
Fターム[4E028CB06]の内容
他に分類されない板、線、管の製造と清浄 (990) | UO管 (134) | 溶接 (51)
Fターム[4E028CB06]に分類される特許
21 - 40 / 51
溶接鋼管の製造方法
【要 約】
【課 題】 溶接鋼管のシームをサブマージアーク溶接で接合するにあたって、両面1層盛り溶接を行ない、靭性に優れたHAZを有する溶接鋼管を製造する方法を提供する。
【解決手段】 溶接鋼管のシームの外面側と内面側をサブマージアーク溶接にてそれぞれ1層ずつ溶接する溶接鋼管の製造方法において、内面側の溶接における溶接入熱HIIN(J/cm)と外面側の溶接における溶接入熱HIOUT(J/cm)の比が1.1≦HIOUT/HIIN≦1.5を満足し、かつHIIN(J/cm)と溶接鋼管の厚みt(mm)がHIIN≦231×t1.56を満足する。
(もっと読む)
溶接金属が優れた耐低温割れ性を有する溶接鋼管の製造方法

【課題】溶接金属中の拡散性水素を効率的に低減させることによって、溶接金属の成分に依存せず、かつ製造工程を追加せず、低温割れを防止できる溶接鋼管の製造方法を提供する。
【解決手段】融点が370〜1000℃の範囲内を満足しかつ室温にて固体粉末として存在するフッ素化合物を10質量%以下含有するフラックスを用いて、サブマージアーク溶接でシームを溶接する。
(もっと読む)
溶接熱影響部靭性に優れた溶接鋼管
【課題】低コストかつ生産性に優れる管厚25mm以上の溶接熱影響部靭性に優れたラインパイプ用溶接鋼管を提供する。
【解決手段】内面または外面のいずれかを先行して行った、内外面各1層の、以下のシーム溶接部を備えた、管厚が25mm以上の溶接鋼管。1.Back側シーム溶接の溶融線近傍粗粒域で、Final側溶接によってAc1〜Ac3変態点まで再加熱された領域における旧オーステナイト粒の平均粒径が100μm以下。2.Final側溶接の、板表面側6mmおける溶融線の接線と、前記Final側溶接ビードの中心線が成す角度が20°以上。3.Final側溶接の溶融線近傍粗粒域における旧オーステナイト粒径が300μm以下。
(もっと読む)
耐横割れ性に優れた高強度UO鋼管のシーム溶接方法
【課題】 引張強度が800MPa以上の高強度UO鋼管を製造する際に、溶接コストの増大や生産性の低下を引き起こすことなく、シーム溶接部の溶接金属における横割れ発生を確実に防止できる高強度UO鋼管のシーム溶接方法を提供する。
【解決手段】 引張強度が800MPa以上の鋼板を管状に成形した後、その鋼板の突合せ部を仮付け溶接した後、内面シーム溶接し引き続いて外面シーム溶接するUO鋼管のシーム溶接方法において、前記外面シーム溶接の直前に前記内面シーム溶接金属表面を加熱温度が50℃以上となるように加熱することで、前記外面シーム溶接時に、前記内面シーム溶接によって形成された内面溶接金属表面での最高到達温度(Tin)がTin≧0.6×[内面溶接金属のAC1変態温度]の関係式を満足する高強度UO鋼管のシーム溶接方法。
(もっと読む)
低温靱性に優れた高強度ラインパイプ用溶接鋼管及びその製造方法
【課題】Moの含有量を制限しても、HAZの低温靭性を確保することができ、安価で、低温靱性に優れた高強度ラインパイプ用溶接鋼管及びその製造方法を提供する。
【解決手段】管状に成形された母材鋼板をシーム溶接した鋼管であって、この母材鋼板は、C:0.010〜0.050%、Si:0.01〜0.50%、Mn:0.50〜2.00%、S:0.0001〜0.0050%、Ti:0.003〜0.030%を含み、Al:0.020%以下、Mo:0.10%未満に制限し、成分の含有量[質量%]から求められる炭素当量Ceqを0.30〜0.53、割れ感受性指数Pcmを0.10〜0.20とし、母材鋼板の金属組織が面積率で20%以下のポリゴナルフェライトと残部ベイナイトからなり、有効結晶粒径が20μm以下であり、溶接熱影響部の有効結晶粒径が150μm以下であることを特徴とする低温靱性に優れた高強度ラインパイプ用溶接鋼管。
(もっと読む)
変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板および鋼管の製造方法
【課題】母材の強度、低温靱性および変形能が優れ、かつ現地溶接が容易な引張強さ900MPa以上(API規格X120以上)の超高強度ラインパイプ用鋼板および鋼管の製造方法を提供する。
