置3、該シミュレーション装置が予測する将来のスケジュール対象鋼材の熱延到着状態及び加熱炉などの物流進捗状態に応じ最適なスケジュールロット編成を算出する最適スケジュールロット編成算出装置4とを具備し、最適スケジュールロット編成算出装置4は、各ロット組み込み対象鋼材の性質に応じ、ロット組み込み対象鋼材を複数のロットに適材適所に配置するロット編成問題を組み合わせ最適化問題として定式化し最適解を算出する。
(もっと読む)
サーマルクラウン予測方法及びサーマルクラウン予測装置
【課題】アイドルタイムが短い場合であっても、サーマルクラウン量を出来るだけ正確に予測することができるようにする。
【解決手段】先行するシートバー11の圧延開始時(時刻t1)に算出したアイドルタイムにおけるサーマルクラウン量u1、u2を用いて、次のシートバー11に対する圧延設定を行うようにしたので、次のシートバー11の圧延開始時(時刻t3)のサーマルクラウン量uを、予め用意しておくことができる。これにより、先行するシートバー11と次のシートバー11とのアイドルタイムが短い場合であっても、サーマルクラウン量uを従来よりも高精度に予測することができる。
(もっと読む)
金属板材の蛇行防止圧延方法
【課題】金属板材の圧延過程で、金属板素材の形状とワークロールの圧延方向のオフセット量を考慮した適正なレベリング制御を行なうことにより、蛇行を防止する圧延方法を提供することである。
【解決手段】冷間リバース圧延等の圧延過程における金属板材2のレベリング制御を、金属板素材の形状と圧下率に起因する圧延蛇行量Q1から求めたレベリング量G1に、ワークロール1a、1bの圧延方向のオフセットに起因する蛇行量Q2から求めたレベリング量G2を加えた蛇行修正レベリング量Gに基づいて行なうようにした。レベリング制御を、圧延蛇行量Q1に、作業側(WS)と駆動側(DS)で、大きい圧下量のアンバランスを引き起こすオフセット蛇行量Q2を加えた蛇行量に基づいて行なうことにより、蛇行を効果的に防止することが可能となり、圧延歩留および圧延能率の向上に寄与できる。
(もっと読む)
圧延制御方法及び圧延制御装置
【課題】
従来は、エッジドロップ品質と、板端部によるロールヘの傷つきによる、板表面へのロールマークの防止を両立させた圧延は困難であった。
【解決手段】
WRを幅方向にいくつかの仮想領域に区切り、板端部がその位置にあった圧延長さを積算し、エッジドロップが許容値を超えないWRシフト領域内で、上記積算値がある値を超えた領域を使用しないようにWRのシフト位置を決定する。
【効果】
エッジドロップ品質と、板表面品質の両者を達成することが出来る。更にロール自体の寿命を長くすることが出来るので、ロールにかかるコスト削減,ロール交換のための時間削減による生産量増加が可能となる。
(もっと読む)
鋼板の加工順序を決定する技術
【課題】鋼板の圧延工程をこれまでよりも効率化する。
【解決手段】鋼板の加工順序を決定するシステムであって、鋼板をその加工順に配列する場合にそれぞれの種類の鋼板を配列するべき位置の範囲を定めた位置制約を記憶している制約記憶部と、既に加工順に配列した鋼板列に他の鋼板を挿入するべき位置として、他の鋼板を挿入した後の鋼板列に対し位置制約を充足したまま更に挿入可能な鋼板の数の期待値がより大きくなる位置を優先して選択する選択部と、選択した位置に他の鋼板を挿入して、挿入後の鋼板列を示すデータを出力する挿入部とを備えるシステムを提供する。
(もっと読む)
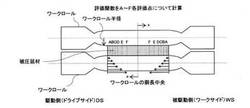
圧延ストリップを圧延するための圧延機及び方法
本発明は、圧延ストリップを圧延するための圧延機及び方法に関する。圧延機(100)は、圧延機の駆動側ASの少なくとも一つのロールハウジングと操作側BSの少なくとも一つのロールハウジングとを備えている。更に、それぞれロールハウジングの支柱(2)と固く接続された、圧延機(100)の上方及び/又は下方のワークロールをロールハウジングに対して相対的に操作して曲げるためのベンディング装置を備えている。ベンディング装置とそのためワークロールは、駆動装置によって駆動される。本発明では、ベンディング装置又はワークロールの駆動制御又は制御を精密に実行することができるように、並びに圧延実行後の圧延ストリップの品質を改善するために、ベンディング装置(11)によってワークロール(7,8)に加えられる実際の曲げ応力を直接測定するのに適した位置に曲げ応力測定素子を配置することを提案する。  (もっと読む)
(もっと読む)
金属板の圧延方法
【課題】実測板クラウンと板クラウン計算モデルとの差異をワークロールプロフィル推定誤差として学習計算し、後行材の板クラウンおよび形状設定に用いる金属板の圧延方法を提供する。
【解決手段】板クラウンおよび板形状計算モデルを用いて目標の板クラウンおよび板形状を得るための設定計算で、先行材の圧延実績から計算される実績板クラウン計算値と、該圧延材の圧延後に実測される板クラウン実測値との差異をワークロールプロフィル推定誤差として学習計算を行う方法において、上記ワークロールプロフィル推定誤差を圧延材1本あたりのサーマルクラウン成長におけるワークロールプロフィル推定誤差として算出し、ワークロールプロフィルの修正量を計算し、板クラウンおよび形状設定計算に適用する金属板の圧延方法である。