【解決手段】C、Si、Mn、Mo、Nb、Al、Tiを含む鋼を溶製後、熱間圧延を施し、(γ/α変態開始点-50)(℃)以上γ/α変態開始温度(℃)以下まで水冷した後、再加熱し、その後水冷する。この効果により強度、低温靭性ならびにひずみ時効前後の変形能を良好にすることが可能となり、ラインパイプに対する安全性が大幅に向上する。
(もっと読む)
耐低温割れ性に優れた溶接金属を有する高強度溶接鋼管およびその製造方法
【課題】耐低温割れ性と低温靭性に優れた溶接金属を持つ、引張強度が800MPa以上の高強度鋼管を提供する。
【解決手段】内面と外面から両側1層ずつサブマージアーク溶接を行なって製造する溶接鋼管の母材および溶接金属の引張強さがともに800MPa以上であり、溶接金属がC:0.04〜0.09質量%,Si:0.32〜0.50質量%,Mn:1.4〜2.0質量%,Cu:0.5質量%未満,Ni:0.9質量%超え4.2質量%以下,Mo:0.4〜1.5質量%,Cr:0.5質量%未満,V:0.2質量%未満を含有し、残部がFeおよび不可避的不純物からなるとともに、溶接金属の成分から式CS=5.1+1.4[Mo]−[Ni]−0.6[Mn]−36.3[C]で算出されるCS値が内面側と外面側ともに0以上を満足する高強度溶接鋼管である。
(もっと読む)
低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管及びその製造方法
【課題】肉厚が25mm以上であっても、優れたHAZの低温靱性を確保することが可能な、低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管及びその製造方法を提供する。
【解決手段】管状に成形された母材鋼板をシーム溶接した鋼管で、母材鋼板が、C:0.010〜0.050%、Si:0.01〜0.50%、Mn:0.50〜2.00%、Al:0.020%以下、Ti:0.003〜0.030%、Mo:0.10〜1.50%を含有し、炭素当量Ceqが0.30〜0.53、割れ感受性指数Pcmが0.10〜0.20で、(式3)を満足し、母材鋼板の金属組織が面積率で20%以下のポリゴナルフェライトと面積率で80%以上のベイナイトからなり、有効結晶粒径が20μm以下、溶接熱影響部の有効結晶粒径が150μm以下である低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管。10C+100Al+5Mo+5Ni<3.3 ・・・ (式3)
(もっと読む)
低温靱性に優れた高強度ラインパイプ用溶接鋼管及びその製造方法
【課題】Moの含有量を制限しても、HAZの低温靭性を確保することができ、安価で、低温靱性に優れた高強度ラインパイプ用溶接鋼管及びその製造方法を提供する。
【解決手段】管状に成形された母材鋼板をシーム溶接した鋼管であって、前記母材鋼板が、C:0.030〜0.080%、Si:0.01〜0.50%、Mn:0.50〜2.00%、S:0.0001〜0.0050%、Ti:0.003〜0.030%を含み、Al:0.020%以下、Mo:0.10%未満に制限し、成分の含有量[質量%]から求められる炭素当量Ceqを0.40〜0.56、割れ感受性指数Pcmを0.16〜0.21とし、前記母材鋼板の金属組織が面積率で30%以下のポリゴナルフェライトと残部ベイナイトからなり、有効結晶粒径が20μm以下であり、溶接熱影響部の有効結晶粒径が150μm以下であることを特徴とする低温靱性に優れた高強度ラインパイプ用溶接鋼管。
(もっと読む)
引張強度800MPaを超える超高強度溶接鋼管の製造方法
【課題】天然ガスや原油の輸送用として好滴な、引張強度800MPaを超える超高強度溶接鋼管の製造方法を提供する。
【解決手段】質量%でC:0.03〜0.12%、Si:≦0.5%、Mn:1.8〜3.0%、P≦0.010%,S≦0.002%、Al:0.01〜0.08%、Cu:≦0.7%、Ni:0.01〜3.0%、Cr:≦1.0%、Mo:≦1.0%、Nb:0.01〜0.08%、V:≦0.10%、Ti:0.005〜0.025%、B:≦0.005%、Ca:≦0.01%、REM:≦0.02%、Zr:≦0.03%、Mg:≦0.01%、N:0.001〜0.006%、PcmB≦0.22、残部Feおよび不可避的不純物からなる鋼板を冷間加工で管状に成形した後,突合せ部を、CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって溶接する。
(もっと読む)
耐歪時効性に優れた高強度ラインパイプ用鋼管及び高強度ラインパイプ用鋼板並びにそれらの製造方法
【課題】拡管された鋼管の、長手方向の降伏強度の耐食塗装時の加熱による上昇を抑制し、耐歪時効性に優れた高強度ラインパイプ用鋼管、素材である鋼板を提供する。
【解決手段】母材の成分組成が、質量%で、Mo:0%超0.15%未満、Mn:1.7〜2.5%を含有し、Mo/Mn:0超0.08以下を満足し、C、Si、P、S、Al、Ti、N、Bを含有し、更に、Ni、Cu、Crの1種又は2種以上を含有し、残部が鉄及び不可避的不純物からなり、P値が2.5〜4.0の範囲内であり、金属組織がベイナイトとマルテンサイトからなることを特徴とする耐歪時効性に優れたラインパイプ用高強度鋼管。P値=2.7C+0.4Si+Mn+0.8Cr+0.45(Ni+Cu)+2Mo。更に、Nb、V、Ca、REM、Mgの1種又は2種以上を含有しても良い。
(もっと読む)
UOE鋼管の製造方法
【課題】UOE鋼管の製造において、小入熱で、かつ、溶接パス数が少ない溶接手法を確立し、生産性の向上とHAZ部靭性の確保を両立させた革新的なUOE鋼管の製造方法を提供する。
【解決手段】UOE鋼管の製造方法において、X開先を溶接する際、(a1)前記X開先の外面側の開先角度を20°以上、40°以下とし、(a2)X開先の外面側を、ガスシールドアークと、出力が1kW以上、20kW以下のレーザとの複合熱源を用いて、1パスで溶接し、その後、(b)X開先の内面側を、サブマージアーク溶接を用いて、1パスで溶接し、合計2パスで溶接を完了する。
(もっと読む)
UOE鋼管の製造方法
【課題】小入熱で、かつ、溶接パス数が少ない溶接手法を確立し、生産性の向上とHAZ靭性の確保を両立させた革新的なUOE鋼管の製造方法を提供する。
【解決手段】UOE鋼管の製造方法において、(a1)X開先の外面側の開先角度を20°以上40°以下とし、(a2)X開先の外面側を、ガスシールドアークと、出力が1kW以上20kW以下のレーザとの複合熱源を用いて1パスで溶接し、その後、(b)X開先の内面側を、サブマージアーク溶接を用いて1パスで溶接し、合計2パスで溶接を完了する際、(d)下記式(1)を満たす流量(B)のシールドガスを、溶接線の左右両側のガスノズル口から供給する。
3≦B/A≦30 …(1)
A:ガスノズル口の面積(cm2) B:シールドガスの流量(リットル/分)
(もっと読む)
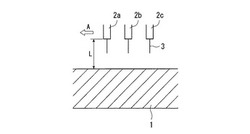
高強度溶接鋼管の製造方法
【課題】シーム溶接後、拡管時に生じるシーム溶接部の拡管割れ及び偏肉を防止し得る高強度溶接鋼管の製造方法を提供する。
【解決手段】引張強度が850MPa以上の鋼板を筒状に成形し、鋼板端部同士を突き合わせてシーム溶接した後、鋼管1の内面と拡管セグメント3との摩擦係数が0.15以上である高摩擦係数適用領域を、シーム溶接部2を周方向の中央として鋼管中心角が25゜以上180゜以下の範囲とし、該高摩擦係数適用領域以外の部位における鋼管内面とセグメントとの摩擦係数を0.15未満として拡管する高強度溶接鋼管の製造方法。
(もっと読む)
超高強度溶接鋼管の製造方法
【課題】脆性亀裂伝播特性に優れ、天然ガスや原油の輸送用として好適な引張強度800MPaを超える超高強度溶接鋼管の製造方法を提供する。
【解決手段】脆性亀裂伝播停止特性に優れた引張強度800MPa以上の鋼板を冷間加工で管状に成形した後,突合せ部を、CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって溶接する。
(もっと読む)
変形能に優れた超高強度溶接鋼管の製造方法
【課題】天然ガスや原油の輸送用として好滴な、引張強度800MPaを超え、変形能に優れる超高強度溶接鋼管の製造方法を提供する。