(もっと読む)
冷間圧延における形状制御方法
【課題】バックアップロールが摩耗しても、広範囲な圧延条件に対応して良好な形状の鋼帯を製造する。
【解決手段】摩耗によるバックアップロールのプロフィール変化量とバックアップロール使用時の圧延長の関係を定式化するとともに、バックアップロールのプロフィール変化量及びワークロールクラウンの変更量を変数とし、板端から距離が異なる複数の箇所について板幅中央に対する伸び率差の変化量を表す数式モデルを予め作成し、バックアップロール使用時の圧延長に対応して前記バックアップロールのプロフィール変化量とバックアップロール使用時の圧延長の関係式から予測されるバックアップロールのプロフィール変化量を前記伸び率差の変化量を表す数式モデルに代入し、摩耗によるバックアップロールのプロフィール変化に応じて伸び率差が変化しないように、適正なワークロールクラウンの変更量を算出し、ワークロールを交換する。
(もっと読む)
複数の工程の配列順序を決定するシステム
【課題】鋼板の加工効率を最大化するような加工工程の配列順序を決定する。
【解決手段】2つの加工工程の間には、各加工工程の第1属性に基づく第1順序制約および各加工工程の第2属性に基づく第2順序制約が定められている。本発明のシステムは、第1属性の属性値が等しくかつクラスタ内で第2順序制約を満たすように配列した少なくとも1つの加工工程をクラスタとして選択する。そして、第1順序制約を複数のクラスタ間の順序制約とみなし、加工効率を最大化するように複数のクラスタを配列する。そして、第1クラスタの末尾の加工工程と第1クラスタの次に配列された第2クラスタの先頭の加工工程との間で第2順序制約が満たされるか否かを判断する。第2順序制約が満たされない場合には、当該末尾の加工工程および当該先頭の加工工程のそれぞれとの間で第2順序制約を満たす他の加工工程を探索し、第1クラスタの次かつ第2クラスタの前に配列する。
(もっと読む)
金属板の圧延方法
【課題】圧延サイクル内の全ての被圧延材の圧延において、ワークロールの熱膨張、磨耗を効果的に分散し、良好な板クラウンを得る。
【解決手段】圧延サイクル内での圧延順に応じてワークロールのシフト位置を決定するにあたり、予め定めたシフトピッチでシフト位置を変更するとともに、ワークロールの軸方向中心位置から、シフト位置を変更する際のシフト移動方向を反転する折り返し位置Mまでの距離を、圧延サイクル内での圧延順に応じて変更する。
(もっと読む)
リバース圧延機
【課題】 リバース圧延機において、最終圧延通過後の被圧延材の板平坦度又は断面形状の目標値からのずれをできるだけ抑制することにある。
【解決手段】該圧延材1を挟持して圧延する上下のワークロール2と、該上下のワークロール2を支持する支持ロール7と、該上下のワークロール2に作用して被圧延材1の断面形状を制御する板形状調節手段3,4,5と、目標平坦度及び目標断面形状の少なくとも一方からなる目標板形状に基づいて予め定められた各圧延時の板形状制御量に従って、各圧延時に前記板形状調節手段3,4,5を制御する制御部8と、後半以降の最終圧延前の前記被圧延材1の板形状に基づいて、前記目標板形状が得られるように前記予め定められた最終圧延時の板形状制御量の修正値を算出して制御部に出力する演算部9と、を備え、前記制御部8は、前記演算部9が算出した前記修正値に基づいて、最終圧延時に前記板形状調節手段3,4,5を制御する。
(もっと読む)
タンデム圧延機におけるワークロールシフト位置の設定方法
【課題】タンデム圧延機により1サイクル圧延内で同一幅の被圧延材を連続して圧延する場合、圧延して得られる被圧延材のクラウン品質を向上することができるワークロールシフト位置の設定方法を提供する。
【解決手段】先ずタンデム圧延機の各スタンドのワークロールの長さから決まるシフトリミットまでのシフト可能量をN等分し、そのN等分した値を1回当たりにシフトするシフトピッチに設定し、圧延開始時の1本目で各スタンドのシフト位置をずらせて設定し、以降、サイクリックシフト法で各スタンドのワークロールのシフト位置を設定する。
(もっと読む)
熱延鋼板の調質圧延方法
【課題】本発明は、スケール剥離を従来より生じ難く、且つ密着性に優れた熱延鋼板とする熱延鋼板の調質圧延方法を提供することを目的としている。
【解決手段】鋼鋳片を熱間圧延して熱延鋼板とした後、コイル状に巻き取り、冷却してから再度巻き戻して調質圧延する方法を改良した。それは、前記鋼鋳片のSi含有量を0.10質量%以下とし、前記熱間圧延時の最終仕上げ圧延温度を900℃以下とし、さらにコイル状に巻き取る際の温度を640℃以下とした上で、前記調質圧延ラインにおいて、ワークロール交換後の累積ロール通板量が1000トンになるまでの間に、前記熱延鋼板を調質圧延するものである。
(もっと読む)
1 - 20 / 24
[ Back to top ]