【解決手段】降伏比80%以下かつ引張強度800MPa以上の、質量%でC:0.03〜0.12%、Si:≦0.5%、Mn:1.8〜3.0%、P≦0.010%,S≦0.002%、Al:0.01〜0.08%、Cu:≦0.7%、Ni:0.01〜3.0%、Cr:≦1.0%、Mo:≦1.0%、Nb:0.01〜0.08%、V:≦0.10%、Ti:0.005〜0.025%、B:≦0.005%、Ca:≦0.01%、REM:≦0.02%、Zr:≦0.03%、Mg:≦0.01%、N:0.001〜0.006%、PcmB≦0.22、残部Feおよび不可避的不純物からなる鋼板を冷間加工で管状に成形した後,突合せ部を、CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって溶接する。
(もっと読む)
溶接部脆化割れ特性に優れた高強度溶接鋼管
【課題】内外面からシーム溶接を行う引張強度が850MPa以上である高強度溶接鋼管のシーム溶接部に生じる、水素起因の横割れを防止する方法を提供する。
【解決手段】引張強度が850MPa以上の鋼板を筒状に成形し、突合せ部を内外面からサブマージアーク溶接する溶接鋼管の製造方法において、溶接方向の全長にわたり、溶接金属の肉厚方向の高さを0.2〜10%減少させることを特徴とする溶接金属の脆化割れ性に優れた溶接鋼管の製造方法。
(もっと読む)
UOE鋼管の製造方法
【課題】内面溶接または外面溶接施工時の溶け落ちを軽微なうちに発見すること。
【解決手段】オープンパイプとした鋼板の仮付け溶接を行った後に、裏当て金を配置して内面または外面の溶接を行うUOE鋼管の製造方法である。たとえば裏当て金4に設けられた溝4aを通過した内面溶接中における溶け落ちを、裏当て金4の裏側に設けられた光感知式センサー5や熱感知式センサー6によって検出する。溶け落ちが検出された場合には該溶接を停止する。
【効果】内面溶接または外面溶接の施工中に発生した溶け落ち長さを補修可能な範囲に抑制でき、歩留まり低下や製造コストの悪化を防止できる。
(もっと読む)
耐水素誘起割れ性および延性破壊特性に優れた引張強さ760MPa級以上の高強度鋼板の製造方法およびその鋼板を用いた高強度鋼管の製造方法
【課題】耐水素誘起割れ性および延性破壊特性に優れた引張強さ760MPa級以上の高強度鋼板の製造方法およびその鋼板を用いた高強度鋼管の製造方法を提供する。
【解決手段】所定成分鋼を溶製する際、後工程の熱間圧延の設定開始温度をT1(℃)、設定仕上温度をT3(℃)、圧延後の設定制御冷却停止温度をT4(℃)とするとき、溶鋼中水素量を、{0.65+(0.0007T4-0.03)}×1.5×exp[-1411{1/(T1+273)-1/(T3+273)}]ppm以下に制限しながら成分調整し、鋳造後、1000〜1250℃のT1(℃)で熱間圧延を開始し、600〜900℃のT3(℃)で熱間圧延を終了し、その後の冷却の際、T4(℃)をT3(℃)未満50℃以上として、T4(℃)まで鋼板中心部の平均冷却速度で0.5〜20℃/sの制御冷却をし、T4(℃)から室温まで放冷することを特徴とする、鋼板の水素量が0.65ppm以下である本発明鋼板の製造方法。また、該鋼板を用いることを特徴とする、本発明鋼管の製造方法。
(もっと読む)
低温靱性に優れた引張強さ900MPa級以上の高強度ラインパイプ用鋼板およびそれを用いたラインパイプならびにそれらの製造方法
【課題】低温靱性に優れた引張強さ900MPa級以上の高強度ラインパイプ用鋼板およびそれを用いたラインパイプならびにそれらの製造方法を提供する。
【解決手段】本発明鋼板は、主にC:0.03〜0.07%、Si:0.02〜0.6%、Mn:1.5〜2.5%、W:0.2〜1.2%、Nb:0.01〜0.10%、Ti:0.005〜0.030%、Al:0.10%以下、N:0.001〜0.006%を含有し、P値(=2.7C+0.4Si+Mn+0.5(1+β)W+0.8Cr+0.45(Ni+Cu)+(1+β)Mo−1+β、但し、B≧0.0003%ではβ=1、B<0.0003%ではβ=0)が2.5〜4.0を満足し、ベイナイト又はベイナイトとマルテンサイトの混合組織を有することを特徴とし、その製造方法は、前記成分スラブを1000〜1250℃に加熱し、再結晶域で粗圧延し、700〜900℃のオーステナイト未再結晶域で累積圧下量75%以上の圧延をし、オーステナイト域から1〜40℃/秒で500℃以下まで加速冷却することを特徴とする。
(もっと読む)
21 - 40 / 51
[ Back to top ]